

產品進貨檢驗記錄
格式:pdf
大小:45KB
頁數:3P
人氣 :99
 4.5
4.5
產品進貨檢驗記錄 J3-8.2.4-02 2010年 12月 3日 材料(配件)名稱 鋼板 Q235 供貨單位 德陽新創物資有限公司 聯系電話 0838-2307280 供貨數量 180噸 抽檢數 2噸 序號 檢測項目(或尺寸) 檢驗標準(或技術要求) 實測記錄 尺寸檢查 2000*1500*60 2000*1500*60 外觀 無損傷 無 驗證材質證明書 齊全 有 檢驗結論 合格入庫 檢驗員 蘇順聰 保管 李曉春 采購經辦人 李緒坤 產品進貨檢驗記錄 J3-8.2.4-02 2010年 12月 3日 材料(配件)名稱 鋼板 Q345 供貨單位 德陽新創物資有限公司 聯系電話 0838-2307280 供貨數量 22噸 抽檢數 3噸 序號 檢測項目(或尺寸) 檢驗標準(或技術要求) 實測記錄 尺寸檢查 1800*1200*60 1800*1200*60 外觀 無損傷 無 驗證材




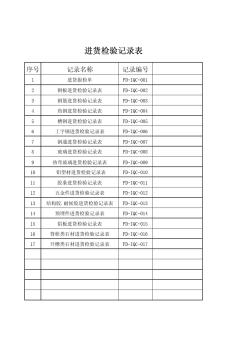
物資進貨檢驗記錄表
格式:pdf
大小:117KB
頁數:5P
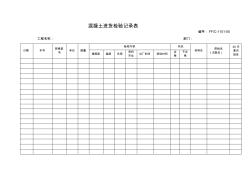
混凝土進貨檢驗記錄表 編號:ff/c-1101-05 工程名稱:部門: 日期車號 規格型 號 單位數量 驗收內容狀態 材料員 質檢員 (試驗員) 28天 復試 報告塌落度溫度外觀 資料 齊全 出廠時間到場時間 合 格 不合 格 鋼筋進貨檢驗記錄表 編號:ff/c-1101-06 工程名稱:部門: 日期材料名稱 規格 型號 單位數量 驗收內容狀態 材料員質檢員 復試 結果鋼材廠家尺寸外觀 資料 齊全 材質單爐牌號 合 格 不合 格 安全防護用品進貨檢驗記錄表 編號:ff/c-1101-07 工程名稱:部門: 日期材料名稱 規格 型號 單位數量外觀 資料 齊全 合格不合格 材料 員 安全 員 安全監察部器材部 周轉材料進貨檢驗記錄表 編號:ff/c-1101-08 工程名稱:部門: 日期材料名稱 規格 型號 單位數量外觀 資料 齊全
編輯推薦下載

產品進貨檢驗記錄熱門文檔
5、進貨檢驗記錄表
格式:pdf
大小:19KB
頁數:1P
4.3
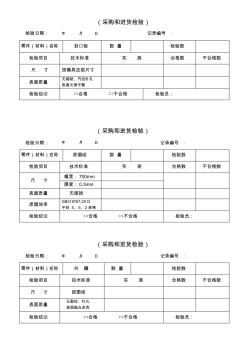
(采購和進貨檢驗) 檢驗日期:年月日記錄編號: 零件(材料)名稱封口板數量檢驗數 檢驗項目技術標準實測合格數不合格數 尺寸按模具定型尺寸 表面質量 無褶皺、汽包針孔 表面光滑平整 檢驗結論□合格□不合格檢驗員: (采購和進貨檢驗) 檢驗日期:年月日記錄編號: 零件(材料)名稱慮煙紙數量檢驗數 檢驗項目技術標準實測合格數不合格數 尺寸 幅寬:700mm 厚度:0.3mm 表面質量無破損 慮煙效率 gb219767-2012 中的5、5、2規格 檢驗結論□合格□不合格檢驗員: (采購和進貨檢驗) 檢驗日期:年月日記錄編號: 零件(材料)名稱外罐數量檢驗數 檢驗項目技術標準實測合格數不合格數 尺寸按圖紙 表面質量 無裂紋、針孔 表面拋光發亮 檢驗結論□合格□不合格檢驗

