

大板式方艙鋁合金蒙皮拼焊工藝研究
格式:pdf
大小:547KB
頁數(shù):5P
人氣 :85
 4.7
4.7
通過對(duì)大板式方艙合金蒙皮的焊接工藝研究,認(rèn)為鎢極氬弧焊是比較適于鋁合金薄板拼焊的一種方法,而隨焊錘擊碾壓法是比較實(shí)用的一種焊接過程應(yīng)力應(yīng)變的控制方式,把綜合運(yùn)用了這兩種工藝技術(shù)的自動(dòng)拼焊機(jī)用于大板式方艙鋁合金蒙皮的焊接,對(duì)焊接工藝參數(shù)進(jìn)行了研究和優(yōu)化,提出焊接線能量是影響薄板焊接核心的觀點(diǎn)及其控制方法。用隨焊錘擊碾壓TIG焊接工藝,可使焊縫接頭強(qiáng)度提高35%,減少了焊接缺陷,同時(shí)改善了焊縫及母材的性能,認(rèn)為此方法值得推廣。



 飛機(jī)鋁合金蒙皮裂紋的粘接修補(bǔ)技術(shù)
飛機(jī)鋁合金蒙皮裂紋的粘接修補(bǔ)技術(shù) 飛機(jī)鋁合金蒙皮裂紋的粘接修補(bǔ)技術(shù)
格式:pdf
大小:252KB
頁數(shù):2P
為提高飛機(jī)蒙皮裂紋的修補(bǔ)效能,通過優(yōu)選材料合理地確定修補(bǔ)參數(shù),有效地降低了裂紋附近的應(yīng)力強(qiáng)度因子,恢復(fù)損傷結(jié)構(gòu)的使用壽命
半剛性鋁合金蒙皮結(jié)構(gòu)極限承載力分析 半剛性鋁合金蒙皮結(jié)構(gòu)極限承載力分析
格式:pdf
大小:943KB
頁數(shù):5P
通過對(duì)半剛性鋁合金蒙皮結(jié)構(gòu)進(jìn)行風(fēng)載和雪載下的極限承載力試驗(yàn),分析結(jié)構(gòu)的變形和破壞特征。由節(jié)點(diǎn)試驗(yàn)得出節(jié)點(diǎn)的彎矩-轉(zhuǎn)角關(guān)系,并將其應(yīng)用于有限元分析,研究節(jié)點(diǎn)半剛性對(duì)結(jié)構(gòu)位移的影響,提出屋面板改變內(nèi)力在框架內(nèi)的分布,并大大提高結(jié)構(gòu)承載力。
編輯推薦下載
軍用鋁合金聚氨酯夾層大板方艙的研制 軍用鋁合金聚氨酯夾層大板方艙的研制
格式:pdf
大小:371KB
頁數(shù):3P
4.4
方艙為目前國際軍隊(duì)保障車輛中廣泛應(yīng)用的先進(jìn)裝備,要求重量輕、整體強(qiáng)度高、保溫、密封等。設(shè)計(jì)采用鋁合金方管焊接形成骨架,鋁合金板作為內(nèi)外蒙皮,蒙皮間填充聚氨酯泡沫板的夾層結(jié)構(gòu),各壁板間采用鉚接及粘接的方法連接。試驗(yàn)確定了粘接劑的固化工藝及生產(chǎn)工藝流程,設(shè)計(jì)了工裝、試驗(yàn)臺(tái)等,形成了規(guī)模生產(chǎn)能力。質(zhì)量檢測及使用表明,大板方艙的整體強(qiáng)度及各項(xiàng)使用性能均滿足要求。
軍用鋁合金聚氨酯夾層大板方艙的研制
格式:pdf
大小:162KB
頁數(shù):6P
4.6
