

彩鋼板消聲復合風管與傳統鍍鋅鐵皮風管的比較表
格式:pdf
大小:79KB
頁數:7P
人氣 :77
 4.7
4.7
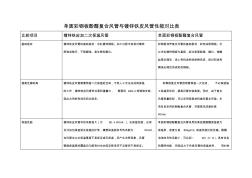
彩鋼板消聲復合風管與傳統鍍鋅鐵皮風管的比較表 比較內容 鍍鋅鐵皮加二次保溫風管 彩鋼板消聲復合風管 基礎板材 鍍鋅鐵皮風管的基礎板材:冷軋鍍鋅鋼板。不耐腐蝕、易生銹和 氧化 彩鋼板消聲復合風管的基礎板材是:彩色涂層鋼 板。它以冷軋鍍鋅鋼板為基板,經過表面脫脂, 磷化、鉻酸鹽等處理后,涂上有機涂料經烘烤而 成,經過初涂和精涂處理后而成彩色鋼板 保溫性能 鍍鋅鐵皮風管導熱系數很大(為 60. 4 W/mK ),無保溫性能,必 須另外加包保溫層及保溫防護層,在風管法蘭處保溫厚度不易保 證或無保溫,將產生冷橋現象,風管壁面保溫層的覆蓋均勻度有 時也會因安裝凈空不足夠而不易保證。保溫性能的好壞,也受工 人勞動技能和工作態度的限制,保溫的質量很難控制和保證一致 性。同時鍍鋅鐵皮外保溫用的玻璃棉的密度也比較小是 46kg/m3, 彩鋼板消聲復合風管采用的超細離心玻璃棉的比 重比較大是 80kg/m3,




鍍鋅鐵皮風管換算表
格式:pdf
大小:64KB
頁數:5P
注意事項編號名稱被換算內容換算前單位 1風管鍍鋅鋼板200*150米 2風管鍍鋅鋼板500*200米 3風管鍍鋅鋼板700*200米 4風管鍍鋅鋼板800*200米 5風管鍍鋅鋼板800*250米 1風管鍍鋅鋼板1000*120米 2風管鍍鋅鋼板1200*200米 3風管鍍鋅鋼板1400*250米 4風管鍍鋅鋼板1400*300米 5風管鍍鋅鋼板1400*500米 1風管鍍鋅鋼板1000*1000米 2風管鍍鋅鋼板1500*1000米 3風管鍍鋅鋼板2000*1000米 4風管鍍鋅鋼板2500*1000米 5風管鍍鋅鋼板3000*1000米 分割線 注意事項編號名稱被換算內容換算前單位 1風管φ100米 2風管φ200米 3

鍍鋅鐵皮風管換算表
格式:pdf
大小:13KB
頁數:1P
唐軍令--制 序號規格型號公式結果單位 11.2厚1/(0.0012*7.85)106.157㎡ 21.0厚1/(0.001*7.85)127.389㎡ 30.8厚1/(0.0008*7.85)159.236㎡ 40.75厚1/(0.00075*7.85)169.851㎡ 50.6厚1/(0.0006*7.85)212.314㎡ 鍍鋅鐵皮風管換算表 注*(鋼鐵每立方是7850kg)(鍍鋅層都是每平米+0.275kg)(1.2=9.6951.0=8.1250.75=6.1630.6=4.985*已加鍍鋅層) 無與倫比的美麗
編輯推薦下載
鍍鋅鐵皮風管
格式:pdf
大小:170KB
頁數:5P
4.8
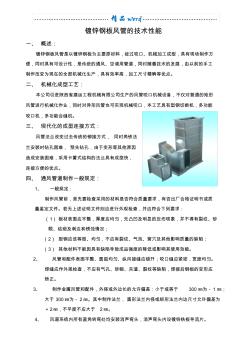