8.2.4進貨檢驗及制程檢驗記錄表
格式:pdf
大小:66KB
頁數:3P
4.6
進貨檢驗報告 qr-824-no. 供貨單位聯系人電話 貨物名稱型號規格數量 檢 驗 記 錄 檢驗依據標準:檢驗數量: 檢驗項目結果判定 結論:□合格□不合格□讓步接受 檢驗人/日期: 進貨檢驗報告 qr-824-no. 供貨單位聯系人電話 貨物名稱型號規格數量 檢 驗 記 錄 檢驗依據標準:檢驗數量: 檢驗項目結果判定 結論:□合格□不合格□讓步接受 檢驗人/日期: 進貨驗證記錄 qr—824-
原材料進貨檢驗記錄表
格式:pdf
大小:19KB
頁數:1P
4.5
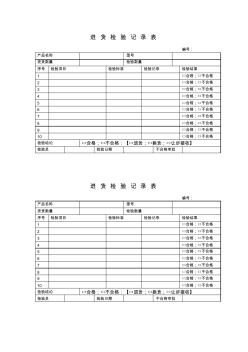
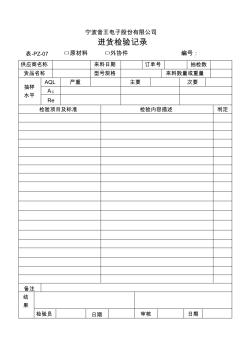
進貨檢驗記錄表 編號: 產品名稱型號 進貨數量檢驗數量 序號檢驗項目檢驗標準檢驗記錄檢驗結果 1□合格;□不合格 2□合格;□不合格 3□合格;□不合格 4□合格;□不合格 5□合格;□不合格 6□合格;□不合格 7□合格;□不合格 8□合格;□不合格 9□合格;□不合格 10□合格;□不合格 檢驗結論□合格;□不合格:【□退貨;□換貨;□讓步接收】 檢驗員檢驗日期不合格審批 進貨檢驗記錄表 編號: 產品名稱型號 進貨數量檢驗數量 序號檢驗項目檢驗標準檢驗記錄檢驗結果 1□合格;□不合格 2□合格;□不合格 3□合格;□不合格 4□合格;□不合格 5□合格;□不合格 6□合格;□不合格 7□合格;□不合格 8□合格;□不合格 9□合格;□不合格 10□合格;□不合格 檢驗結論□合格;□不合格:【
進貨檢驗記錄表(ZL-8.1.3-01)
格式:pdf
大小:27KB
頁數:1P
4.5
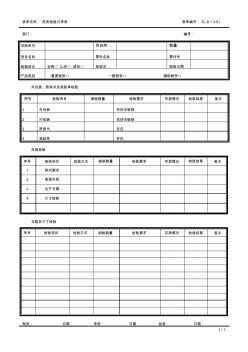
表單名稱:進貨檢驗記錄表表單編號:zl-8.1.3-01 1/1 部門:編號: 采購單號供應商數量 項目名稱零件名稱零件號 檢驗結論合格□讓步□退貨□檢驗員檢驗日期 產品類別重要物資□一般物資□輔助物資□ 外包裝、質保書及報驗單檢驗 序號檢驗項目抽驗數量檢驗要求實測情況檢驗結果備注 1外包裝完好無破損 2內包裝完好無破損 3質保書存在 4報驗單存在 外觀檢驗 序號檢驗項目檢驗方式抽驗數量檢驗要求實測情況檢驗結果備注 1核對要求 2表面外觀 3生產日期 4尺寸檢驗 功能及尺寸檢驗 序號檢驗項目檢驗方式抽驗數量檢驗要求實測情況檢驗結果備注 制成:日期:審核:日期:批準:日期:
進貨檢驗記錄(絕緣導線)
格式:pdf
大小:20KB
頁數:1P
4.3
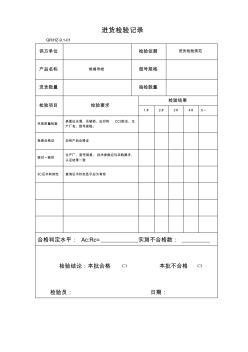
進貨檢驗記錄 qr/hz-9.1-01 供方單位檢驗依據進貨檢驗規范 產品名稱絕緣導線型號規格 進貨數量抽檢數量 檢驗項目檢驗要求 檢驗結果 1#2#3#4#5~ 外觀質量檢查 表面應光滑、無破損、應印有ccc標志、生 產廠名、型號規格。 檢查合格證應有產品合格證 核對一致性 生產廠、型號規格、技術參數應與采購要求、 認證結果一致 3c證書有效性查詢證書狀態顯示應為有效 合格判定水平:ac:rc=實測不合格數: 檢驗結論:本批合格□本批不合格□ 檢驗員:日期:
