

沖壓件首檢記錄表.td
格式:pdf
大小:31KB
頁數:2P
人氣 :94
 4.7
4.7
沖壓件首檢記錄表 NO: 產名名稱 材 質 規格型號 機床編號 檢驗數量 檢驗日期 序 號 檢驗項 目 技術要 求 檢測方式 實 測 記 錄 判 定 1 2 3 4 5 6 合格 數 不合 格數 1 外觀 無壓印 目測 2 無批鋒 目測 3 尺寸 卷尺 4 卡尺 /角度尺 5 卡尺 /角度尺 6 卡尺 /角度尺 7 卡尺 /角度尺 結論 : 符合要求 檢驗員: 注:無定量要求項符合要求記“√” ,不符合要求記“×” 沖壓件首檢記錄表 NO: 產名名稱 材 質 規格型號 機床編號 檢驗數量 檢驗日期 序 號 檢驗項 目 技術要 求 檢測方式 實 測 記 錄 判 定 1 2 3 4 5 6 合格 數 不合 格數 1 外觀 無壓印 目測 2 無批鋒 目測 3 尺寸 卷尺 4 卡尺 /角度尺 5 卡尺 /角度尺 6 卡尺 /角度尺 7 卡尺 /角度尺 結論 : 符合要求 檢驗員: 注:無定量要




沖壓件檢驗記錄表
格式:pdf
大小:31KB
頁數:1P
判定 編號項目公差測量值判定編號項目公差測量值判定編號項目公差測量值判定編號項目公差測量值判定 lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff ll ff ll ff 11 孔符合率:÷20= 31 孔符合率:÷20= 測量點符合率:÷40=測量點符合率:÷40= 10 型面符合率:÷10= 30 型面符合率:÷10= 輪廓符合率:÷10=輪廓符合率:÷10= 92029cp9 81928cp8 71827cp7 61726cp6 51625cp5 41

編輯推薦下載
首檢記錄表
格式:pdf
大小:23KB
頁數:2P
4.7
文件編號:jg/qi-06-37 申生產部門車間班組生產日期 請樣本數送驗時間 單 位□每日首件□每批首件□更換材料車間主管生產部門 1、性能測試: 2、整機裝配: 檢3、耐壓測試: 4、外觀包裝: 驗 單 位 備 注 ipqc 品管部長 制成首件檢驗記錄表 訂單號生產計劃單/料號生產批量 首件檢驗記錄表: 生產計劃單號:產品規格:批量: 1、凡生產部于每日、每批或更換材料后生產的產品首件由生產部門送至品管部 檢驗,經品管部判定合格后方可生產。 2、在電機裝配、電機與泵總裝,以及包裝線必須將首件封樣,填寫本表單及樣 板隨同送檢,合格的首件放置在首件臺,作為參考依據,待當天、當批生產完成撤 銷。 其它事項: 檢驗結
沖壓件的缺陷及檢驗標準
格式:pdf
大小:68KB
頁數:7P
4.8
沖壓件的缺陷及檢驗標準 1、目的 本標準旨在明確制造過程中對各種沖壓件質量的描述、檢驗方法、判定標準、及 對沖壓件固有缺陷記錄和使用標準,為制造過程質量檢驗提供依據。 2、范圍 本標準適用于乘用車制造事業部職責范圍內生產的沖壓件半成品和成品。 3、術語 3.1關鍵沖壓件 對整車的結構、裝配、生產工藝、使用性能、安全等方面有重要影響的沖壓件。 將這一類沖壓件作為過程質量的關鍵環節去加以控制,列為關鍵沖壓件。 3.2固有缺陷 針對前期產品開發過程中,因技術、工裝及設計等原因導致的沖壓件存在一些工 藝上無法徹底整改的缺陷。制造過程對這些缺陷進行固化和穩定。 4、沖壓件質量檢驗標準制定原則 一個車身上的沖壓件繁多,但每個沖壓件的質量要求是不一樣的。為了在提高整車 質量的同時要充分考慮到生產技術條件和質量成本等因素,以便能夠充分提高整車生產 的綜合效能。 因次,制定沖壓件的質量檢驗標準需要
