

基于伺服控制技術的注塑機自動門研究
格式:pdf
大小:163KB
頁數:3P
人氣 :59
 4.5
4.5
介紹一種基于伺服控制技術的新型注塑機自動門,通過伺服驅動器和伺服電機實現自動門的伺服閉環控制,整個控制過程采用S曲線加減速運動控制算法,能夠實現柔性無沖擊開關門、開門距離可設置、關門卡住能自動停止等功能。



注塑機廠家排名_注塑機公司_注塑機品牌
格式:pdf
大小:45KB
頁數:5P
注塑機廠家排名_注塑機公司_注塑機品牌 近年來,中國塑料工業的快速發展推動了注塑機產業的極大進步。伴隨著歐、美、日、韓等 諸多國際知名注塑機品牌的進入,以及中國注塑機公司的快速崛起,市場競爭也日趨激烈。 整體來講,國內注塑機品牌占有率更高。 1。歐洲機器,大概有,恩格爾engel(奧地利)耐司特netstal(瑞士)德國的有很多,巴頓 菲爾battenfeld,克羅斯瑪菲(krauss-maffei),德瑪格demag,米拉克郎milacron,雅寶 (arburg),新德多(意大利)boy專長是生產高精度的小機器,精度能夠達到0。0009克, 是在德國展出的。remu,sig。哈斯基husky主要是以熱流道最為前沿,但是它包攬了可口 和百事的生產系統,曾經是最大的注塑機8000噸的生產商,很不錯的牌子,加拿大的企業, 在上海有工廠。還有辛辛那提c
電液伺服系統在注塑機節能改造中的應用研究
格式:pdf
大小:561KB
頁數:4P
中國是注塑制品生產大國,國內注塑企業廣泛使用的傳統液壓系統式注塑機存在較高的能耗損失.近年來國家高度重視節能減排工作,對國內高能耗企業施行積極的節能政策導向,為推行節能改造提供了良好的環境基礎.文章采用電液伺服系統對傳統注塑機進行節能改造取得了較好的節能效果,對企業減少成本和節能減排工作具有良好的積極意義.
編輯推薦下載
電液伺服系統在注塑機節能改造中的應用研究
格式:pdf
大小:2.3MB
頁數:4P
4.4
中國是注塑制品生產大國,國內注塑企業廣泛使用的傳統液壓系統式注塑機存在較高的能耗損失。近年來國家高度重視節能減排工作,對國內高能耗企業施行積極的節能政策導向,為推行節能改造提供了良好的環境基礎。文章采用電液伺服系統對傳統注塑機進行節能改造取得了較好的節能效果,對企業減少成本和節能減排工作具有良好的積極意義。
 注塑機料筒溫度先進控制的研究與應用
注塑機料筒溫度先進控制的研究與應用 注塑機料筒溫度先進控制的研究與應用
格式:pdf
大小:716KB
頁數:4P
4.5
針對注塑機料筒溫度對象多變量、非線性、強耦合、時變等特點,通過機理分析,建立了塑料熔化過程的數學模型結構,采用帶遺忘因子的遞推最小二乘辨識技術在線辨識模型參數。利用該模型,設計了預測函數控制器,通過預測函數控制器與專家控制相結合得到注塑機料筒溫度的先進控制系統。應用結果表明,該先進控制系統比模糊控制具有更好的控制效果。
伺服控制技術的注塑機自動門研究熱門文檔
注塑機械手振動控制研究 注塑機械手振動控制研究
格式:pdf
大小:3.0MB
頁數:4P
4.6
注塑機械手是對塑料加工生產進行自動控制,使其按照預定要求輸送制品或操持工具進行生產操作的自動化生產設備。在實際工作過程中,注塑機械手在低頻率下會產生劇烈的振動,影響機械手的工作精確度。本文應用有限元重點對機械手進行模態分析、諧響應分析,并針對實際工況分析瞬態動力學特性。在此基礎上對機械手提出改進設計方案,根據有限元計算結果進行對比分析,優化了機械手結構模型。
注塑機冷卻水選用
格式:pdf
大小:8KB
頁數:3P
4.7