產品進貨檢驗記錄精華文檔
進貨檢驗記錄(銅母排TMY)
格式:pdf
大小:20KB
頁數:1P
4.6
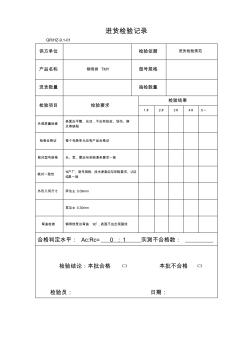
進貨檢驗記錄 qr/hz-9.1-01 供方單位檢驗依據進貨檢驗規范 產品名稱銅母排tmy型號規格 進貨數量抽檢數量 檢驗項目檢驗要求 檢驗結果 1#2#3#4#5~ 外觀質量檢查 表面應平整、光潔,不應有起皮、劃傷、麻 點等缺陷 檢查合格證每個包裝單元應有產品合格證 核對型號規格長、寬、厚應與采購清單要求一致 核對一致性 生產廠、型號規格、技術參數應與采購要求、認證 結果一致 外形幾何尺寸窄邊±0.09mm 寬邊±0.30mm 彎曲檢查銅母線寬邊彎曲900,表面不應出現裂紋 合格判定水平:ac:rc=0:1實測不合格數: 檢驗結論:本批合格□本批不合格□ 檢驗員:日期:

進貨檢驗記錄(隔離開關)
格式:pdf
大小:20KB
頁數:1P
4.6
進貨檢驗記錄 qr/hz-9.1-01 供方單位檢驗依據進貨檢驗規范 產品名稱隔離開關型號規格 進貨數量抽檢數量 檢驗項目檢驗要求 檢驗結果 1#2#3#4#5~ 外觀質量檢查 裝配齊全,堅固,運動部件靈活,標志、銘 牌清晰明確,斷開、閉合位置指示清晰,應 有ccc標志 檢查合格證應有產品合格證、產品說明書 核對一致性 生產廠、型號規格、技術參數應與采購要求、 認證結果一致 手動操作手動操作5次,同步性好 3c證書有效性查詢證書狀態顯示應為有效 合格判定水平:ac:rc=實測不合格數: 檢驗結論:本批合格□本批不合格□ 檢驗員:日期:

進貨檢驗記錄(萬能斷路器)
格式:pdf
大小:20KB
頁數:1P
4.4
進貨檢驗記錄 qr/hz-9.1-01 供方單位檢驗依據進貨檢驗規范 產品名稱斷路器型號規格 進貨數量抽檢數量 檢驗項目檢驗要求 檢驗結果 1#2#3#4#5~ 外觀質量檢查 金屬件不應有嚴重麻點、氣泡和鍍層脫落等 現象,塑料件表面光滑、無氣泡等缺陷,零 部件齊全并符合圖樣要求,零件材料符合圖 樣要求。應有ccc標志 檢查合格證應有產品合格證、產品說明書. 核對一致性 生產廠、型號規格、技術參數應與采購要求、 認證結果一致 接地應有專用接地螺釘及接地標識 標志標牌、銘牌、標志應清晰明亮。 3c證書有效性查詢證書狀態顯示應為有效 合格判定水平:ac:rc=0:1實測不合格數: 檢驗結論:本批合格□本批不合格□ 檢驗員:日期:
關鍵原材料進貨檢驗記錄單
格式:pdf
大小:362KB
頁數:11P
4.7
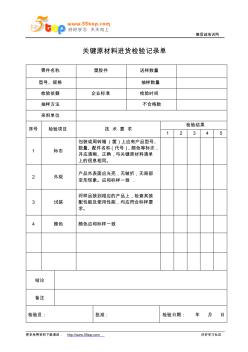