沖壓件首檢記錄表熱門文檔

沖壓件的缺陷及檢驗標準
格式:pdf
大小:66KB
頁數:9P
4.7
沖壓件的缺陷及檢驗標準 1、目的 本標準旨在明確制造過程中對各種沖壓件質量的描述、檢驗方法、判定標準、及 對沖壓件固有缺陷記錄和使用標準,為制造過程質量檢驗提供依據。 2、范圍 本標準適用于乘用車制造事業部職責范圍內生產的沖壓件半成品和成品。 3、術語 3.1關鍵沖壓件 對整車的結構、裝配、生產工藝、使用性能、安全等方面有重要影響的沖壓件。 將這一類沖壓件作為過程質量的關鍵環節去加以控制,列為關鍵沖壓件。 3.2固有缺陷 針對前期產品開發過程中,因技術、工裝及設計等原因導致的沖壓件存在一些工 藝上無法徹底整改的缺陷。制造過程對這些缺陷進行固化和穩定。 4、沖壓件質量檢驗標準制定原則 一個車身上的沖壓件繁多,但每個沖壓件的質量要求是不一樣的。為了在提高整車 質量的同時要充分考慮到生產技術條件和質量成本等因素,以便能夠充分提高整車生產的綜 合效能。 因次,制定沖壓件的質量檢驗標準需

沖壓件鋼板模技術協議
格式:pdf
大小:509KB
頁數:7P
4.3
1 沖壓件鋼板模 技術協議 甲方: 乙方: 簽訂地點: 2019年12月 2 一,項目整體要求 1、2020年xx月xx日,交付合格模具及樣件,并附零件檢驗報告(簽字蓋章版,否則視為 無效)。 2、乙方需要提供模具(數模)圖紙,標準件清單及參數。 3、模具設計標準按汽車覆蓋件模具通用設計規范。 4、標準件采用misumi或大連盤起。 5、帶有下頂桿的模具必須設有快速定位。 6、甲方參與乙方dl圖和3d結構會簽, 7、合同簽訂后乙方提供詳細開發進度計劃, 8、在項目開發過程中乙方任意一項推遲一天按照合同違約處理。 9、模具使用壽命:10萬次 二、模具類型 1、此項目模具按鋼模板設計制造。 三、模具結構及材料 1、閉模高度 ①.模具閉模高度可以不按設備高度,允許下部外加墊腳方式。 2、模具u溝 ①.u溝作用:使模具能安全的裝夾在沖床上. u溝結構
沖壓件檢驗作業指導書
格式:pdf
大小:32KB
頁數:2P
4.8
自檢頻次: 100%全檢 專檢頻次: 首檢-巡檢-末檢 目視/手感 檢具/目視 楔形尺 鋼板尺 首檢 巡檢 末檢 密封搭接止口 一般邊界 制件任何部位都不允許存在能目測到的開裂或 隱裂紋(縮頸痕跡) 表觀質量 邊界輪廓 4 搭接面 定位孔 一般面 裝配孔 一般孔 孔位 定位孔 孔徑 首檢 巡檢 末檢 檢具/目視 游標卡尺 檢具/目視 游標卡尺 實施不合格品控制。 6.填寫檢驗記錄。公差±0.5mm. 首檢 巡檢 末檢 孔對正銷能通過工件順利插入檢具. 孔與檢具標示的孔位相對 比 特性 等級 緊支架,對工件的型面、輪廓、邊口、 孔位、孔徑進行檢測。 相應的定位銷套中;然后按順序壓緊夾 毛刺高度h:當δ<1.2mm時,h<0.15mm;當 1.2mm≤δ≤2.0mm時,h<0.2mm;當δ> 2.0mm時;h<0.3mm。 拉傷和劃傷:手感平整,工件反面無暗紋
沖壓件毛刺檢驗指導書
格式:pdf
大小:48KB
頁數:2P
4.4
