

磁粉檢測〖十六種檢驗方法作業指導書之3〗
格式:pdf
大小:240KB
頁數:22P
人氣 :59
 4.6
4.6
□□□□□□□□工程公司企業標準 Q/ YS Q/YSI.662-2006 磁粉檢測方法 2006-XX-XX發布 2006-XX-XX實施 □□□□□□□□工程公司標準化委員會 發 布 目 次 前 言 .????????????????????????????? ..?????????? Ⅱ 1 范圍?????????????????????????????? ..???? ..???? .1 2 引用文件 ??????????????????????? .??????? .??????? 1 3 術語和定義 ???????????????????????????????????? ..1 4 職責?????????????????????????????? .?? ..?? .?? .?? .1 5 工作程序 ????????????????????????????? .?



2019磁粉檢測〖十六種檢驗方法作業指導書之3〗
格式:pdf
大小:195KB
頁數:22P
□□□□□□□□工程公司企業標準 q/ys q/ysi.662-2006 磁粉檢測方法 2006-xx-xx發布2006-xx-xx實施 □□□□□□□□工程公司標準化委員會發布 q/ys1.662—2006 2 目次 前言.?????????????????????????????..??????????ⅱ 1范圍??????????????????????????????..????..????.1 2引用文件???????????????????????.???????.???????1 3術語和定義????????????????????????????????????..1 4職責??????????????????????????????.??..??.??.??.1 5工作程序????????????
水泥細度檢驗方法篩析法作業指導書
格式:pdf
大小:20KB
頁數:3P
北京吉友佳檢測技術 有限公司 作業指導書 jyjq/sh003-zd-lmz03 第1頁共2頁 第e版第0次修訂 主題:水泥細度檢驗方法篩析法頒布日期:2015年09月15日 水泥試驗篩的標定方法 1.檢測依據: 《水泥細度檢驗方法篩析法》gb/t1345-2005 2.目的與適用范圍: 本方法適用于水泥試驗篩的標定。 3.檢測環境: 溫度要求20℃±2℃,濕度要求≥50% 4.儀具與材料: ①天平:分度值0.01g。 ②負壓篩析儀:4000pa-6000pa。 ③0.08mm方孔篩。 5.方法與步驟: 5.1試樣 符合gsb14-1511要求,或相同等級的標準樣品。 5.2試驗步驟 ①將水泥標準樣品裝入干凈的密閉廣口瓶中,蓋上蓋子搖動2分鐘。靜置2分
編輯推薦下載
水泥膠砂強度檢驗方法作業指導書
格式:pdf
大小:567KB
頁數:9P
4.6
水泥膠砂強度檢驗方法(iso法) 1試驗室和設備儀器 1.1試驗室 試體成型試驗室的溫度應保持在20℃土2℃,相對濕度應不低于50%。 試體帶模養護的養護箱或霧室溫度保持在20℃±1℃,相對濕度不低于90%。 試體養護池水溫度應在20℃±1℃范圍內。 試驗室空氣溫度和相對濕度及養護池水溫在工作期間每天至少記錄一次。、 養護箱或霧室的溫度與相對濕度至少每4h記錄一次,在自動控制的情況下記錄次數可以酌 減至一天記錄二次。在溫度給定范圍內,控制所設定的溫度應為此范圍中值。 1.2設備 1.2.1總則 設備中規定的公差,試驗時對設備的正確操作很重要。當定期控制檢測發現公差不符時,該 設備應替換,或及時進行調整和修理。控制檢測記錄應予保存。對新設備的接收檢測應包括 本標準規定的質量、體積和尺寸范圍,對于公差規定的臨界尺寸要特別注意。有的設備材質 會影
礦粉檢測作業指導書
格式:pdf
大小:58KB
頁數:8P
4.6
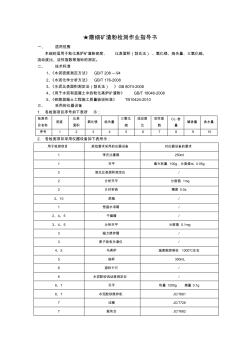
★磨細礦渣粉檢測作業指導書 一、適用范圍 本細則適用于粒化高爐礦渣粉密度、比表面積(勃氏法)、氧化鎂、燒失量、三氧化硫、 流動度比、活性指數等指標的測定。 二、技術標準 1、《水泥密度測定方法》gb/t208—94 2、《水泥化學分析方法》gb/t176-2008 3、《水泥比表面積測定法(勃氏法)》gb8074-2008 4、《用于水泥和混凝土中的粒化高爐礦渣粉》gb/t18046-2008 5、《鐵路混凝土工程施工質量驗收標準》tb10424-2010 三、采用的儀器設備 1.各檢測項目序號如下表所示: 檢測項 目名稱 密度 比表 面積 氧化鎂燒失量 三氧化 硫 流動度 比 活性指 數 cl-含 量 堿含量含水量 序號12345678910 2.各檢測項目采用儀器設備如下表所示: 用于檢測項目規范要求采用的儀器設備
磁粉檢測檢驗方法作業指導書熱門文檔

消防檢測方法作業指導書
格式:pdf
大小:689KB
頁數:46P
4.3
目錄 6.火災自動報警系統...............................................................................................................1 7.機械加壓送風系統...............................................................................................................7 8.機械排煙系統.......................................................................................................................9 9.氣體滅火系統...
