

常見的銅套鑄造方法
格式:pdf
大小:140KB
頁數:2P
人氣 :58
 4.3
4.3
再生資源網 http://www.bianbao.net/ 本文摘自再生資源回收 -變寶網( www.bianbao.net ) 常見的銅套鑄造方法 銅套鑄造 是將銅合金熔煉成符合一定要求的液體并澆注進入鑄型里, 經冷卻凝固、 清整 處理后得到有預定形狀、尺寸和性能的鑄件的工藝過程。鑄造毛坯因已近乎成形,因此 可免機械加工或只進行少量加工,降低了成本,并在一定程度上減少了制作時間。鑄造 是現代裝置制造工業的基礎工藝之一。 根據鑄造銅套工藝的特點及使用發展程度, 一般 可以將鑄造方法分為砂型鑄造銅套和特種鑄造銅套兩種。 一、砂型鑄造是生產中用得最普遍的方法,它具有適應性廣、生產準備比較簡單等 優點。但用此法生產的鑄件, 其尺寸精度和表面質量及內部質量遠不能滿足機械零件的 要求,而且生產過程較復雜,實現機械化、自動化生產又投資巨大,在生產一些特殊零 件和特殊技術要求的鑄件時,技術經濟指標較低



最耐磨銅套的鑄造方法
格式:pdf
大小:8KB
頁數:1P
揚州雪龍銅制品有限公司 最耐磨銅套的鑄造方法 怎么樣鑄造的銅套最耐磨?答案是離心鑄銅。 離心鑄銅指將銅液體澆入高速旋轉的鑄型離心機中,使其在離心 力作用下凝固成形的鑄造方法。離心鑄造已廣泛應用于生產管、套類 鑄件,如離心鑄造銅套,汽缸套,無縫鋼管毛坯等。 離心鑄造轉速的選擇1、鑄型轉速應保證銅液進入鑄型,能在離 心力作用下形成圓筒。2、充分得用離心力的作用,保證得到良好的 鑄件的內部質量。3、在用立式離心鑄造法澆鑄離心鑄銅時能充分利 用離心力發揮銅液的充型能力和補縮鑄件的能力。

直銅套鑄造工藝
格式:pdf
大小:9KB
頁數:1P
直銅套硬度高,耐磨性極好,不易產生咬死現象,有較好的鑄造性能和切削加工性能,在 大氣和淡水中有良好的耐蝕性。直銅套有較好的力學性能和耐蝕性,耐磨性較好,切削性能 良好。 液態金屬凝固成形的方法主要是指鑄造成形的工藝過程,它是首先制造一個形狀、尺寸與所 需零件相應的鑄型型腔,待其冷卻凝固后,而獲得鑄件?的方法。 凝固成形的方法很多,根據金屬液充填進鑄型方法的不同可分為重力鑄造(液態金屬靠自 身重力充填型腔),低壓鑄造、擠壓鑄造、壓力鑄造(液態金屬在一定的壓力下充填型腔) 等。根據形成鑄型材料的不同,可分為一次型(如砂型鑄造、陶瓷型鑄造、殼型鑄造)及永 久型(如金屬型鑄造)。對于砂型鑄造,根據砂粘結劑的不同,有粘土砂、樹脂砂、水玻璃 砂等。根據造型方法不同有手工造型和機械造型。此外,對于一些特殊的凝固成形伯,還可 采用連續鑄造、離心鑄造(圓筒型鑄件)、實型鑄造、熔模鑄造等方
編輯推薦下載

銅套的材質和性能
格式:pdf
大小:10KB
頁數:1P
4.3
銅套的材質和性能 銅套也被稱為同軸承,是滑動轉動機械傍邊運用的一種削減沖突一起又要傳動推力和起到撐 持固定效果的部件。銅套需給油光滑軸承。銅套也是各種銅合金制效果來機械部位光滑。自 光滑銅套,需給油光滑。石墨銅套,無需給油光滑。銅套可用各種大型、重型機械上,是機 械上的重要構成件。 銅套原料有以下幾種: zcusn10pb1:耐腐蝕,特別對稀硫酸、鹽酸和脂肪酸。構造資料,耐蝕、耐酸的配件 以及破碎機襯套、軸瓦。 zcusn10pb5:光滑功能,耐磨功能和耐蝕功能好,合適用作雙金屬鍛造資料。車輛用 軸承,負荷峰值達100mpa的內燃機雙金屬軸瓦,以及活塞銷套,磨擦片等。 zcupb10sn10:硬度高,耐磨性極好,不易發生咬死表象,有較好的鍛造功能和切削 加工功能,在大氣和淡水中有良好的耐蝕性。可用于高負荷(20mpa以下)和高滑動速度 (8m/s)下作業的