l.一副模具需要的冰水為多少升? 2.所需冰水溫度為多少? 3.需要冷水機嗎?如何進行選配? 4.冰水進出模具的溫差為多少? 5.注塑機的液壓油和料筒喂料段也用冰水來冷卻嗎? 6.對水質應有如何要求?冰水管道要保溫嗎? 一.如何進配冷水機 事實上,一副模具就是一個換熱器,熱量由融熔的塑料傳入模具,再由模具傳入不 斷循環的冷卻介質——冰水中,只有很小一部分進入空氣和注塑機的壓模板。眾所 周知,塑料成型的周期,相當大的部分用于冷卻,有時可占到塑料成型周期80%以 上,因此將冷卻時間控制到最小是絕對必要的。例如,一副模具成型周期一般耍20 秒,如將原來冷卻水塔的水改用冷水機產生的冰水進行冷卻,它可縮短到16秒。盡 管最初選擇配備冷水機造價要高些,但它可使產量提高20%,在長期的生產中,能 取得很大的收益。那么,如何來選擇冰水能量呢?從上面我們即可知道,它與成型 材料的比熱容、熔膠時的
注塑機操作規程
格式:pdf
大小:139KB
頁數:6P
4.6
衡水宇騰汽車零部件有限公司 第1頁共6頁 衡水宇騰汽車零部件有限公司 文件編號ytjs-001 編制 注塑機操作規程 審核 批準 注塑機操作規程 操作者必須明白,認真執行注塑機的操作規程是生產設備和個人工作安 全的需要,是保證注塑機成型產品質量的必要手段。執行操作中的各項程 序要求,就是對生產設備的最好維護保養。所以,操作工在上崗之前就應 牢記注塑機的操作程序內容,工作中必須認真執行操作規程中規定的各項 程序和要求條件。 1、生產前的準備工作 ①清理生產設備四周環境,不允許存放任何與生產無關的物品。 ②生產設備要進行一次清潔衛生工作,各部位不應有油污及污物。注塑 機的合模部位拉桿和注射座滑動導軌一定要清潔如新,然后涂一層潤滑油。 ③生產使用工具清潔衛生,擺放整齊。 ④檢查各部位的安全保護裝置是否完好。檢查試驗緊急停車時,
注塑機畢業設計題目
格式:pdf
大小:89KB
頁數:17P
4.3
注塑機畢業設計題目 篇一:注塑注射模具殼體專業類畢業設計論文題目有全套圖 紙 畢業設計注塑模具 0.5s穩壓器蓋板沖裁模設計(含全套設計圖紙) a0016畢業設計(論文)-托架沖壓工藝及模具設計(含 全套cad圖紙) a0017畢業設計(論文)-帶料切口連續拉深級進模具設 計(含全套cad圖紙)a0021畢業設計(論文)-卡板級進 模具設計(含全套cad圖紙) a0047畢業設計(論文)-基于無線數傳模塊的遙控小車 電路設計(含全套圖紙)a0108畢業設計(論文)-汽車玻 璃升降器外殼模具設計(含全套cad圖紙) a0115畢業設計(論文)-電池連接板塑料模具設計(含 全套圖紙) a0126畢業設計(論文)-刷座注塑模具設計與工藝分析 (含全套cad圖紙) a0127畢業設計(論文)-手機后蓋注射模工藝及模具設 計(含全套cad圖紙)a014
注塑機保養規定
格式:pdf
大小:8KB
頁數:4P
4.4
注塑機保養規定 一、目的 為規范注塑機的保養工作,特制定本標準 二、適用范圍 適用于對本公司注塑機的保養工作。 三、內容 根據保養計劃及車間實際情況,準備相關零配件,及時對車間機器進行保養,保 養的主要內容及要求如下: (一)機器外觀的保養 1、清理柱架及機架表面的灰塵、油污。 2、擦試機器鈑金表面的灰塵、油污。 3、清理熔膠筒表面的漏料、油污。 (二)安全系統的檢查 1、分別在手動/半自動/全自動三種狀態下測試和檢查緊急停止開關、前安全門吉 制、后安全門吉制是否正常。 2、在手動狀態下檢查機械鎖壓板、擋塊、機械鎖限位尺能否正常使用。 3、前后安全門螺絲、門輪及導軌有無松動。 (三)潤滑系統的檢查 1、機鉸潤滑系統的檢查: (1)清洗機鉸潤滑油箱及入油隔,加注干凈潤滑油。 (2)緊固各油管接頭,檢查是否有漏油現象。 (3)檢查各潤滑點是否有潤滑油溢出。 2、潤滑脂系統的檢查: (