蒸壓灰砂磚實驗方法作業指導書
格式:pdf
大小:38KB
頁數:5P
4.5
1 1、總則 制定蒸壓灰砂磚試驗指導書的目的是規范試驗操作過程并對檢驗結果作出正確的 評價,確保試驗檢測數據的科學、有效。 2、相關標準 《砌墻磚試驗方法》gb/t2542—2003 《蒸壓灰砂磚》gb11954—1999 3、適用范圍 本實驗方法適用于以石灰和砂為主要原料,允許摻入顏料和外加劑,經坯料制備、壓制成 型、蒸壓養護而成的實心灰砂磚。 4、組批原則及取樣規定 同類型的灰砂磚每10萬塊為一驗收批,不足10萬也按一批計,每一驗收批隨機抽取試 樣一組10塊﹙抗壓5塊,抗折5塊﹚ 抽樣數量應按表1進行。 表1抽樣數量 項目抽樣數量 尺寸偏差和外觀質量50(n1=n2=50) 抗壓強度5 抗折強度5 規格及實驗項目 4.1規格 磚的外觀為直角六面體。磚的公稱尺寸為長度240mm,寬度115mm,高度53mm。生 產其他規格尺寸產品
噴塑檢驗作業指導書
格式:pdf
大小:13KB
頁數:1P
4.8
技術標準頁碼/頁數:第1頁共1頁 擬制: 噴塑檢驗作業指導書 版次/修改:a0 批準:制作日期: 日期:修改日期: 1.目的 使檢驗人員按檢驗指導書規定的內容、方法和要求進行檢驗,保證檢驗工作 的規范性,有效地防止錯檢、漏檢等現象發生。 2.適用范圍 適用于公司所有的噴涂產品檢驗 3.職責 pqc:對產品100%檢驗,對不合格產品標識,并做記錄 qa:負責對不合格產品的標識、隔離,跟蹤 qa技術員:負責生產過程出現批量性問題,組織相關部門進行評審和處 置工作 4.等級面劃分 a面:用戶在使用經常看到和十分介意的表面,如:正視外觀面 b面:除去a面的所有表面 5.檢驗條件 a光源要求:室內高效能日光燈(照明度約為1000流明)。 b目測距離:正常視力在自然光或日光燈下距產品30cm處觀測,若發 現不良,移至1m
沖壓件檢驗作業指導書
格式:pdf
大小:32KB
頁數:2P
4.8
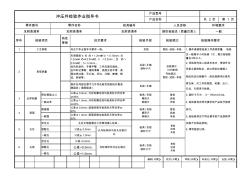
自檢頻次: 100%全檢 專檢頻次: 首檢-巡檢-末檢 目視/手感 檢具/目視 楔形尺 鋼板尺 首檢 巡檢 末檢 密封搭接止口 一般邊界 制件任何部位都不允許存在能目測到的開裂或 隱裂紋(縮頸痕跡) 表觀質量 邊界輪廓 4 搭接面 定位孔 一般面 裝配孔 一般孔 孔位 定位孔 孔徑 首檢 巡檢 末檢 檢具/目視 游標卡尺 檢具/目視 游標卡尺 實施不合格品控制。 6.填寫檢驗記錄。公差±0.5mm. 首檢 巡檢 末檢 孔對正銷能通過工件順利插入檢具. 孔與檢具標示的孔位相對 比 特性 等級 緊支架,對工件的型面、輪廓、邊口、 孔位、孔徑進行檢測。 相應的定位銷套中;然后按順序壓緊夾 毛刺高度h:當δ<1.2mm時,h<0.15mm;當 1.2mm≤δ≤2.0mm時,h<0.2mm;當δ> 2.0mm時;h<0.3mm。 拉傷和劃傷:手感平整,工件反面無暗紋
壓鑄件檢驗作業指導書
格式:pdf
大小:132KB
頁數:8P
4.8
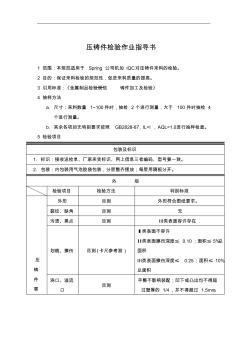
壓鑄件檢驗作業指導書 1范圍:本規范適用于spring公司機加iqc對壓鑄件來料的檢驗。 2目的:保證來料檢驗的規范性,促進來料質量的提高。 3引用標準:《金屬制品檢驗規范鑄件加工及檢驗》 4抽樣方法 a.尺寸:來料數量1~100件時,抽檢2個進行測量,大于100件時抽檢4 個進行測量。 b.其余各項如無特別要求按照gb2828-87,il=i,aql=1.0進行抽樣檢查。 5檢驗項目 包裝及標識 1.標識:接收送檢單、廠家來貨標識、網上信息三者編碼、型號要一致。 2.包裝:內包裝用氣泡膠袋包裝,分層整齊擺放;每層用隔板分開。 外觀 檢驗項目檢驗方法判別標準 壓 鑄 件 零 外形目測外形符合圖紙要求。 裂紋、缺角目測無 污漬、黑點目測ⅲ類表面容許存在. 劃痕、擦傷目測(卡尺參考測) ⅰ類表面不容許 ⅱ類表面擦傷深度≤