鍍鋅鋼板風管的技術性能 一、概述: 鍍鋅鋼板風管是以鍍鋅鋼板為主要原材料,經過咬口、機械加工成型,具有現場制作方 便,同時具有可設計性,是傳統的通風、空調用管道,同時隨著技術的發展,由以前的手工 制作改變為現在的全部機械化生產,具有效率高,加工尺寸精確等優點。 二、機械化成型工藝: 本公司引進陜西省建運工程機械有限公司生產的風管咬口機械設備,不僅對普通的矩形 風管進行機械化作業,同時對異形風管也可實現機械咬口,本工藝具有型鋼切斷機,多功能 咬口機,多功能合縫機。 三、現代化的成型連接方式: 風管法蘭改變過去傳統的鉚接方式,同時角鐵法 蘭安裝時鉆孔困難,預先鉆孔,由于變形等其他原因 造成安裝困難,采用卡簧式結構的法蘭具有成型快, 連接方便的優點。 四、通風管道制作一般規定: 1、一般規定: 制作風管前,首先要檢查采用的材料是否符合質量要求,有否出廠合格證明書或質 量鑒定文件。若

(推薦)鍍鋅鐵皮風管
格式:pdf
大小:130KB
頁數:5P
4.6
鍍鋅鋼板風管的技術性能 一、概述: 鍍鋅鋼板風管是以鍍鋅鋼板為主要原材料,經過咬口、機械加工成型,具有現場制作方 便,同時具有可設計性,是傳統的通風、空調用管道,同時隨著技術的發展,由以前的手工 制作改變為現在的全部機械化生產,具有效率高,加工尺寸精確等優點。 二、機械化成型工藝: 本公司引進陜西省建運工程機械有限公司生產的風管咬口機械設備,不僅對普通的矩形 風管進行機械化作業,同時對異形風管也可實現機械咬口,本工藝具有型鋼切斷機,多功能 咬口機,多功能合縫機。 三、現代化的成型連接方式: 風管法蘭改變過去傳統的鉚接方式,同時角鐵法 蘭安裝時鉆孔困難,預先鉆孔,由于變形等其他原因 造成安裝困難,采用卡簧式結構的法蘭具有成型快, 連接方便的優點。 四、通風管道制作一般規定: 1、一般規定: 制作風管前,首先要檢查采用的材料是否符合質量要求,有否出廠合格證明書或質 量鑒定文件。若
彩鋼板消聲復合風管與傳統鍍鋅鐵皮風管的比較表熱門文檔
單面彩鋼酚醛復合風管與鍍鋅鐵皮風管的性能比較 (2)
格式:pdf
大小:58KB
頁數:5P
4.5
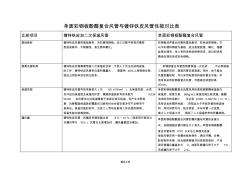
單面彩鋼板酚醛復合風管與鍍鋅鐵皮風管性能對比表 比較項目鍍鋅鐵皮加二次保溫風管單面彩鋼板酚醛復合風管 基礎板材鍍鋅鐵皮風管的基礎板材:冷軋鍍鋅鋼板。加工過程中容易對鍍鋅 層造成破壞,不耐腐蝕、易生銹和氧化。 彩鋼板消聲復合風管的基礎板材:彩色涂層鋼板。它 以冷軋鍍鋅鋼板為基板,經過表面脫脂,磷化、鉻酸 鹽等處理后,涂上有機涂料經烘烤而成,經過初涂和 精涂處理后而成彩色鋼板。 提高走廊標高鍍鋅鐵皮風管需要預留二次保溫的空間,不然人工無法完成再保溫 的工作,鍍鋅鐵皮風管單位面積重量大,需要用4#以上角鋼做支架, 因此占用的有效空間比較多。 彩鋼板復合風管因制管保溫一次完成,不必保留施 工保溫層空間,提高風管安裝高度。同時,由于復合 風管質量較輕,可以采用輕型材料做風管支吊架。本 項目如采用彩鋼板復合風管,可提高完成面標高 40mm。 保溫性能鍍鋅鐵皮風管導熱系數很大(為60.