伺服控制技術的注塑機自動門研究精華文檔
注塑機常用英語
格式:pdf
大小:24KB
頁數:3P
4.6
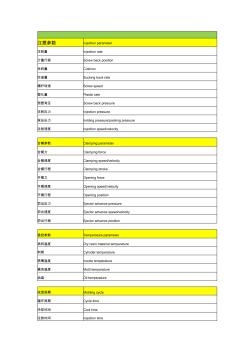
注塑參數injectionparameter 注射量injectionrate 計量行程screwbackposition 余料量cushion 防誕量suckingbackrate 螺桿轉速screwspeed 塑化量plasticrate 預塑背壓screwbackpressure 注射壓力injectionpressure 保壓壓力holdingpressure/packingpressure 注射速度injectionspeed/velocity 合模參數clampingparameter 合模力clampingforce 合模速度clampingspeed/velocity 合模行程clampingstroke 開模力openingforce 開模速度openingspeed/velocity 開模行程

注塑機日常點檢表
格式:pdf
大小:73KB
頁數:1P
4.5
文件編號jl-05-04-01 no12345678910111213141516171819202122232425262728293031 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 1 2 3 4、檢查油箱液壓油是否低于最低警戒線,是否添加 確認者(公司主管) 3、月實施情況由公司主管在每月1日完成 4、需數字記錄的必須記錄數值 a、記錄符號:√表示良好×表示異常※當場修好 b、保養人員和主管人員應按時簽字確認 c、本表要求在車間切實落實,實施,如實填寫,有問題立即匯報主管 d、每月一號將上月完成的表單交由公司主管部門存檔,并領取新表單填寫 1、每日上班前半小時內完成日點檢工作,不使用不做點檢并將該天的日期用△圈掉 2、每周最后一個
注塑機計算公式
格式:pdf
大小:16KB
頁數:3P
4.7
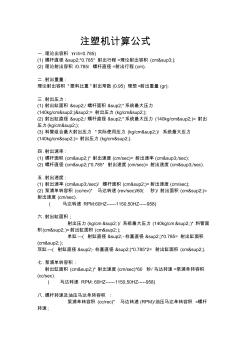
注塑機計算公式 一.理論出容積π/4=0.785) (1)螺桿直徑²*0.785*射出行程=理論射出容積(cm³); (2)理論射出容積/0.785/螺桿直徑=射出行程(cm). 二.射出重量: 理論射出容積*塑料比重*射出常數(0.95)理想=射出重量(gr); 三.射出壓力: (1)射出缸面積²/螺桿面積²*系統最大壓力 (140kg/cm²)²=射出壓力(kg/cm²); (2)射出缸直徑²/螺桿直徑²*系統最大壓力(140kg/cm²)=射出 壓力(kg/cm²); (3)料管組合最大射出壓力*實際使用壓力(kg/cm²)/系統最大壓力 (140kg/cm²)=
托盤注塑機課程設計
格式:pdf
大小:1.5MB
頁數:26P
4.8