銅套計算公式
格式:pdf
大小:19KB
頁數:3P
4.8
外徑內徑總高密度重量單價 348248228.738.985723956 2932481478.7324.525170 160120350090 33.510831994116 140308.820.0407114 寬長厚密度重量單價 40.540.5402.80.18370885 50751258.824.13437585 25125258.820.689062585 615593013056 合金名稱銅(cu)鋁(al)鋅(zn)鉛(pb)錫(sn) zqsn6-6-358500171802940015050107000 zqal9-47050020500201001200084000 zqsn10-1530002100014870935093000
常見的銅套鑄造方法熱門文檔
JDB銅套類樣本
格式:pdf
大小:24.8MB
頁數:112P
4.6
?????????????????? jsolp31jspp34 ???? 64 ?????????????? ?allowsmaintenance-freeandlong-lifeoperation?suitableforhighstaticanddynamicloads?withlowandsmoothlycoefficientoffrictionandwithoutstick-slipeffects?suitablefordirt,corrosion,impactloadandedgeloading?s


沖床銅套
格式:pdf
大小:8KB
頁數:1P
4.7
沖床銅套 沖床銅套,是一種以油溝涌油作為潤滑的高力黃銅軸承。該沖床銅套具有傳統的錫青銅 軸承功能,由于采用高力黃銅后,沖床銅套的hb硬度提高了一倍,所以在低速的場合使用 該產品,比一般青銅套壽命可以延長一倍,而且其承載壓力大,能適應重載的場合使用。目 前,該沖床銅套主要用于沖床的受力關節部位和大型齒輪箱內。 主要參數: 材料600600s1600s2600s3600s4600s5600s6 成份% cu65858088806576 sn512108 pb51015 zn25525 ni51 al6106 fe5 mn44 密度8.08.87.68.88.98.09.1 屈服強度>350>90>260>150>100>450>80 拉伸強度>750>250>50
各種型號鋁青銅銅套的特性
格式:pdf
大小:11KB
頁數:1P
4.6
標題:各種型號鋁青銅銅套的特性 關鍵字:銅套,鋁青銅銅套,銅套廠家,銅滑板 描述:山東正祥工礦設備股份有限公司是專業的鋁青銅銅套的生產廠家,提供砂 型鑄造、金屬型鑄造、離心鑄造等鑄造工藝,如有需要歡迎來圖加工。 山東正祥工礦是專業的鋁青銅銅套的生產廠家,公司自成立以來不斷發展壯 大,現已具備完整的有色金屬加工鑄造設備和豐富的經驗。 鋁青銅是青銅含鋁量一般不超過11.5%的銅合金,有時還加入適量的鐵、鎳、 錳等元素,進一步改善性能。鋁青銅銅套可熱處理強化,其強度比錫青銅銅套高, 抗高溫氧化性也較好。 含有鐵、錳元素的鋁青銅銅套有高的強度和耐磨性,經淬火、回火后可提高 硬度,有較好的高溫耐蝕性和抗氧化性,在大氣、淡水和海水中抗蝕性很好,可 切削性尚可,可焊接不易纖焊,熱態下壓力加工良好。 鋁青銅具有良好的切削磨削性能,可焊接,易熱加工成型。合金主要用于制造 支架、齒輪、
常見的銅套鑄造方法精華文檔
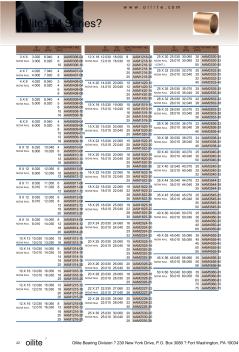
公制含油銅套oilite
格式:pdf
大小:148KB
頁數:2P
4.7