德信誠培訓網 更多免費資料下載請進:http://www.***.***好好學習社區 關鍵原材料進貨檢驗記錄單 零件名稱塑膠件送樣數量 型號、規格抽樣數量 檢驗依據企業標準檢驗時間 抽樣方法不合格數 來料單位 序號檢驗項目技術要求 檢驗結果 12345 1標志 包裝或周轉箱(筐)上應有產品型號、 數量、配件名稱(代號)、顏色等標志, 并應清晰、正確,與關鍵原材料清單 上的信息相同。 2外觀 產品外表面應光亮,無皺折,無局部 變形現象。應和標樣一致. 3試裝 將樣品裝到相應的產品上,檢查其裝 配性能及使用性能,均應符合標樣要 求。 4顏色顏色應和標樣一致 結論 備注 檢驗員:批準:檢驗日期:年月日 德信誠培訓網 更多免費資料下載請進:http://www.***.***好好學習社區 零件名稱電機送樣數量 型號、規格

01進貨檢驗記錄表1
格式:pdf
大小:28KB
頁數:1P
4.7
編號:q/cm.jl8-03-01 進廠日期產品名稱供貨廠家批次號規格型號進貨數量檢驗方式檢驗數量合格不合格檢驗員檢驗日期 進貨檢驗記錄表 杭州康明電子設備有限公司 進貨記錄檢驗記錄 合計 不合格原因 第5頁共12頁
產品進貨檢驗記錄最新文檔
進貨檢驗質量記錄表
格式:pdf
大小:38KB
頁數:2P
4.3
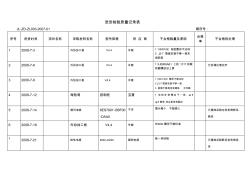
進貨檢驗質量記錄表 jl-zd-zl003-2007-01順序號: 序號進貨時間項目名稱采購材料名稱型號規格供應商不合格數量及原因 合格 率 不合格的處理 12008-7-3外協加工板v4.4許繼11/4w10k電阻整形不達標 2j3-7插座安裝不夠一致東 倒西歪 22008-7-8外協加工板v4.4許繼1xj0806a61上的1317的散 熱器螺絲沒上緊 已協調處理完畢 32008-7-9外協加工板v4.4許繼110k/1/4w整形不夠達標 2j3-7插座安裝不夠一致 3板面不夠清潔有錫珠元件腳 42008-7-12海勃灣控制柜寶普1地線安裝螺絲不一致,φ8 φ6都有,而且柜體有裂紋 52008-7-14通訊電纜6es7901-obf00 -oaa0 不詳插頭略小不能插入已
43采購導線進貨檢驗記錄表
格式:pdf
大小:19KB
頁數:2P
4.7
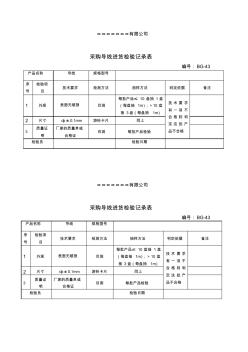
×××××××有限公司 采購導線進貨檢驗記錄表 編號:bg-43 ×××××××有限公司 采購導線進貨檢驗記錄表 編號:bg-43 產品名稱導線規格型號 序 號 檢驗項 目 技術要求檢測方法抽樣方法判定依據備注 1外觀表面無破損目測 每批產品≤10盤抽1盤 (每盤抽1m);>10盤 抽3盤(每盤抽1m) 技術要求 有一項不 合格則判 定這批產 品不合格 2尺寸ф±0.1mm游標卡尺同上 3 質量證 明 廠家的質量單或 合格證 目測每批產品檢驗 檢驗員檢驗日期 產品名稱導線規格型號 序 號 檢驗項 目 技術要求檢測方法抽樣方法判定依據備注 1外觀表面無破損目測 每批產品≤10盤抽1盤 (每盤抽1m);>10盤 抽3盤(每盤抽1m) 技術要求 有一項不 合格則
進貨檢驗記錄表(20200812094056)
格式:pdf
大小:54KB
頁數:3P
4.7
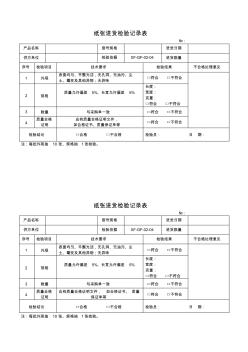