德信誠培訓網 更多免費資料下載請進:http://www.***.***好好學習社區 沖壓件毛刺檢驗指導書 1.0目的 本指導書旨在定義沖壓件毛刺高度的可接受范圍,驗收標準以及去刺方法,從而達到提高沖 壓件的報表面質量 2.0范圍 適用于公司的所有沖壓件 3.0責任 工程部負責本指導書的維護與更新工作 質量部依據本指導書對沖壓件(含去刺返工返修件)的毛刺進行驗收 生產部依據本指導書對需去刺的沖壓件進行去刺工作 4.0程序 4.1本指導書所列的數值在沖壓公差的概驗上是允許的,但是一般的沖壓件都有不同程度的 毛刺,毛刺的高度超過一定的范圍將影響產品的質量。本指導書限于對于毛刺高度有一定要 求的鋼質沖壓件,不適用于對毛刺有特殊要求的成品件、精沖件以及客戶特別要求的產品。 4.2定義沖壓件毛刺,是指板料經沖壓加工(沖裁等)留在板料斷面上的毛刺 4.3一般沖壓件允許毛刺高度(
沖壓件首檢記錄表精華文檔

沖壓工藝流程_沖壓件加工工藝過程
格式:pdf
大小:14KB
頁數:4P
4.4
沖壓工藝流程_沖壓件加工工藝過程 內容來源網絡,由深圳機械展收集整理! 更多沖壓加工展示,就在深圳機械展! 沖壓件加工流程: 1.根據材質、產品結構等確定變形補償量。 2.根據補償量設計模具沖壓出成品或半成品。 3.加工半成品至成品。 4.不良現象包括裂紋、起皺、拉傷、厚度不均、不成型等。 攻牙及螺紋加工: 1.內螺紋先鉆底孔直徑及深度(底孔尺寸根據螺紋規格確定尺寸);外螺紋先加工外圓至螺紋大徑尺寸(根 據螺紋規格確定尺寸)。 2.加工螺紋:內螺紋用相應等級的絲錐攻絲;外螺紋用螺紋刀車削或板牙套絲即可。 3.不良現象包括絲亂扣、尺寸不統一、螺紋規檢驗不合格等。 附:材料主要根據使用要求選用銅、鋁、低碳鋼等變形抗力低、塑性好、延展性好的金屬或非金屬。 沖壓件是靠壓力機和模具對板材、帶材、管材和型材等施加外力,使之產生塑性變形或分離,從而獲得所 需形狀和尺寸的工件(沖壓件)的成形加工方
首檢檢驗記錄表
格式:pdf
大小:25KB
頁數:1P
4.3
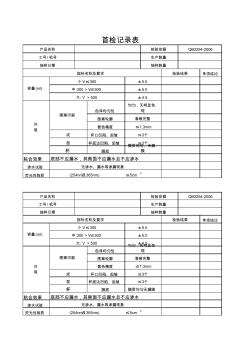
單項結論 色澤均勻性 圖案輪廓 套色精度 杯口凹陷、起皺 杯底邊凹陷、起皺 膜底 粘合效果 滲水試驗 熒光性物質 單項結論 色澤均勻性 圖案輪廓 套色精度 杯口凹陷、起皺 杯底邊凹陷、起皺 膜底 粘合效果 滲水試驗 熒光性物質(254nm及365nm)≤5cm2 容量(ml) 外 觀 容量(ml) 外 觀 圖案印刷 圖案印刷 杯膜層均勻無漏膜 底部不應漏水,其側面不應漏水且不應滲水 無滲水、漏水等滲漏現象 ≤1.3mm 成≤3個 型≤3個 大:v>500±4.5 均勻,無明顯色 斑 清晰完整 指標名稱及要求檢驗結果 小:v≤300±5.5 中:300>v≤500±5.0 工號/機號生產數量 抽樣日期抽樣數量 (254nm及365nm)≤5cm2 產品名稱檢驗依據qb2294-2006 杯

最新首檢記錄表
格式:pdf
大小:29KB
頁數:2P
4.7
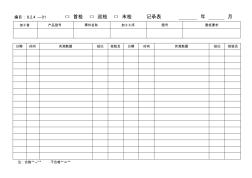