單面彩鋼酚醛復合風管與鍍鋅鐵皮風管的性能比較 (3)
格式:pdf
大小:39KB
頁數:3P
4.5
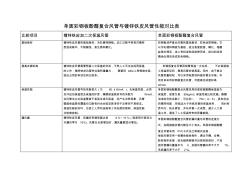
. 精選文檔 單面彩鋼板酚醛復合風管與鍍鋅鐵皮風管性能對比表 比較項目鍍鋅鐵皮加二次保溫風管單面彩鋼板酚醛復合風管 基礎板材鍍鋅鐵皮風管的基礎板材:冷軋鍍鋅鋼板。加工過程中容易對鍍鋅 層造成破壞,不耐腐蝕、易生銹和氧化。 彩鋼板消聲復合風管的基礎板材:彩色涂層鋼板。它 以冷軋鍍鋅鋼板為基板,經過表面脫脂,磷化、鉻酸 鹽等處理后,涂上有機涂料經烘烤而成,經過初涂和 精涂處理后而成彩色鋼板。 提高走廊標高鍍鋅鐵皮風管需要預留二次保溫的空間,不然人工無法完成再保溫 的工作,鍍鋅鐵皮風管單位面積重量大,需要用4#以上角鋼做支架, 因此占用的有效空間比較多。 彩鋼板復合風管因制管保溫一次完成,不必保留施 工保溫層空間,提高風管安裝高度。同時,由于復合 風管質量較輕,可以采用輕型材料做風管支吊架。本 項目如采用彩鋼板復合風管,可提高完成面標高 40mm。 保溫性能鍍鋅鐵皮風管導熱系數
單面彩鋼酚醛復合風管與鍍鋅鐵皮風管的性能比較
格式:pdf
大小:39KB
頁數:3P
4.7
單面彩鋼板酚醛復合風管與鍍鋅鐵皮風管性能對比表 比較項目鍍鋅鐵皮加二次保溫風管單面彩鋼板酚醛復合風管 基礎板材鍍鋅鐵皮風管的基礎板材:冷軋鍍鋅鋼板。加工過程中容易對鍍鋅 層造成破壞,不耐腐蝕、易生銹和氧化。 彩鋼板消聲復合風管的基礎板材:彩色涂層鋼板。它 以冷軋鍍鋅鋼板為基板,經過表面脫脂,磷化、鉻酸 鹽等處理后,涂上有機涂料經烘烤而成,經過初涂和 精涂處理后而成彩色鋼板。 提高走廊標高鍍鋅鐵皮風管需要預留二次保溫的空間,不然人工無法完成再保溫 的工作,鍍鋅鐵皮風管單位面積重量大,需要用4#以上角鋼做支架, 因此占用的有效空間比較多。 彩鋼板復合風管因制管保溫一次完成,不必保留施 工保溫層空間,提高風管安裝高度。同時,由于復合 風管質量較輕,可以采用輕型材料做風管支吊架。本 項目如采用彩鋼板復合風管,可提高完成面標高 40mm。 保溫性能鍍鋅鐵皮風管導熱系數很大(為60.

彩鋼板玻纖復合風管與鍍鋅鐵皮加橡塑保溫風管的比較
格式:pdf
大小:30KB
頁數:3P
4.7
北京宜富思特科技發展有限責任公司 公司地址:北京大興區西紅門工業園區公司電話:010-51108706;61280031 彩鋼板玻纖復合風管與鍍鋅鐵皮加橡塑保溫風管的比較 單面彩鋼板玻纖復合風管是目前傳統玻纖風管的替代品,又是鍍 鋅鐵皮風管的新一代產品。彩鋼板玻纖復合風管除具有鐵皮風管的剛 度好、強度大的優點外,又具有發展勢頭很快的復合風管的不需要二 次保溫、吸聲降噪的性能。風管外表為彩色鋼板,克服了以前玻纖風 管強度弱,外壁易破損的致命弱點,發揚了鍍鋅鐵皮的優勢;同時內 壁為高密度玻璃棉板,保留了玻纖風管內壁吸聲降噪的優點。彩鋼板 玻纖復合風管是鍍鋅鐵皮風管和各種復合風管的集成者,是我公司研 制和開發的二十一世紀的最新產品,并獲國家專利,并將引領世界風 管產業的潮流。它的選材選用了當今各學科推崇的復合型材料,管道 在成型后不需要二次保溫,并且具有抑菌和消聲功
彩鋼酚醛復合風管對比鍍鋅鐵皮風管
格式:pdf
大小:63KB
頁數:2P
4.5
彩鋼酚醛復合風管對比鍍鋅鐵皮風管 核心提示:鍍鋅鐵皮風管的最內層為鍍鋅鐵皮,外裹玻璃棉等保溫材料(如采用橡塑保 溫材料,則防火性能大大下降),最外面再采用鋁箔纏繞,這使鍍鋅鐵皮風管的最內層為鍍 鋅鐵皮,外裹玻璃棉等保溫材料(如采用橡塑保溫材料,則防火性能大大下降),最外面再采 用鋁箔纏繞,這使得鐵皮風管的自重大、施工安裝費工費時、外觀差、氣密性低、輸送過程 冷/熱量損失大。與鍍鋅鐵皮風管相比,彩鋼酚醛風管具有以下優勢: 1、高效保溫,節省能源消耗。彩鋼酚醛風管內層為享有“保溫之王”稱號的酚醛泡沫[2], 因此其導熱系數僅為0.022~0.026w/(m·k),而鐵皮風管的導熱系數為0.035~0.043w/(m·k); 彩鋼酚醛風管在工廠一次成型,而鐵皮風管需在現場進行保溫,容易形成冷橋,導致其保溫 效果迅速下降;彩鋼酚醛風管特有的連接方式保證了通風系統具