紙張進貨檢驗記錄表 №: 產品名稱型號規格進貨日期 供方單位檢驗依據xf-gf-02-04進貨數量 序號檢驗項目技術要求檢驗結果不合格處理意見 1外觀 表面均勻、平整光潔,無孔洞、無油污、塵 土、霉變及其他異物;無異味 □符合□不符合 2規格 質量允許偏差5%、長寬允許偏差5% 長度: 寬度: 克重: □符合□不符合 3數量與采購單一致□符合□不符合 4 質量合格 證明 應有質量合格證明文件, 如合格證書、質量保證單等 □符合□不符合 檢驗結論□合格□不合格檢驗員:日期: 注:每批外觀抽10張、規格抽1張檢驗。 紙張進貨檢驗記錄表 №: 產品名稱型號規格進貨日期 供方單位檢驗依據xf-gf-02-04進貨數量 序號檢驗項目技術要求檢驗結果不合格處理意見 1外觀 表面均勻、平整光潔,無孔洞、無油污、塵 土、霉變及
膠合板原材料進貨檢驗記錄表
格式:pdf
大小:20KB
頁數:1P
4.4
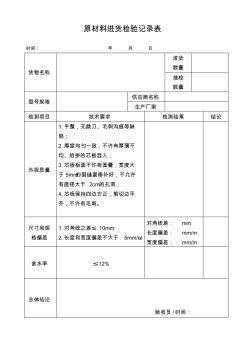
原材料進貨檢驗記錄表 時間:年月日 貨物名稱 進貨 數量 抽檢 數量 型號規格 供應商名稱 生產廠家 檢測項目技術要求檢測結果結論 外觀質量 1.平整,無跳刀、毛刺溝痕等缺 陷; 2.厚度均勻一致,不許有厚薄不 均、組拼的芯板混入; 3.芯板板面不許有面疊,寬度大 于5mm的裂縫要修補好,不允許 有直徑大于2cm的孔洞; 4.芯板保持四邊方正,剪切邊平 齊,不許有毛刺。 尺寸和規 格偏差 1.對角線之差≤10mm; 2.長度和寬度偏差不大于5mm/m。 對角線差:mm 長度偏差:mm/m 寬度偏差:mm/m 含水率≤12% 總體結論 驗收員/時間:

進貨檢驗記錄表(20200812094050)
格式:pdf
大小:15KB
頁數:1P
4.4
進貨檢驗記錄表 fwi-pg-03-002 產品名稱規格型號記錄編號2 供貨單位進貨時間 檢驗依據進貨數量檢驗樣品數量 檢驗、驗證記錄 檢驗項目要求檢驗記錄檢驗結果 產品外觀 標識、包裝 合格證明 檢驗結論合格()不合格() 處置意見退貨()換貨()讓步接收() 檢驗員:批準:日期:

進貨檢驗規程 (2)
格式:pdf
大小:151KB
頁數:9P
4.4
進貨檢驗規程 文件編號:xxx/qw–sp14-aa 第a2版(2008)第2次修改第1頁共9頁 1 xxx機械有限公司 進貨檢驗規程 編號:xxx/qw–sp14-aa 版本:第a2版 制訂部門:品控部 實施日期:2008年9月13日 制訂審查批準 進貨檢驗規程 文件編號:xxx/qw–sp14-aa 第a2版(2008)第2次修改第2頁共9頁 2 1.目的 規定進貨檢驗的方式、標準。 2.范圍: 直接與產品有關需外購的原材料、標準或非標準五金件、外協加工的毛坯件、表面處理件、 塑件、外協加工的零配件、成品整件。 3.職責: 倉管員:對供方交貨規格、數量進行接收作業。 進貨檢驗員(iqc):對供方交貨按本指示要求進行驗
進貨檢驗規程 (3)
格式:pdf
大小:37KB
頁數:5P
4.7
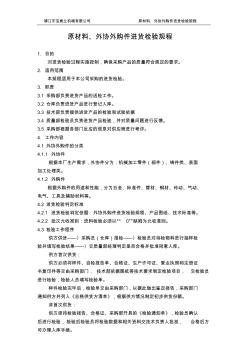