i 閩南理工學院 minnanuniversityofscienceandtechnology 課程設計 課題名稱:塑料托盤注射模設計 系別:光電與機電工程系 專業:材料成型及控制工程 學生姓名:性別:男 學號:班級:1020161 指導教師:鄭森偉職稱: 年月日 ii 摘要 本次畢業設計課題來源于生活,應用廣泛,但成型難度較大,模具結構較為復雜, 對模具工作人員是一個很好的考驗。它能加強了對塑料模具成型原理的理解,同時鍛煉 對塑料成型模具的設計和制造能力。本次設計以注射油壺蓋模具為主線,綜合了成型工 藝分析,模具結構設計,最后到模具零件的加工方法,模具總的裝配等一系列模具生 產的所有過程,能很好的學習致用的效果,在設計該模具的同時總結了以往模具設計的 一般方法、步驟,模具設計中常用的公式、數據、模具結構及零部件,把以前學過的基

注塑機操作說明
格式:pdf
大小:2.9MB
頁數:9P
4.5
注塑成型操作流程資料1 1 注塑機操作流程 四川理工學院機械學院材控系胡勇編制 第一部分參數設置 1.注塑成型機的工作循環周期圖 2.注塑機結構 注塑成型操作流程資料1 2 3.注塑機控制面板 注塑成型操作流程資料1 3 1.狀態顯示畫面 2.開關模參數設置顯示畫面 注塑成型操作流程資料1 4 3.射膠參數設置顯示畫面 4.熔膠抽膠參數設置顯示畫面 5.脫模參數設置顯示畫面 注塑成型操作流程資料1 5 6.調模參數設置顯示畫面 7.溫度參數設置顯示畫面 8.時間參數設置顯示畫面 注塑成型操作流程資料1 6 第二部分操作流程 1.注塑機的動作程序: 噴嘴前進→注射→保壓→預塑→倒縮→噴嘴后退→冷卻→開模→頂出→退 針→開門→關門→合模→噴嘴前進 2.注塑機操作項目: 注塑機操作項目包括控制鍵盤操作、電器控制柜操作和液壓系統操作三個 方面。
伺服控制技術的注塑機自動門研究最新文檔

注塑機畢業論文
格式:pdf
大小:65KB
頁數:12P
4.6
塑料注射成型設備 姓名:xxx i 摘要 注塑機又名注射成型機或注射機。它是將熱塑性塑料或熱固性塑料利用塑料 成型模具制成各種形狀的塑料制品的主要成型設備。分為立式、臥式、全電式。 注塑機能加熱塑料,對熔融塑料施加高壓,使其射出而充滿模具型腔。 本文主要對注塑機的優缺點、發展狀況和前景做了比較詳細的介紹。 關鍵詞:注塑機、簡介、工作原理、優點、缺點、現狀、前景 ii 目錄 摘要................................................................i 目錄..............................................................ii 第1章塑料注射成型簡介.........................................-1- 第

注塑機保養周期表
格式:pdf
大小:33KB
頁數:1P
4.6
序號12345678910111213141516171819202122232425262728293031 1 2 3 4 5 6 7 8 序號注塑機月保養項目123456789101112一二三四 1檢查安全門及控制開模與鎖模動作行程開關控制桿是 否穩固 2檢查電器元件的接線是否松動 3油箱,液壓油是否干凈 4檢查電子板數控部分的線性比例 序號 1 2 3 4 5 注塑機安全門及其擋塊是否正常 注塑機馬達是否有異常噪聲 注塑機油溫是否在20℃~50℃之間 注塑機潤滑油油量是否足夠 注塑機:# 注塑機日保養項目 日期:年月 注塑機潤滑油路是否漏油 注塑機加熱簡溫度每段是否在±5℃之間 注塑機是否正常動作 注塑機油路是否漏油 序號注塑機季保養項目 1潤

注塑機日常點檢表
格式:pdf
大小:42KB
頁數:2P
4.8