彩鋼板消聲復合風管與傳統鍍鋅鐵皮風管的比較表精華文檔
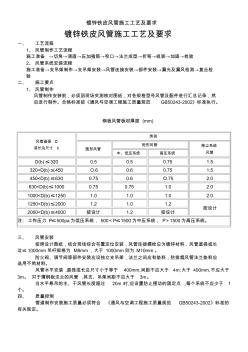
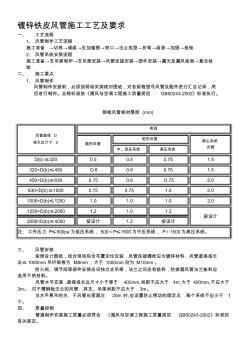
鍍鋅鐵皮風管施工工藝及要求
格式:pdf
大小:43KB
頁數:5P
4.6
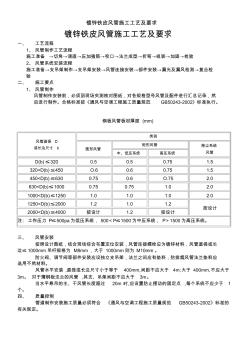
鍍鋅鐵皮風管施工工藝及要求 鍍鋅鐵皮風管施工工藝及要求 一、工藝流程 1、風管制作工藝流程 施工準備→切角→調直→壓加強筋→咬口→法蘭成型→折彎→組裝→加固→檢驗 2、風管系統安裝流程 施工準備→支吊架制作→支吊架安裝→風管連接安裝→部件安裝→漏光及漏風檢測→復合檢 驗 二、施工要點 1、風管制作 風管制作安裝前,必須到現場實測核對圖紙,對各規格型號風管及配件進行匯總記錄,然 后進行制作。合格標準按《通風與空調工程施工質量規范gb50243-2002》標準執行。 鋼板風管板材厚度(mm) 三、風管安裝 按照設計圖紙,結合現場綜合布置定位安裝,風管連接螺栓應為鍍鋅材料,風管直徑或長 邊≤1000mm吊桿規格為m8mm,大于1000mm則為m10mm。 防火閥、調節閥等部件安裝應設獨立支吊架,法蘭之間應有墊料,防排煙風管法蘭墊料應 選用不然材料。 風管水平安裝,直
鍍鋅鐵皮風管制作 (4)
格式:pdf
大小:566KB
頁數:11P
4.5
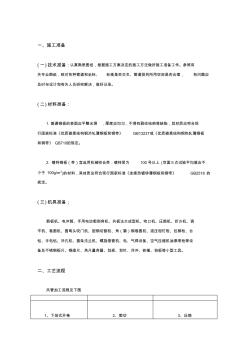
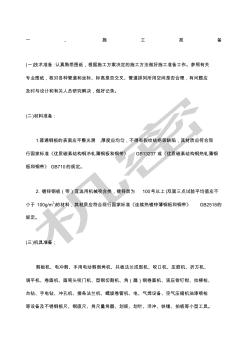
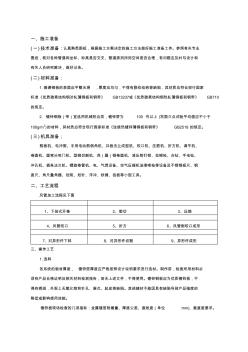
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有 關專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應 及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼板 和鋼帶》gb710的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應不 小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518的 規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、調 平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液
鍍鋅鐵皮風管制作(1)
格式:pdf
大小:170KB
頁數:16P
4.3
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有關 專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應 及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼 板和鋼帶》gb710的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應 不小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518 的規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、 調平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液壓
鍍鋅鐵皮風管施工工藝及要求 (2)
格式:pdf
大小:43KB
頁數:5P
4.6