磁粉檢測檢驗方法作業指導書精華文檔
水泥檢驗作業指導書
格式:pdf
大小:101KB
頁數:6P
4.5
指導書編號操作者實驗員頁數1/6 序號項目內容 1 目的為了更好地指導水泥檢測實驗,減少試驗偏差,提高數據準確度更好地指導 混凝土的生產控制過程 2 范圍適用于通用硅酸鹽水泥檢測 3依據 《通用硅酸鹽水泥》gb175 《水泥取樣方法》gb/t12573 《水泥標準稠度用水量、凝結時間、安定性檢驗方法》gb/t1346 《水泥膠砂強度檢驗方法》gb/t17671 《水泥細度檢驗方法、篩析法》gb/t1345 4 準備 1.試驗環境 試驗間溫度20±2℃,相對濕度小于50%,養護箱溫度20±1℃,相對濕度小 于90%,養護水溫度20±1℃ 2.機具準備 水泥凈漿攪拌機:符合jc/t729的要求 行星式水泥攪拌機:符合jc/t681的要求 試模:應符合jc/t726的要求 振實臺:應符合jc/t682的要求 抗折強度試驗機:應符合
成品檢驗作業指導書
格式:pdf
大小:1.1MB
頁數:4P
4.5
文件編號ty-wi/qc07 中山市天裕彩印有限公司 成品檢驗作業指導書 制定日期2010年1月1日 版本號a0生效日期2010年1月1日 更改號0頁碼第1頁共4頁 1.目的 規范成品品管員檢驗作業標準,提高品管員質量管理水平,更好的控制產品質量。 2.適用范圍 適用于成品品管員檢驗的作業方法和規范。 3.職責 品管部課長負責本指導書的制定,培養合格的成品檢驗人員,組織實施和監督執行。 品管部成品全檢打包組品管員負責按本作業指導書執行全檢、打包和品質異常的判定。 4.作業內容和規范: (一)卡紙類/說明書類檢驗項目,標準與方法: 檢驗項目步驟檢驗標準 缺點判定 使用工具備注 matmin 1.規格尺寸以樣品或工程圖紙為準,量測5pcs允許公差為±1mm。√卷尺首件時量測 2.印刷顏色材 質及內容檢查 a、核對品名、料號、文字內
性能檢驗作業指導書
格式:pdf
大小:24KB
頁數:1P
4.6
威孚天時公司 性能檢驗操作指導書 編號wfts-3b-06-008 版本00 頁碼1 產品pl、iw 項目檢驗要領及規格 1、檢查方式 2、抽樣方案 3、檢查項目 4、不合格品 判定及處理 5、檢查記錄 1-1 1-2 1-3 2-1 2-2 2-3 3-1 3-2 4-1 4-2 5-1 5-2 5-3 檢查方式:按噴油泵總成控制計劃分首檢、隨機抽檢。 首檢:對過程參數的校對,對員工作業準備檢查由專職檢驗員核對并以首檢 形式展開檢驗工作。 抽檢:首檢結束后必需對每批產品進行抽查。 采用隨機抽樣辦法,并結合實際情況可采用放寬檢驗或加嚴檢驗(多次抽樣 或序貫抽樣) 正常抽檢比例: iw、pl-------25臺抽1臺; 根據以上抽樣比例總體原則,針對員工質量狀況或每天不同時間段發生質量 問題概率,也可

玻璃檢驗作業指導書
格式:pdf
大小:81KB
頁數:4P
4.8