軍用鋁合金聚氨酯夾層大板方艙的研制 摘要:方艙為目前國際軍隊(duì)保障車輛中廣泛應(yīng)用的先進(jìn)裝備,要求重量輕、整 體強(qiáng)度高、保溫、密封等。設(shè)計(jì)采用鋁合金方管焊接形成骨架,鋁合金板作為內(nèi) 外蒙皮,蒙皮間填充聚氨酯泡沫板的夾層結(jié)構(gòu),各壁板間采用鉚接及粘接的方法 連接。試驗(yàn)確定了粘接劑的固化工藝工藝及生產(chǎn)工藝流程,設(shè)計(jì)了工裝、試驗(yàn)臺(tái) 等,形成了規(guī)模生產(chǎn)能力。質(zhì)量檢測及使用表明,大板方艙的整體強(qiáng)度及各項(xiàng)使 用性能均滿足要求。 關(guān)鍵詞:大板方艙;鋁合金骨架;聚氨酯夾層;密封性;環(huán)氧樹脂膠粘劑 中圖分類號(hào):u463.84+4文獻(xiàn)標(biāo)識(shí)碼:b文章編號(hào):1004-4620(2003)04-0050-03 1前 方艙是一種應(yīng)用于軍用汽車上的特殊車廂,不但要求在特定的環(huán)境條件下能 正常工作,同時(shí)要求能承受太陽輻射、溫度沖擊、濕熱、鹽霧、霉菌、沙塵等。 使用中夾芯層不能出現(xiàn)脫層、翹曲、變形
大板式方艙鋁合金蒙皮拼焊工藝熱門文檔
異厚度鋁鋰合金板激光拼焊工藝 異厚度鋁鋰合金板激光拼焊工藝
格式:pdf
大小:494KB
頁數(shù):3P
4.5
采用激光焊接方法對(duì)厚0.3mm和厚0.5mm異厚度鋁鋰合金薄板進(jìn)行激光焊接試驗(yàn),通過正交試驗(yàn)法研究了異厚度鋁鋰合金薄板的激光焊接,并對(duì)焊接樣品進(jìn)行了拉伸測試,分析了各焊接因素對(duì)抗拉強(qiáng)度和焊縫寬度的影響。采用極差法對(duì)試驗(yàn)數(shù)據(jù)進(jìn)行處理,得到了異厚度鋁鋰合金激光焊接的合理焊接工藝參數(shù),確定了各焊接因素對(duì)焊縫強(qiáng)度影響的大小順序。
飛機(jī)鋁合金蒙皮戰(zhàn)傷安全評(píng)定方法試驗(yàn) 飛機(jī)鋁合金蒙皮戰(zhàn)傷安全評(píng)定方法試驗(yàn)
格式:pdf
大小:543KB
頁數(shù):3P
4.4
目的對(duì)飛機(jī)鋁合金蒙皮戰(zhàn)傷安全評(píng)定方法進(jìn)行試驗(yàn)研究。方法用實(shí)彈撞擊試驗(yàn)?zāi)M飛機(jī)ly12蒙皮的戰(zhàn)斗損傷,利用判據(jù)對(duì)該結(jié)構(gòu)的剩余強(qiáng)度進(jìn)行預(yù)測,并與強(qiáng)度試驗(yàn)結(jié)果比較。結(jié)果除修正后的等效應(yīng)力強(qiáng)度因子判據(jù)外,其他判據(jù)各有缺陷。結(jié)論修正后的等效應(yīng)力強(qiáng)度因子判據(jù)具有較高的精度且計(jì)算簡單,適合射彈撞擊下飛機(jī)ly12結(jié)構(gòu)的剩余強(qiáng)度計(jì)算。
鋁合金薄蒙皮零件成形工藝 鋁合金薄蒙皮零件成形工藝
格式:pdf
大小:567KB
頁數(shù):4P
4.7
通過分析鋁合金薄蒙皮零件的結(jié)構(gòu)及其成形工藝特點(diǎn),擬定針對(duì)性工藝措施,設(shè)計(jì)了合理的模具結(jié)構(gòu),實(shí)現(xiàn)了該類零件在橡皮囊液壓成形機(jī)上的液壓成形。
 鋁合金矩形機(jī)箱工裝設(shè)計(jì)及拼焊工藝
鋁合金矩形機(jī)箱工裝設(shè)計(jì)及拼焊工藝 鋁合金矩形機(jī)箱工裝設(shè)計(jì)及拼焊工藝
格式:pdf
大小:266KB
頁數(shù):3P
4.3