22 oilite?mseries? metricsleevebearings idodlengthpartno. (mm)(mm)(mm) idodlengthpartno. (mm)(mm)(mm) idodlengthpartno. (mm)(mm)(mm) oilitebearingdivision?230newyorkdrive,p.o.box3080?fortwashington,pa19034?phone:215.646.8440?fax:215.283.3397 3x63.0206.0404aam0306-04 nominal3.0006.0206aam0306-06 10aam0306-10 4x74.0207.0404aam0407
電解銅套保方案
格式:pdf
大小:14KB
頁數:7P
4.7
期貨套保方法 一、正確認識套期保值 1、套期保值基本原則: a、專人負責的原則。 企業高級管理層應重視套期保值工作,做到專人負責;企業領導應經常了解 企業套期保值的具體情況。這既是對具體操作者的一種支持;也起到了監督防范 作用,防范由于某個人的重大失誤而導致的惡性事件的發生,造成不可挽回的經 濟損失。 b、以防御現貨經營風險為目的原則。 企業套期保值者的目標是在轉移價格風險后而專心致力于經營,獲取正常經 營利潤。企業從事期貨交易的根本目的就是鎖定采購成本與銷售利潤,通過期貨 市場的操作,將現貨經營中的價格風險轉嫁出去,保證正常經營利潤的實現。 c、交易方向相反、商品種類相同、交貨月份相同或相近、期貨交易數量小于或 等于現貨數量的原則。 一般情況下企業對套期保值頭寸數量應做出限制,以不超過現貨商品規模 為限。但對于企業來講,根據企業的實際情況,由于企業套期保值經驗不足
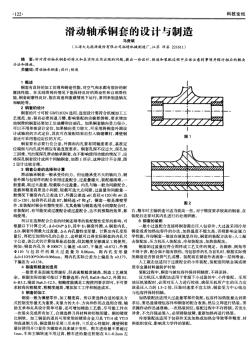
銼刀柄銅套復合拉深模設計
格式:pdf
大小:646KB
頁數:16P
4.7
畢業設計 題目:銼刀柄銅套復合拉深模設計 副標題: 學生姓名:吳金金 所在系、專業:機電工程系、模具設計與制造 班級:模具3081 指導教師:錢軍 日期:2011-5-19 摘要 i 摘要 拉深模是把坯料拉壓成空心件,或者把空心體拉壓成外形更小而板厚沒有明顯變化 的空心體的沖模。 拉深模的結構,是根據拉深件的幾何形狀、尺寸精度、材料、產量和所使用的壓力 機來確定的。拉深模一般比較簡單,其結構按拉深方向分為正向拉深模和反向拉深模以 及兩者兼有的雙向拉深模;按拉深工序可分為單工序拉深模、多工序連續拉深模和復合 拉深模,其中復合拉深模又可分為落料拉深模和落料拉深沖孔模等;按使用壓力機的不 同可分為單動壓力機用拉深模和雙動壓力機用拉深模。 關鍵詞:拉深銅套空心件 abstract ii 目錄 i 目錄 摘要.............
常見的銅套鑄造方法最新文檔
銅套材質選擇和主要性能
格式:pdf
大小:13KB
頁數:1P
4.6
材質推薦 1、zcusn6zn6pb3,zcusn5zn5pb5,可以用來制造中等載荷和轉速下工作的襯 套、齒輪、蝸輪等耐磨零件。 2、zcusn10p1是典型的錫磷青銅,硬度和耐磨性都很高,可用于制造重荷載、 高速度和較高溫度下工作,受強烈摩擦的零件,如連桿襯套、齒輪、蝸輪等。 3、zcual9mn2,zcual9fe4,鋁青銅具有很高的強度,致密性高,化學性能穩定。 常用于閥體,蝸輪,螺母,管配件等。 4、zcuzn25al6fe3mn3高強度鋁黃銅,在特殊黃銅中強度最高。具有高強度、 高硬度、高耐磨性、適中的塑性和良好的耐蝕性。因而用于鑄造重型機械上高負 荷的耐磨重量 zcusn10pb1 硬度高,耐磨性極好,不易產生咬死現象,有較好的鑄造性能和切削加工性能, 在大氣和淡水中有良好的耐蝕性。 可用于高負荷(20mpa以下)和高滑動速度(8m/s)下工作的耐磨

