

承鋼成功軋制HRB600高強抗震鋼筋
格式:pdf
大小:57KB
頁數:1P
人氣 :57
 4.7
4.7
近日,承鋼成功軋制規格為25mm的HRB600高強抗震鋼筋300t,各項指標滿足設計要求,填補了中國600MPa級別高強鋼筋生產的空白。承鋼從2011年年初開始就提出了按照國家標準成分范圍研制和開發600MPa級高強鋼筋的科研攻關課題,



 承鋼成功軋制HRB600高強抗震鋼筋
承鋼成功軋制HRB600高強抗震鋼筋 承鋼成功軋制HRB600高強抗震鋼筋
格式:pdf
大小:59KB
頁數:1P
近日,承鋼成功軋制規格為25mm的hrb600高強抗震鋼筋300t,各項指標滿足設計要求,填補了中國600mpa級別高強鋼筋生產的空白。承鋼從2011年年初開始就提出了按照國家標準成分范圍研制和開發600mpa級高強鋼筋的科研攻關課題,主動擔
承鋼成功軋制HRB600高強抗震鋼筋填補國內空白 承鋼成功軋制HRB600高強抗震鋼筋填補國內空白
格式:pdf
大小:55KB
頁數:1P
承鋼已成功軋制規格為25mm的hrb600高強抗震鋼筋,填補了我國600mpa級別高強鋼筋生產的空白。hrb600高強抗震鋼筋的成功開發一方面可以減少用鋼量,與目前主要使用的hrb335、hrb400、hrb500級鋼筋相比,
編輯推薦下載
凌鋼HRB500E大規格高強抗震鋼筋研制與實踐 凌鋼HRB500E大規格高強抗震鋼筋研制與實踐
格式:pdf
大小:162KB
頁數:2P
4.4
根據nb、v和n微合金化強化性能機理,通過試驗選用氮化釩鐵和鈮鐵復合微合金化,提高強度、保證強塑性匹配下,成功研制出大規格高強度hrb500e抗震鋼筋。
承鋼成功軋制HRB600高強抗震鋼筋熱門文檔
釩微合金化高強抗震鋼筋HRB500E的生產實踐 釩微合金化高強抗震鋼筋HRB500E的生產實踐
格式:pdf
大小:83KB
頁數:3P
4.7
為擴大品種,推進建筑鋼筋的升級換代,滿足市場對抗震鋼筋的需求,廣鋼利用釩微合金化技術,成功開發了hrb500e鋼筋混凝土用熱軋帶肋鋼筋。開發的含釩hrb500e鋼筋抗震性能好,產品實物質量優于gb1499.2-2007標準要求。
建邦HRB500E高強抗震鋼筋生產實踐 建邦HRB500E高強抗震鋼筋生產實踐
格式:pdf
大小:221KB
頁數:3P
4.7
介紹建邦集團采用微釩合金化技術,在轉爐連鑄各工序均勻成分、保護澆鑄,軋鋼工序控軋控冷,最終得到珠光體+鐵素體組織的高強抗震鋼筋hrb500e,其性能滿足國家標準,符合市場需求,為企業創造了較好的效益。
HRB500Ⅳ級鋼(抗震鋼筋)
格式:pdf
大小:9KB
頁數:5P
4.5
hrb500ⅳ級鋼(抗震鋼筋) hrb500ⅳ級鋼(抗震鋼筋) hrb500鋼筋俗稱ⅳ級鋼,其強度是ⅱ級鋼的1.5倍,是ⅲ 級鋼的1.25倍。國外主要工業化國家1990年以后就開始進 一步開發hrb500級鋼筋。目前在我國《混凝土結構設計規 范》gb50010-2002的第六批修訂計劃中,將列入hrb500鋼 筋。在建筑工程中采用hrb500鋼筋,不僅具有巨大的經濟 效益,也有著廣泛的社會效益,符合創建節約型社會和可持 續發展的建設思路。 抗震鋼筋是在原有hrb系列鋼筋的基礎上,附加更加苛刻 的三條性能要求,與混凝土的裹力更大從而保證抗震性能。 hrb500級鋼筋是我國新研制開發用于混凝土結構的熱軋帶 肋鋼筋,具有強度高、延性好的特點,性價比明顯高于目前 使用的hrb400、hrb335鋼筋,目前已納入國家產品標準。 抗震鋼筋與普通鋼筋的區別主要體現