大厚度鋁合金矩形機(jī)箱在拼焊生產(chǎn)過程中,存在組裝難度大,焊縫質(zhì)量不易保證,焊后變形大等問題。針對(duì)鋁合金矩形機(jī)箱焊后馬鞍型和螺旋型變形特點(diǎn),選用表面定位方式,設(shè)計(jì)了多種類型的夾板,完成了箱體焊接工裝的設(shè)計(jì)。在此基礎(chǔ)上,采用真空電子束焊,通過嚴(yán)格的工藝措施完成了機(jī)箱的拼焊,獲得了深寬比符合要求的焊縫,保證了機(jī)箱結(jié)構(gòu)的完整性。經(jīng)檢測,矩形機(jī)箱滿足設(shè)計(jì)要求。實(shí)踐證明,此工裝和工藝方案可行,對(duì)類似構(gòu)件的制造有指導(dǎo)意義。
大板式方艙鋁合金蒙皮拼焊工藝精華文檔
飛機(jī)鋁合金蒙皮裂紋復(fù)合材料修補(bǔ)試驗(yàn)研究 飛機(jī)鋁合金蒙皮裂紋復(fù)合材料修補(bǔ)試驗(yàn)研究
格式:pdf
大小:710KB
頁數(shù):2P
4.6
用復(fù)合材料補(bǔ)強(qiáng)修理金屬結(jié)構(gòu)裂紋損傷時(shí),修補(bǔ)設(shè)計(jì)非常關(guān)鍵,不同的修補(bǔ)設(shè)計(jì)會(huì)產(chǎn)生不同的修補(bǔ)效果。通常應(yīng)在有限元計(jì)算或解析計(jì)算的基礎(chǔ)上,合理選擇補(bǔ)強(qiáng)材料、膠粘劑、鋪層尺寸和鋪層數(shù)量等參數(shù)。飛機(jī)鋁合金蒙皮裂紋是飛機(jī)在使用過程中最常見的損傷形式。傳統(tǒng)的修理方法是在裂紋部位鉚接一塊與蒙皮材料相同的加強(qiáng)片,以恢復(fù)蒙皮裂紋部位的損失強(qiáng)度。由于現(xiàn)代飛機(jī)的
鋁合金蒙皮光固化膠接修補(bǔ)疲勞性能實(shí)驗(yàn)研究 鋁合金蒙皮光固化膠接修補(bǔ)疲勞性能實(shí)驗(yàn)研究
格式:pdf
大小:1.4MB
頁數(shù):3P
4.7
光固化膠接修補(bǔ)是一項(xiàng)應(yīng)急快速修補(bǔ)新技術(shù),為檢驗(yàn)和提高修補(bǔ)疲勞強(qiáng)度,以ly-12鋁合金裂紋板為修補(bǔ)對(duì)象,進(jìn)行了光固化修補(bǔ)與傳統(tǒng)的鉚接修補(bǔ)拉伸疲勞對(duì)比實(shí)驗(yàn)。實(shí)驗(yàn)采用等幅高頻加載和按某型飛機(jī)機(jī)翼疲勞載荷譜加載2種方法,結(jié)果表明,全寬度光固化膠接修補(bǔ)等幅高頻疲勞壽命和載荷譜疲勞壽命與等強(qiáng)度鉚接修補(bǔ)相比分別延長了35.37%和9.00%。
鋁合金拼焊板脹形焊縫移動(dòng)研究 鋁合金拼焊板脹形焊縫移動(dòng)研究
格式:pdf
大小:512KB
頁數(shù):4P
4.4
采用有限元數(shù)值模擬方法,研究了鋁合金拼焊板沖壓脹形中影響焊縫移動(dòng)的因素及影響規(guī)律。結(jié)果表明,焊縫移動(dòng)的主要影響因素為板厚差異以及焊縫的初始位置,凹模圓角對(duì)焊縫移動(dòng)也有一定的影響,而模具間隙對(duì)焊縫移動(dòng)的影響非常小。隨著板厚差異的增大,焊縫向厚板一側(cè)偏移;而焊縫中央的最大偏移量,隨厚板寬度的增加是先增大后減小。
鋁合金電阻點(diǎn)焊和縫焊工藝
格式:pdf
大小:500KB
頁數(shù):10P
4.6