編號 產品名稱班組 生產日 期 檢驗時間 首 件 信 息 檢驗依據 12345 外觀 1.新產品開機生產時,由最終工序準備好5個樣件置于待檢區,并通知檢驗員檢查判定合格后生產。 首件檢驗記錄表 檢驗標準 □工程圖紙□標準樣件 □制程檢標準□產品標準 □其他 實測值 判定備注 □開機首檢□修模首件 □換型首件□生產參數變 □材料變更□其他 注 意 事 項 填 寫 說 明 尺 寸 1.所有項目最少連續檢查5件 2.根據質量統計的不良項目進行持續改進 2.檢驗員判定合格后從樣品中隨機挑選一個樣件,進行首件標識。 3.適用范圍:新產品開機、開線、換型、修模、變更工藝、材料等均需要進行首檢檢查。 4.檢查結果:在□打鉤首件檢驗記錄由
沖壓件首檢記錄表最新文檔
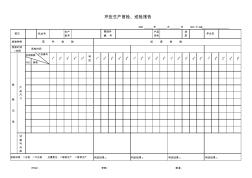
沖壓生產首檢、巡檢報告
格式:pdf
大小:34KB
頁數:1P
4.6
200年月日no.p1ab. 機臺號 生產 批號 產品 名稱 材 質 判定結果:判定結果:判定結果:判定結果: ipqc:審核:核準: 3#4#5#2#3#4#5#1#2#1#2#3#4#5#1# 判 定 1#2#3#4#5# 檢驗結果:□合格□不合格處置意見:□繼續生產□暫停生產 檢 驗 記 錄 產 品 尺 寸 試 裝 與 外 觀 1#2#3#4#5# 作業員 檢驗種類首件檢驗巡邏檢驗 檢驗時間 /時段 送檢時間 班次 零部件 編號 沖壓生產首檢、巡檢報告 產品編號實測數據 規格no.
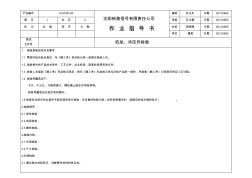
機加、沖壓件檢驗作業指導書
格式:pdf
大小:28KB
頁數:2P
4.4
產品編號g.97zd-04 沈陽鐵路信號有限責任公司 作業指導書 編制孫文杰日期20110902 第頁1共頁2審核孫立敏日期20110905 標記處數簽字日期會簽周國鋒日期20110905 審定潘登日期20110905 更改 文件號 機加、沖壓件檢驗 1.檢驗具備的條件及要求 1.1零部件經自檢合格后,與《隨工單》和自檢記錄一起提交檢驗人員。 1.2準備相關的產品技術條件、工藝文件、企業標準、國家標準等有效文件。 1.3檢驗人員接到《隨工單》和自檢記錄后,核實《隨工單》和自檢記錄與交檢產品的一致性,并查看《隨工單》記錄是否符合工藝過程。 1.4檢驗用量具如下: 卡尺、千分尺、萬能角度尺、螺紋通止規及專用檢具等。 檢驗用量具應在檢定有效期內。 1.5檢查員應按本作業指導書規定逐項進行檢驗,并且做好檢驗記錄(如有
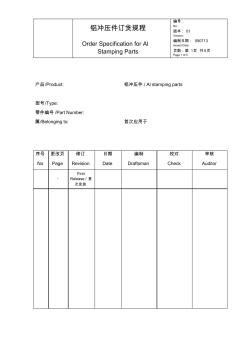
鋁合金沖壓件訂貨規范
格式:pdf
大小:57KB
頁數:5P
4.4
鋁沖壓件訂貨規程 編號: no.: 版本:01 version: 編制日期:090713 issueddate: 頁數:第1頁共5頁 page1of5 orderspecificationforal stampingparts 產品/product:鋁沖壓件/alstampingparts 型號/type: 零件編號/partnumber: 屬/belongingto:首次應用于 序號 no 更改頁 page 修訂 revision 日期 date 編制 draftsman 校對 check 審核 auditor - first release/首 次發放 鋁沖壓件訂貨規程 編號: no.: 版本:01 version: 編制日期:090713 issueddate: 頁數:第2頁共5頁 pa
 復雜彎曲沖壓件的排樣設計
復雜彎曲沖壓件的排樣設計 復雜彎曲沖壓件的排樣設計