HRB400E抗震鋼筋的研制 HRB400E抗震鋼筋的研制
格式:pdf
大小:807KB
頁數:4P
4.6
龍鋼根據數學模型綜合分析,采用微合金技術生產hrb400e抗震鋼筋的研發過程。在國標規定的成分范圍內,對hrb400e進行了窄成分范圍設計;按鋼筋規格大小采用了不同的化學成分;對不同的軋制工藝按照不同的化學成分進行控制;結果表明,開發的抗震鋼筋強屈比、伸長率高,冷彎性能好,具有較好的綜合性能。
HRB500E抗震鋼筋開發
格式:pdf
大小:11KB
頁數:6P
4.5
hrb500e抗震鋼筋開發 摘要:介紹了通過優化化學成分和完善控制軋制、控制冷卻工 藝,研制開發出500mpa級高強度鋼筋混凝土用熱軋帶肋抗震鋼筋, 實物理化指標達到gb1499.2-2007標準要求。 關鍵詞:hrb500e;熱軋帶肋抗震鋼筋;開發 1前言 為適應市場變化,滿足用戶對hrb500e抗震鋼筋的需求。呈鋼從 2008年1月起,組織開發hrb500e高強度鋼筋混凝土用熱軋帶助抗 震鋼筋,經檢驗實物理化指標達到gb1499.2-2007標準要求,具有 良好的綜合性能,投入市場后,深得用戶好評。 2工藝流程與工藝控制 2.1工藝流程 主要工藝流程:氧氣頂底復吹轉爐→吹氬→連鑄→熱送→加熱 →粗中軋機軋制→預水冷→精軋機軋制→控溫水冷→步進冷床冷 卻→精整收集→入庫 2.2技術要求 2.2.1執行標準:gb1499.2-2007 2.2.2
承鋼成功軋制HRB600高強抗震鋼筋精華文檔
HRB500E抗震鋼筋的試制
格式:pdf
大小:57KB
頁數:3P
4.5
總第188期 2011年第8期hebeimetallurgy total188 2011,number8 收稿日期:2011-06-26 作者簡介:張志強(1964-),男,教授級高工,碩士,2007年畢業于北 京科技大學冶金工程專業,現在河北鋼鐵集團宣鋼公司從事煉鋼工 作,e-mail:zhangzhiqiang@xuangang.com.cn hrb500e抗震鋼筋的試制 張志強,底根順,王宏斌 (河北鋼鐵集團宣鋼公司技術中心,河北宣化075100) 摘要:通過研究cr對鋼筋性能的影響,確定了hrb500e抗震鋼筋的成分,制定了合理的煉鋼合金化和 軋制控軋工藝,試制出合格的hrb500e抗震鋼筋,提高了hrb500e鋼的品質。 關鍵詞:hrb500e抗震鋼筋;化學成分;強屈比 中圖分類號
高強抗震鋼筋在小灣拱壩中的應用 高強抗震鋼筋在小灣拱壩中的應用
格式:pdf
大小:387KB
頁數:5P
4.7