中華人民共和國航空工業(yè)部部標(biāo)準(zhǔn) hb/z77-84 鋁合金電阻點(diǎn)焊和縫焊工藝 1總則 1.1本標(biāo)準(zhǔn)適用于lf2、lf3、lf6、lf21、ly12、ly16、lc4、lc9變形鋁合金電阻點(diǎn)焊及 lf2、lf3、lf6、lf21變形鋁合金電阻縫焊工藝。 1.2焊工應(yīng)有焊接航空產(chǎn)品的焊接操作證書。 2設(shè)備 2.1焊機(jī):點(diǎn)焊機(jī)、縫焊機(jī)。 2.1.1焊接鋁合金一般選用直流脈沖式、電容儲(chǔ)能式、次級(jí)整流式等類型的焊機(jī),縫焊 機(jī)建議選用步進(jìn)式的。 2.1.2焊機(jī)最好具有三種加壓方式:不變的壓力、附加鍛壓力、附加予壓和鍛壓力。 2.1.3焊機(jī)電極臂應(yīng)有足夠的剛性,當(dāng)施加最大額定壓力時(shí),臂長不大于500㎜,彈性撓 度應(yīng)不超過1.5㎜,臂長不大于1200㎜,撓度應(yīng)不超過2㎜。 2.1.4焊機(jī)在規(guī)定氣壓范圍和額定焊接速度下
鋁及鋁合金熔化極氬弧焊工藝
格式:pdf
大小:192KB
頁數(shù):5P
3
鋁及鋁合金熔化極氬弧焊工藝——本文介紹了鋁及鋁臺(tái)盤熔化彀氳弧焊工藝,提出了鋁及鋁臺(tái)盤氬弧焊焊接材料、焊接設(shè)備、焊接工藝參數(shù)的選擇原則,以及焊接接頭質(zhì)量要求、安拄環(huán)保措施。解決了鋁及鋁臺(tái)盤焊接時(shí)雌熔合,易產(chǎn)生熱裂紋和氣孔等缺陷。保證了焊接接頭練...
大板式方艙鋁合金蒙皮拼焊工藝最新文檔
鋁合金拼焊板充液成形技術(shù)研究 鋁合金拼焊板充液成形技術(shù)研究
格式:pdf
大小:963KB
頁數(shù):7P
4.7
鋁合金拼焊板充液成形技術(shù)是拼焊板成形技術(shù)和充液成形技術(shù)的綜合運(yùn)用,兼具了這2種先進(jìn)成形技術(shù)的雙重優(yōu)點(diǎn),在汽車、航空航天等領(lǐng)域具有廣泛的應(yīng)用前景。介紹了鋁合金拼焊板焊接方法、激光焊接的特點(diǎn)與難點(diǎn),探討了拼焊板充液成形技術(shù)的原理、特點(diǎn)及國內(nèi)外研究現(xiàn)狀,指出了開展此項(xiàng)研究的必要性和重要意義。

薄板鋁合金脈沖交流TIG焊工藝
格式:pdf
大小:1.2MB
頁數(shù):4P
4.4
薄板鋁合金脈沖交流tig焊工藝 作者:廖平,陳書杰,楊文杰 作者單位:廖平,楊文杰(佳木斯大學(xué),黑龍江,佳木斯,154007),陳書杰(鶴崗發(fā)電責(zé)任,有限公司,黑龍 江,鶴崗,154109) 刊名: 焊接學(xué)報(bào) 英文刊名:transactionsofthechinaweldinginstitution 年,卷(期):2003,24(4) 被引用次數(shù):2次 參考文獻(xiàn)(2條) 1.耿正;張廣軍;鄧元召鋁合金變極性tig焊工藝特點(diǎn)1997(04) 2.姜煥中電弧焊及電渣焊1993 引證文獻(xiàn)(2條) 1.呂世雄.李俐群.石經(jīng)緯.柳燕zl101a和lf6異種鋁合金的脈沖交流tig焊工藝[期刊論文]-焊接2007(9) 2.張寶良鋁合金脈沖調(diào)制變極性tig焊設(shè)備與工藝研究[學(xué)位論文]碩士2006 本文鏈接:http://d.g.wan
厚板鋁合金雙絲氣體保護(hù)焊工藝
格式:pdf
大小:933KB
頁數(shù):4P
3
厚板鋁合金雙絲氣體保護(hù)焊工藝——采用雙絲氣體保護(hù)焊對(duì)40mm厚7a52鋁合金板進(jìn)行焊接工藝試驗(yàn),研究了坡口形式和參數(shù)等對(duì)接頭質(zhì)量的影響,確定了最佳的雙絲氣體保護(hù)焊工藝及參數(shù)。焊縫缺陷、硬度、組織分析和力學(xué)性能等方面的檢測表明:對(duì)于40mm厚7a52鋁合金板...