12345678910111213141516171819202122232425262728293031 1 2 3 4 5 6 7 8 9 10 11 12 13 14 良好有問題可用 √△ 故障不可用計劃維修 ×○ 評估: 機臺名稱設備型號 油泵有無異常噪音 液壓油是否足量 加熱電路工作是否正常 機臺與模具射咀是否緊密配合 機械運動時有無異常噪音 液壓油油溫是否正常 注塑機日常點檢表 機臺是否清潔 安全桿調節是否合理 模具是否牢固的安裝在機臺上 點檢日期 文件編號設備編號 點檢內容no 前后緊急安全掣是否正常 油路系統是否漏油 固定螺絲是否松動 點 檢 標 識 簽 名 點 檢 人 確 認 人 潤滑是否正常 料筒冷水環是否正常 備注:此表與機器設備維修保養卡配套使用。
注塑機變頻節能 注塑機變頻節能
格式:pdf
大小:124KB
頁數:2P
4.6
注塑機使用變頻器可大幅節能,但也會遇到生產效率降低等問題。文章從注塑機的工作過程探討注塑機節能的可能性,傳統的注塑機采用定量泵供油,而注塑過程動作是間隙性的,因此壓力油至少有50%左右被溢流回油箱。對注塑機進行變頻節能改造,使原有定量泵成為節電型變量泵,節能效率高達25%~60%。對于生產效率降低的問題,采用注塑機專用變頻器在工藝段轉換前給出一個電機加速的信號,消除工藝段之間切換的速度響應時間延遲,解決注塑機安裝變頻器后生產周期延長和壓力不夠的問題。對于安裝變頻器后對注塑機控制系統的干擾,采用在變頻器的輸入輸出端加裝感抗濾波器、良好的接地等辦法解決。
全電動注塑機的控制技術研究 全電動注塑機的控制技術研究
格式:pdf
大小:193KB
頁數:2P
4.7
為了將節能環保政策落實到實處,我國的塑料制品行業正面臨空前的技術改革,大量的精密儀器被應用到塑料制品生產中以提高塑料制品的質量,全電動注塑機逐漸走進人們的視野。全電動注塑機將數控技術和伺服系統改進結合,并將數控技術作為整個設備的技術核心。本文從主要分析了全電動注塑機的新型控制技術包括頂出過程的控制、臺模過程的控制、注射過程的控制3個方面。
注塑機自動門的原理及使用 注塑機自動門的原理及使用
格式:pdf
大小:103KB
頁數:未知
4.3
注塑機是塑料加工工業中使用量最大的加工機械,它是將熱塑性塑料或熱固性材料利用塑料成型模具制成不同形狀的塑料制品的主要成型設備。在實際的塑料加工工業中,注塑機一方面可以直接生產大量的產品,另一方面注塑機還是組成注拉吹工藝的重要設備。注塑機自動門作為注塑機的重要組成部分之一,自動門的穩定運行是保證注塑機正常工作的關鍵。本文通過研究注塑機自動門的工作原理,探討如何在使用中保證注塑機自動門的正常運行,為注塑機的穩定生產提供保障。
復合管注塑機自動檢測裝置應用 復合管注塑機自動檢測裝置應用
格式:pdf
大小:375KB
頁數:1P
4.7
鑒于鋼骨架塑料復合管的鋼絲網在其焊接過程中,經常出現斷絲停產現象,設計了自動檢測裝置,可及時發出斷絲報警,避免產生堆絲或造成更嚴重的結果。
注塑機的節能控制與改造
格式:pdf
大小:2.2MB
頁數:1P
4.8
國家在節能減排方面的管控措施已經比較嚴格;注塑機是塑料加工行業中的關鍵設備;我國目前的機械加工技術可靠性、穩定性不是很理想;在產品生產過程會產生一定的報廢產品;加工的效率也不高;設備能耗較大;設備的操作加工過程簡單.所以注塑機加工過程中對壓力輸出的方式還需要不斷的完善、設計和改造;降低設備在加工過程中每個流程的能耗;降低設備在加工過程中每個動作消耗的原料;減小整個設備的運行功率;加強設備的加工精度和速度.
伺服控制技術的注塑機自動門研究相關
文輯推薦
知識推薦
百科推薦

職位:專業監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