鍍鋅鐵皮風管施工工藝及要求 鍍鋅鐵皮風管施工工藝及要求 一、工藝流程 1、風管制作工藝流程 施工準備→切角→調直→壓加強筋→咬口→法蘭成型→折彎→組裝→加固→檢驗 2、風管系統安裝流程 施工準備→支吊架制作→支吊架安裝→風管連接安裝→部件安裝→漏光及漏風檢測→復合檢 驗 二、施工要點 1、風管制作 風管制作安裝前,必須到現場實測核對圖紙,對各規格型號風管及配件進行匯總記錄,然 后進行制作。合格標準按《通風與空調工程施工質量規范gb50243-2002》標準執行。 鋼板風管板材厚度(mm) 三、風管安裝 按照設計圖紙,結合現場綜合布置定位安裝,風管連接螺栓應為鍍鋅材料,風管直徑或長 邊≤1000mm吊桿規格為m8mm,大于1000mm則為m10mm。 防火閥、調節閥等部件安裝應設獨立支吊架,法蘭之間應有墊料,防排煙風管法蘭墊料應 選用不然材料。 風管水平安裝,直
鍍鋅鐵皮風管制作 (2)
格式:pdf
大小:112KB
頁數:10P
4.5
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有 關專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應 及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼板 和鋼帶》gb710的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應不 小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518的 規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、調 平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液
彩鋼板消聲復合風管與傳統鍍鋅鐵皮風管的比較表最新文檔

鍍鋅鐵皮風管制作
格式:pdf
大小:919KB
頁數:21P
4.5
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有關 專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應 及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼 板和鋼帶》gb710的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應不 小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518的 規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、 調平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機
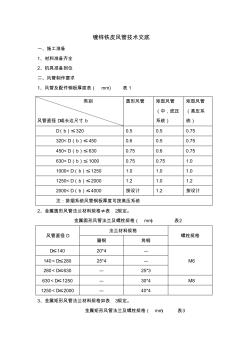
鍍鋅鐵皮風管技術交底
格式:pdf
大小:31KB
頁數:3P
4.6
鍍鋅鐵皮風管技術交底 一、施工準備 1、材料準備齊全 2、機具準備到位 二、風管制作要求 1、風管及配件鋼板厚度表(mm)表1 2、金屬圓形風管法蘭材料規格≮表2規定。 金屬圓形風管法蘭及螺栓規格(mm)表2 風管直徑d 法蘭材料規格 螺栓規格 扁鋼角鋼 d≤14020*4― m6140<d≤28025*4― 280<d≤630―25*3 630<d≤1250―30*4m8 1250<d≤2000―40*4 3、金屬矩形風管法蘭材料規格如表3規定。 金屬矩形風管法蘭及螺栓規格(mm)表3 類別 風管直徑d或長邊尺寸b 圓形風管矩型風管 (中,底壓 系統) 矩型風管 (高壓系 統) d(b)≤3200.50.50.75 320<d(b)≤4500.60.50.75 450<d(b)≤6300.750
鍍鋅鐵皮風管施工工藝及要求 (2)
格式:pdf
大小:52KB
頁數:5P
4.3