拼裝式鋁合金活動(dòng)房在豎向荷載作用下的蒙皮效應(yīng) 拼裝式鋁合金活動(dòng)房在豎向荷載作用下的蒙皮效應(yīng)
格式:pdf
大小:303KB
頁數(shù):4P
4.4
采用靜力加載的方法,對(duì)活動(dòng)房屋骨架與活動(dòng)房整體的框架內(nèi)力及變形進(jìn)行雪荷載試驗(yàn)。通過對(duì)兩者的彎矩、豎向位移以及水平位移的比較,驗(yàn)證了鋪設(shè)面板后的整體房屋存在蒙皮效應(yīng)。并利用框架與蒙皮板的相對(duì)柔度,定量地計(jì)算了蒙皮板與框架各自承擔(dān)荷載的大小。比較了試驗(yàn)、理論分析與有限元模型得到的水平位移,提出按英國應(yīng)力蒙皮設(shè)計(jì)規(guī)范的方法計(jì)算本房屋荷載誤差較大。同時(shí)對(duì)集中荷載下整體結(jié)構(gòu)的性能進(jìn)行了研究。
焊接鋁合金工藝
格式:pdf
大小:8KB
頁數(shù):3P
4.4
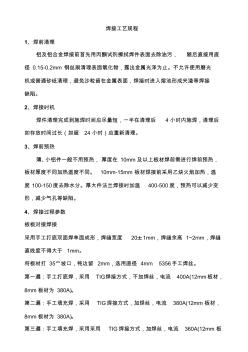
焊接工藝規(guī)程 1、焊前清理 鋁及鋁合金焊接前首先用丙酮試劑擦拭焊件表面去除油污,隨后直接用直 徑0.15-0.2mm鋼絲刷清理表面氧化物,露出金屬光澤為止。不允許使用磨光 機(jī)或普通砂紙清理,避免沙粒留在金屬表面,焊接時(shí)進(jìn)入熔池形成夾渣等焊接 缺陷。 2、焊接時(shí)機(jī) 焊件清理完成到施焊時(shí)間應(yīng)盡量短,一半在清理后4小時(shí)內(nèi)施焊,清理后 如存放時(shí)間過長(如超24小時(shí))應(yīng)重新清理。 3、焊前預(yù)熱 薄、小鋁件一般不用預(yù)熱,厚度在10mm及以上板材焊前需進(jìn)行焊前預(yù)熱, 板材厚度不同加熱溫度不同。10mm-15mm板材焊接前采用乙炔火焰加熱,溫 度100-150度去除水分。厚大件法蘭焊接時(shí)加溫400-500度,預(yù)熱可以減少變 形,減少氣孔等缺陷。 4、焊接過程參數(shù) 板板對(duì)接焊接 采用手工打底雙面焊單面成形,焊縫寬度20±1mm,焊縫余高1~2mm,焊縫 直線度不得大于1mm。 將
干線機(jī)鋁合金復(fù)雜蒙皮成形工藝 干線機(jī)鋁合金復(fù)雜蒙皮成形工藝
格式:pdf
大小:142KB
頁數(shù):未知
4.5
對(duì)md90-30干線飛機(jī)上鋁合金復(fù)雜厚蒙皮的成形方法進(jìn)行了詳細(xì)的分析和討論,針對(duì)其特點(diǎn),并結(jié)合公司現(xiàn)有設(shè)備能力,提出了最合適最經(jīng)濟(jì)的成形工藝方法。
交流脈沖鋁合金TIG焊工藝研究 交流脈沖鋁合金TIG焊工藝研究
格式:pdf
大小:115KB
頁數(shù):未知