靖江市寶奧蘭機械有限公司原材料、外協外購件進貨檢驗規程 原材料、外協外購件進貨檢驗規程 1.目的 對進貨檢驗過程實施控制,確保采購產品的質量符合規定的要求。 2.適用范圍 本規程適用于本公司采購的進貨檢驗。 3.職責 3.1采購部負責進貨產品的送檢工作。 3.2倉庫負責進貨產品進行登記入庫。 3.3技術部負責提供進貨產品的檢驗和試驗依據 3.4質量部檢驗員負責進貨產品檢驗,并對質量問題進行反饋。 3.5采購部根據各部門反應的信息對供應商進行考評。 4.工作內容 4.1外協外購件的分類 4.1.1外協件 根據本廠生產需求,外協件分為:機械加工零件(部件)、鑄件類、表面 加工處理類。 4.1.2外購件 根據外購件的用途和性能,分為五金、標準件、管材、鋼材、傳動、氣動、 電氣、工具及輔助材料等。 4.2進貨檢驗判定標準 4.2.1進貨檢驗判定依據:外協外購件進貨檢驗
進貨檢驗規程 (4)
格式:pdf
大小:47KB
頁數:7P
4.5
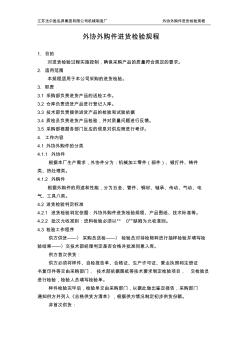
江蘇法爾勝泓昇集團有限公司機械制造廠外協外購件進貨檢驗規程 外協外購件進貨檢驗規程 1.目的 對進貨檢驗過程實施控制,確保采購產品的質量符合規定的要求。 2.適用范圍 本規程適用于本公司采購的進貨檢驗。 3.職責 3.1采購部負責進貨產品的送檢工作。 3.2倉庫負責進貨產品進行登記入庫。 3.3技術部負責提供進貨產品的檢驗和試驗依據 3.4質檢員負責進貨產品檢驗,并對質量問題進行反饋。 3.5采購部根據各部門反應的信息對供應商進行考評。 4.工作內容 4.1外協外購件的分類 4.1.1外協件 根據本廠生產需求,外協件分為:機械加工零件(部件)、鍛打件、鑄件 類、熱處理類。 4.1.2外購件 根據外購件的用途和性能,分為五金、管件、鋼材、軸承、傳動、氣動、電 氣、工具八類。 4.2進貨檢驗判定標準 4.2.1進貨檢驗判定依據:外協外購件進貨檢驗規程、產品圖紙、技
進貨檢驗規程
格式:pdf
大小:18KB
頁數:1P
4.7
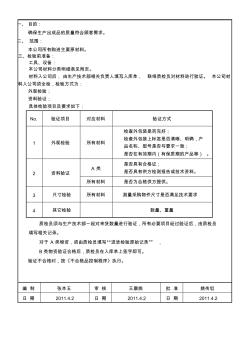
一、目的: 確保生產出成品的質量符合顧客需求。 二、范圍: 本公司所有購進主要原材料。 三、檢驗前準備: 工具、設備: 本公司材料分類明細表見附頁。 材料入公司后,由生產技術部相關負責人填寫入庫單,聯絡質檢員對材料進行驗證。本公司材 料入公司須全檢,檢驗方式為: 外觀檢驗; 資料驗證; 具體檢驗項目及要求如下: no.驗證項目對應材料驗證方式 1外觀檢驗所有材料 檢查外包裝是否完好; 檢查外包裝上標簽是否清晰、明確,產 品名稱、型號是否與要求一致; 是否在有效期內(有保質期的產品等)。 2資料驗證 a類 是否具有合格證; 是否具有供方檢測報告或技術資料。 所有材料是否為合格供方提供。 3尺寸檢驗所有材料測量采購物件尺寸是否滿足技術要求 4其它檢驗數量、重量 質檢員須與生產技術部一起對來貨數量進行驗證,所有必要項目經過驗證后,由質檢員 填寫相關記錄。 對
產品進貨檢驗記錄相關
文輯推薦
知識推薦
百科推薦


職位:資深建筑設計師
擅長專業:土建 安裝 裝飾 市政 園林