依據小灣拱壩布設抗震鋼筋方案、大壩伸縮橫縫結構的特點和設計中對橫縫抗震鋼筋位置的要求,圍繞抗震鋼筋對大壩伸縮橫縫抗震的影響展開研究,包括抗震鋼筋牌號的選擇、溫度、埋設抗震鋼筋對大壩橫縫兩側附近區域的影響以及抗震鋼筋在橫縫兩側的配置方式、部位、數量等布設方案的研究。對設計方案中抗震鋼筋對橫縫張開度的作用效果進行檢驗,對抗震鋼筋位置及在上、下游的層數等關系到小灣工程抗震措施具體實施中的重要問題分別進行了多方案分析和論證。
 轉爐鈮釩復合微合金化HRB500E高強抗震鋼筋開發
轉爐鈮釩復合微合金化HRB500E高強抗震鋼筋開發 轉爐鈮釩復合微合金化HRB500E高強抗震鋼筋開發
格式:pdf
大小:602KB
頁數:4P
4.6
通過對轉爐鋼成分設計、煉鋼工藝控制、軋鋼工藝控制等方面進行研究,在廣鋼轉爐成功開發了hrb500、hrb500e鋼筋,為降低生產成本、普及hrb500鋼筋的生產應用打下良好的基礎。
承鋼成功軋制HRB600高強抗震鋼筋最新文檔
HRBF500E高強度細晶粒抗震鋼筋技術 HRBF500E高強度細晶粒抗震鋼筋技術
格式:pdf
大小:387KB
頁數:3P
4.3
建筑業的迅猛發展對螺紋鋼筋的強度、韌性、焊接、抗震等性能指標均提出了較高要求,開發高等級抗震鋼筋是我國的必經之路,也是企業的發展方向。
HRB500高強度抗震鋼筋伸長率偏低原因分析及控制 HRB500高強度抗震鋼筋伸長率偏低原因分析及控制
格式:pdf
大小:889KB
頁數:4P
4.5
針對國內某鋼廠采用nb微合金化和控冷工藝生產hrb500高強度抗震鋼筋出現的伸長率偏低情況,取樣進行了金相顯微組織、斷口形貌、夾雜物及化學成分分析研究。結果表明,hrb500鋼筋伸長率偏低的主要原因是鋼筋心部顯微組織異常,貝氏體含量高(50%)且形態差(大塊狀),原始奧氏體晶粒粗大(50~60μm);顯微組織異常的主要原因是軋鋼加熱溫度高(1260℃)、控冷后終止溫度偏低(710℃)。針對上述情況,煉鋼采取了渣洗工藝、延長吹氬時間(長于200s)、嚴格控制中包澆鑄液面(大于650mm)的措施,軋鋼采取了降低加熱溫度(均熱段溫度低于1200℃)、升高控冷后終止溫度(高于725℃)的措施,hrb500鋼筋伸長率偏低得到消除。
HRBF500E超細晶粒抗震鋼筋的開發 HRBF500E超細晶粒抗震鋼筋的開發
格式:pdf
大小:1.0MB
頁數:2P
4.4
分析了hrbf500e超細晶粒熱軋抗震鋼筋的技術要求。通過化學成分和控軋控冷工藝的優化設計,不添加任何微合金元素,實現了hrbf500e超細晶粒熱軋抗震鋼筋的批量生產,產品質量達到了gb1499.2-2007的要求,提高了產品檔次和技術含量。
抗震鋼筋HRB500E工藝研究及生產開發 抗震鋼筋HRB500E工藝研究及生產開發
格式:pdf
大小:234KB
頁數:4P
4.7
對抗震鋼筋hrb500e的成分、性能特性進行分析,控制終點c≥0.05%,p≤0.025%,s≤0.035%;在此基礎上提出過程控制參數及制定依據,開軋溫度控制在1020±20℃范圍內,軋制過程嚴格控制出鋼節奏和終軋速度,以保證軋件變形溫度均勻,通過弱穿水水量380~400m3/h和水壓1.6~1.8mpa的匹配,并通過生產試驗確定了hrb500e鋼筋的生產工藝。