4.6
鋁合金以其優(yōu)越的性能被廣泛使用于各種領(lǐng)域。由于各種領(lǐng)域?qū)︿X合金的需求不同,需要對(duì)其進(jìn)行焊接以滿足各種行業(yè)的使用要求。許多焊接技術(shù)有著各種缺陷,如焊縫材料堆高、焊縫表面均勻度差或焊點(diǎn)間重疊嚴(yán)重等,在一定程度上影響了焊接效果,因此需要改進(jìn)。本文簡闡述了交流脈沖tig焊接技術(shù)所需的設(shè)備、各種材料、焊接參數(shù)的確認(rèn)、具體焊接工藝等,并根據(jù)該工藝在不同參數(shù)下的焊接效果進(jìn)行對(duì)比分析,并調(diào)整參數(shù),獲得了較好的效果,最后分析了交流脈沖各種參數(shù)焊接效果的影響,為從事焊接行業(yè)的人員提供一定的參考與借鑒。
方艙用鋁合金板材生產(chǎn)工藝研究 方艙用鋁合金板材生產(chǎn)工藝研究
格式:pdf
大小:217KB
頁數(shù):未知
4.8
隨著方艙和車載電子設(shè)備輕量化設(shè)計(jì)的要求,對(duì)鋁合金結(jié)構(gòu)件的使用日益增多,其工程設(shè)計(jì)要求也不盡相同。通過對(duì)車載方艙使用的各種鋁合金板材的理化性能比較,從工藝設(shè)計(jì)角度為設(shè)計(jì)人員在滿足各種設(shè)計(jì)要求的選材上,提供了優(yōu)選依據(jù)。
飛機(jī)蒙皮鋁合金用環(huán)氧底漆的制備 飛機(jī)蒙皮鋁合金用環(huán)氧底漆的制備
格式:pdf
大小:170KB
頁數(shù):5P
4.7
針對(duì)飛機(jī)蒙皮涂料面臨的惡劣飛行條件,研制出了一種新型無鉻高固體含量環(huán)氧底漆。重點(diǎn)討論了樹脂、固化劑、防銹顏料和顏基比的選擇對(duì)涂膜性能的影響。
6063鋁合金釬焊工藝研究 6063鋁合金釬焊工藝研究
格式:pdf
大小:772KB
頁數(shù):3P
4.6
針對(duì)大尺寸6063鋁合金門窗框的焊接成型工藝進(jìn)行了研究。通過對(duì)焊接材料、焊接規(guī)范、焊接工裝等方面進(jìn)行的試驗(yàn)和分析,確定了6063鋁合金門窗框的釬焊采用無腐蝕性的al-si合金鋁釬焊藥芯焊絲作為釬料,汽油火焰作為加熱熱源的工藝方案,并通過有限元分析設(shè)計(jì)了簡單易用的焊接工裝以控制焊接變形。最后對(duì)釬焊接頭進(jìn)行了微觀組織、外觀變形及尺寸的測試實(shí)驗(yàn),結(jié)果表明,該釬焊工藝過程有效保證了鋁合金門窗框的焊接質(zhì)量,滿足了使用要求。
大板式方艙鋁合金蒙皮拼焊工藝相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:主任建筑設(shè)計(jì)師
擅長專業(yè):土建 安裝 裝飾 市政 園林