鑄鐵件常見鑄造缺陷的防止方法
格式:pdf
大小:127KB
頁數:11P
4.4
鑄鐵件常見鑄造缺陷的防止方法 鑄鐵件經常會發生各種不同的鑄造缺陷,如何防止這些缺陷發生,一直是鑄 件生產廠關注的問題。本文介紹了筆者在這方面的一些認識和實踐經驗。 1氣孔 特征:鑄件中的氣孔是指在鑄件內部,表面或接近表面處存在的大小不等的 光滑孔洞。孔壁往往還帶有氧化色澤,由于氣體的來源和形成原因不同,氣孔的 表現形式也各不相同,有侵入性氣孔,析出性氣孔,皮下氣孔等。 1.1侵入性氣孔 這種氣孔的數量較少,尺寸較大,多產生在鑄件外表面某些部位,呈梨形或 圓球形。主要是由于鑄型或砂芯產生的氣體侵入金屬液的未能逸出而造成。 防止措施: (1)減少發氣量:控制型砂或芯砂中發氣物質的含量,濕型砂的含水量不 能過高,造型與修模時脫模劑和水用量不宜過多。砂芯要保證烘干,烘干后的砂 芯不宜存放太長時間,隔天使用的砂芯在使用前要回爐烘干,以防砂芯吸潮,不 使用受潮、生銹的冷
銅套圖紙
格式:pdf
大小:124KB
頁數:1P
4.7
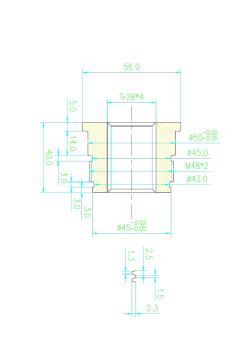
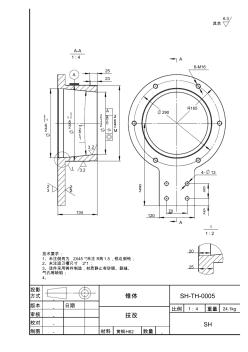
日期 制圖 審核 材料數量 比例重量 sh校對 版本 投影 方式 1、未注倒角為2x45°,未注r角1.5,銳邊倒鈍; 錐體 技改 sh-th-0005 1:424.1kg 黃銅h62 - - - - -- 2、未注退刀槽尺寸2*1; 3、該件采用鑄件制造,材質靜止有砂眼、裂縫、 氣孔等缺陷; 4、 技術要求: 6.3 其余 7025 r165 28 0 290 120 6-m16 5 0 4-13 a a i 1:2 25 20 3.2 3. 2 a 3.2 3. 2 0. 05 a 1:4 a-a i 25 0. 10 m 25 6* 30- 25 8 11 .4 2° 0 .0 5 0 21 1 .2 23 4 + 23 134

 改進大型閘閥銅套方案的探討
改進大型閘閥銅套方案的探討 改進大型閘閥銅套方案的探討
格式:pdf
大小:271KB
頁數:未知
4.4
采用母管制供水的凝結器循環水進、出口閘閥是關系到機組安全、經濟運行的重要設備。文中分析了9、10號機循環水進、出口閘閥銅套頻繁損壞的現象及原因,并提出了幾種改進方案。
塑料注射機銅套與導杠的改進 塑料注射機銅套與導杠的改進
格式:pdf
大小:149KB
頁數:未知
4.7
我廠使用的xs-zy-125型塑料注射機,年產紗管500萬支.機器經過20多年的使用,有些零部件的損壞現象十分嚴重,為此我們對部分易損件進行了改造和探討.1試驗的緣由塑料注射機在工作時,動模板上的8塊銅套與導杠在一定的長度范圍內沿軸向做相對往
常見的銅套鑄造方法相關
文輯推薦
知識推薦
百科推薦


職位:巖土勘察項目經理
擅長專業:土建 安裝 裝飾 市政 園林