HRB400E抗震鋼筋開發方案
格式:pdf
大小:34KB
頁數:3P
4.6
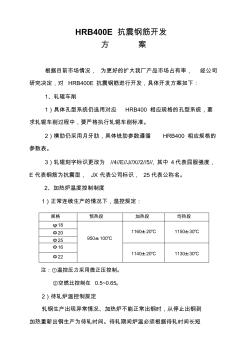
hrb400e抗震鋼筋開發 方案 根據目前市場情況,為更好的擴大我廠產品市場占有率,經公司 研究決定,對hrb400e抗震鋼筋進行開發,具體開發方案如下: 1、軋輥車削 1)具體孔型系統仍選用對應hrb400相應規格的孔型系統,要 求軋輥車削過程中,要嚴格執行軋輥車削標準。 2)橫肋仍采用月牙肋,具體銑肋參數遵循hrb400相應規格的 參數表。 3)軋輥刻字標識更改為//4//e//j//x//2//5//,其中4代表屈服強度, e代表鋼筋為抗震型,jx代表公司標識,25代表公稱名。 2、加熱爐溫度控制制度 1)正常連續生產的情況下,溫控規定: 注:①溫控壓力采用微正壓控制。 ②空燃比控制在0.5~0.65。 2)待軋爐溫控制規定 軋鋼生產出現異常情況、加熱爐不能正常出鋼時,從停止出鋼到 加熱重新出鋼生產為待軋時間。待軋期間爐溫必須根據待軋時間長短 規格
HRB500E抗震鋼筋開發 HRB500E抗震鋼筋開發
格式:pdf
大小:238KB
頁數:未知
4.7
介紹了通過優化化學成分和完善控制軋制、控制冷卻工藝,研制開發出500mpa級高強度鋼筋混凝土用熱軋帶肋抗震鋼筋,實物理化指標達到gb1499.2-2007標準要求。
鈮微合金化高強抗震鋼筋的生產實踐 鈮微合金化高強抗震鋼筋的生產實踐
格式:pdf
大小:97KB
頁數:未知
4.3
介紹了陜西鋼鐵集團有限公司應用鈮微合金化技術生產hrb400e高強抗震鋼筋的生產情況。經檢驗,該工藝生產的產品化學成分和力學性能完全滿足國家最新標準要求,且具有一定的經濟效益。
HRB400E抗震鋼筋研制與開發 HRB400E抗震鋼筋研制與開發
格式:pdf
大小:1.3MB
頁數:6P
4.7
建筑結構的快速發展對建筑用鋼材提出了越來越高的要求。特別是在汶川地震后,高強度、高性能抗震鋼筋的生產開發成為國內外的研究熱點。災后重建及國家實施的基礎設施建設的大量投入,都需要大批量的高強度抗震鋼筋,適應建筑鋼材升級換代的市場需求,提高螺紋鋼產品的市場競爭力。在鋼筋的生產中,普遍采用釩氮微合金化+控制軋制的方式來實現晶粒的細化,以獲得良好的綜合性能。
鈮在生產HRB500抗震鋼筋時的運用 鈮在生產HRB500抗震鋼筋時的運用
格式:pdf
大小:178KB
頁數:未知
4.5
在我國國家及地方政府部門,為了促進hrb500高強度抗震鋼筋的研發與普及運用也相繼實施、頒布了一系列的相關文件與政策。從目前的國內外發展勢頭上來看,我國的hrb500高強度鋼筋的支柱加工方式是礬氮微合金化熱軋技術,但是因為此項技術在生產初期投入較大,因此也是高強度鋼筋大批量生產推廣、普及、應用的一個阻礙點。基于這點近年來國內逐漸偏向將鈮微合金化結合軋后快速冷卻的技術充分發揮與利用以此來生產高輕度鋼筋的研究。
承鋼成功軋制HRB600高強抗震鋼筋相關
文輯推薦
知識推薦
百科推薦


職位:鐵路工程標準員
擅長專業:土建 安裝 裝飾 市政 園林