格式:pdf
大小:1.2MB
頁數:2P
4.4
排樣設計是多工位級進模設計的關鍵。排樣設計確定了模具的工位數、工位內容、沖壓各工序的安排、條料寬度、送料步距及導料和定位方式等。因此排樣完成后,模具的總體設計思路和基本結構就已確定。本文利用pro/e的級進模設計系統pdx5.0解析兩個彎曲件的排樣設計,以供業內參考。
U形沖壓件彎曲回彈的控制與消除 U形沖壓件彎曲回彈的控制與消除
格式:pdf
大小:441KB
頁數:3P
4.3
u形沖壓件彎曲的回彈是彎曲工藝研究重要內容,金屬板材在彎曲成型過程中,獲得塑性變形的同時總是伴隨著彈性變形。當彎曲成型加工結束后,卸掉沖壓載荷時,取出彎曲件會發現產生彈性恢復,其彎曲角度和外形尺寸都發生與施加載荷時變形方向相反的變化,使彎曲件的幾何精度受到損害,形成u形彎曲件生產中較難解決的問題。本文通過分析金屬板材彎曲回彈的表現形式、影響因素,總結了控制彎曲回彈的具體措施。
聯邦德國鋼沖壓件技術供貨條件 聯邦德國鋼沖壓件技術供貨條件
格式:pdf
大小:69KB
頁數:未知
4.5
聯邦德國din6930標準用于板料厚度大于0.1mm的沖壓零件(該標準不適用于精密沖裁件)。該標準在“模具”上是這樣規定的:1、受用戶約束的模具受訂貨委托并由訂貨者付款,而由沖壓件生產者加工制造或購置的模具叫做受用戶約束
冷軋鋼板沖壓件表面缺陷分析 冷軋鋼板沖壓件表面缺陷分析
格式:pdf
大小:680KB
頁數:3P
4.3
st13冷軋板沖壓后在表面出現條帶狀皺褶缺陷,涂漆后更加明顯,嚴重影響使用性能。我們對缺陷進行了分析,認為橫向未完全消除的屈服平臺是導致此缺陷的主要原因,通過對平整工藝的改進,消除屈服平臺后即解決了此問題。
車身沖壓件材料利用率提高方案 車身沖壓件材料利用率提高方案
格式:pdf
大小:122KB
頁數:未知
4.4
汽車制造過程中的成本控制對企業經濟效益的最終狀況有著重要影響,隨著鋼材價格不斷上漲,以及汽車市場銷量放緩,汽車行業整體都面臨著成本降低的壓力,車身沖壓件的生產過程中,沖壓鋼板坯料的費用占整個生產成本70%~80%,所以提高材料的利用率,是降低車身成本的關鍵所在。
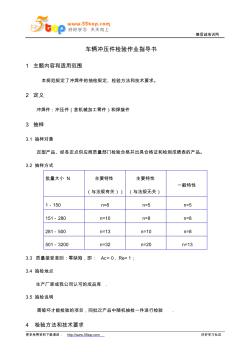
車輛沖壓件檢驗作業指導書
格式:pdf
大小:49KB
頁數:2P
4.5
德信誠培訓網 更多免費資料下載請進:http://www.***.***好好學習社區 車輛沖壓件檢驗作業指導書 1主題內容和適用范圍 本規范規定了沖焊件的抽檢規定、檢驗方法和技術要求。 2定義 沖焊件:沖壓件(含機械加工零件)和焊接件 3抽樣 3.1抽樣對象 定型產品、經各定點供應商質量部門檢驗合格并出具合格證和檢測成績表的產品。 3.2抽樣方式 批量大小n主要特性 (與法規有關)) 主要特性 (與法規無關) 一般特性 1-150n=8n=5n=5 151-280n=10n=8n=8 281-500n=13n=10n=8 501-3200n=32n=20n=13 3.3質量接受準則:零缺陷,即:ac=0,re=1; 3.4抽檢地點 生產廠家或我公司認可的成品庫. 3.5抽檢說明 需破壞才能檢驗的項目,同批次產品中隨機抽檢一件
沖壓件首檢記錄表相關
文輯推薦
知識推薦
百科推薦


職位:電氣工程師
擅長專業:土建 安裝 裝飾 市政 園林