鍍鋅鐵皮風管施工工藝及要求 一、工藝流程 1、風管制作工藝流程 施工準備→切角→調直→壓加強筋→咬口→法蘭成型→折彎→組裝→加固→檢驗 2、風管系統安裝流程 施工準備→支吊架制作→支吊架安裝→風管連接安裝→部件安裝→漏光及漏風檢測→復合檢 驗 二、施工要點 1、風管制作 風管制作安裝前,必須到現場實測核對圖紙,對各規格型號風管及配件進行匯總記錄,然 后進行制作。合格標準按《通風與空調工程施工質量規范gb50243-2002》標準執行。 鋼板風管板材厚度(mm) 三、風管安裝 按照設計圖紙,結合現場綜合布置定位安裝,風管連接螺栓應為鍍鋅材料,風管直徑或長 邊≤1000mm吊桿規格為m8mm,大于1000mm則為m10mm。 防火閥、調節閥等部件安裝應設獨立支吊架,法蘭之間應有墊料,防排煙風管法蘭墊料應 選用不然材料。 風管水平安裝,直徑或長邊尺寸小于等于400
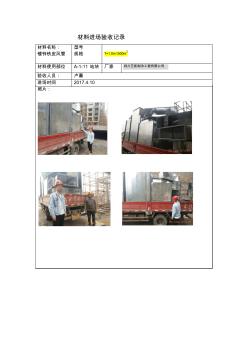
4.10鍍鋅鐵皮風管進場
格式:pdf
大小:520KB
頁數:1P
4.7
材料進場驗收記錄 材料名稱: 鍍鋅鐵皮風管 型號 規格?=1.0m1500m 2 材料使用部位a-1-11地塊廠家四川藝凱制冷工程有限公司 驗收人員:盧豪 進場時間2017.4.10 照片:

 鍍鋅鐵皮風管厚度規范表
鍍鋅鐵皮風管厚度規范表 鍍鋅鐵皮風管厚度規范表
格式:doc
大小:43KB
頁數:4P
4.9
本文將詳細介紹建設工程領域中鍍鋅鐵皮風管厚度的規范表,包括各種類型的風管和相關規范要求。通過本文,讀者將了解到如何選擇合適的風管厚度以確保建筑物的通風系統運行正常。
鍍鋅鐵皮風管厚度允許偏差規范 鍍鋅鐵皮風管厚度允許偏差規范
格式:doc
大小:72KB
頁數:5P
4.6
本文將詳細介紹建設工程領域中鍍鋅鐵皮風管厚度允許偏差的規范要求。通過了解這些規范,可以確保風管的質量和安全性,提高建筑工程的整體品質。
鍍鋅鐵皮風管多少錢一平方 
鍍鋅鐵皮風管施工工藝及要求教學提綱
格式:pdf
大小:53KB
頁數:7P
4.7
鍍鋅鐵皮風管施工工 藝及要求 精品文檔 收集于網絡,如有侵權請聯系管理員刪除 鍍鋅鐵皮風管施工工藝及要求 一、工藝流程 1、風管制作工藝流程 施工準備→切角→調直→壓加強筋→咬口→法蘭成型→折彎→組裝→加固→檢驗 2、風管系統安裝流程 施工準備→支吊架制作→支吊架安裝→風管連接安裝→部件安裝→漏光及漏風檢測→復合檢驗 二、施工要點 1、風管制作 風管制作安裝前,必須到現場實測核對圖紙,對各規格型號風管及配件進行匯總記錄,然 后進行制作。合格標準按《通風與空調工程施工質量規范gb50243-2002》標準執行。 鋼板風管板材厚度(mm) 三、風管安裝 風管直徑d 或長邊尺寸b 類別 圓形風管 矩形風管除塵系統 風管中、低壓系統高壓系統 d(b)≤3200.50.50.751.5 320<d(b)≤450o.60.60.751.5 450<d(b)
鍍鋅鐵皮風管制作(20200928192342)
格式:pdf
大小:101KB
頁數:9P
4.8
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有關專業 圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應及時與設計和 有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現行國家 標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼板和鋼帶》gb710 的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應不小于 100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518的規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、調平機、 卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液壓鉗釘
彩鋼板消聲復合風管與傳統鍍鋅鐵皮風管的比較表相關
文輯推薦
知識推薦
百科推薦


職位:雙證監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