深圳市智美達科技有限公司 zmodotech.corp.ltd,. 文件編號zqc-3-wi-004 版本a/00 文件名稱玻璃檢驗作業指導書 頁碼第1頁共5頁 生效日期2011年5月31日 修訂履歷表 版次修訂日期內容 a/002011-5-23初次發行 批準/日期審核/日期制定/日期 深圳市智美達科技有限公司 zmodotech.corp.ltd,. 文件編號zqc-3-wi-004 版本a/00 文件名稱玻璃檢驗作業指導書 頁碼第2頁共5頁 生效日期2011年5月31日 1.0目的 為保證進料的的質量、規格等符合本公司的要求,提供良好的物料,滿足客戶的要求和生產需要,特制定本標 準。 2.0適用范圍 本檢驗標準適用于所有雙玻玻璃、鏡頭玻璃、外協加工玻璃
電梯檢驗作業指導書
格式:pdf
大小:111KB
頁數:35P
4.3
電梯檢驗作業指導書 zft-wt-ag-07-2010 編制 審核 批準 浙江飛亞電梯有限公司 2010年8月20日 電梯檢驗作業指導書 1.適用范圍 本細則適用于在用電力驅動的曳引式電梯(防爆電梯、消防員電梯、雜物電 梯除外)的安裝、改造、重大維修施工檢驗。 2.檢驗依據 《電梯制造與安裝安全規范》gb7588-2003 《電梯監督檢驗和定期檢驗規則—曳引與強制驅動電梯》tsgt7001-2009 3檢驗性質 電梯施工檢驗是電梯生產單位對執行相關法規標準規定、落實安全責任,開 展為保證和自主確認電梯安全的相關工作質量情況的自行檢驗。電梯生產單位的 檢驗記錄或者報告中的結論,是對設備安全狀況的綜合判定。 4.檢驗基本規定 施工單位應當按照設計文件和標準的要求,對電梯機房(或者機器設備間)、 井道、底坑等涉及電梯施工的土建工程進行檢查,對電梯制造質量(包括零部
磁粉檢測檢驗方法作業指導書最新文檔
電鍍檢驗作業指導書
格式:pdf
大小:51KB
頁數:4P
4.6
編號:ksw-qaw-04 版本:a版發行日期:2017-01-01 電鍍檢驗指導書 修訂:0次生效日期:2017-01-01 共4頁第1頁 文件修訂頁 序號版本修訂日期條款修訂內容修訂者 1a02016-12-07/新修訂 制定:審核:核準: 編號:ksw-qaw-04 版本:a版發行日期:2017-01-01 電鍍檢驗指導書 修訂:0次生效日期:2017-01-01 共4頁第2頁 1、目的 規范檢驗操作,發現、控制不良品,防止批不良品輸入下道工序。同時給檢驗工作提供引導及接收標準。 2、范圍 適用于進料、外協制品回廠、成品的檢驗接收及顧客退貨的挑選檢驗。 3、定義 3.1a面:指電鍍件正面(在使用過程中能直接看到的表面)。 3.2b面:指電鍍件四側邊(需將電鍍件偏轉45~90°才能看到
理化檢驗作業指導書
格式:pdf
大小:417KB
頁數:13P
4.6
焊接工藝評定理化試驗的取樣規程 1、規范性引用文件 下列文件中的條款通過本作業指導書引用而成為本作業指導書的條款。凡是注日期的 引用文件,其隨后所有的修改單或修訂版均不適用于本標準,按其最新版執行。 gb/t20066-2006《剛和鐵化學成分測定用試樣的取樣和制樣方法》 gb/t2975-1998《鋼及鋼產品力學性能試驗取樣及試樣制備》 gb/t222-2006《鋼的成品化學成分允許偏差》 gb/t228-2002《金屬材料室溫拉伸試驗方法》 gb/t229-2007《金屬材料夏比擺錘沖擊試驗方法》 gb/t232-1999《金屬材料彎曲試驗方法》 gb/t4338-2006《金屬材料高溫拉伸試驗方法》 gb/t6396-1995《復合板力學及工藝性能試驗方法》 gb/t4334-2008《金屬和合金的腐蝕不銹鋼晶間腐蝕試驗方法》 jb4708-2000《鋼

IQC檢驗作業指導書 (2)
格式:pdf
大小:1.0MB
頁數:60P
4.8
沿海集團公司 iqc檢驗作業指導書 文件編號: 零件名稱電機零件代號物料規格 抽樣 標準 gb2828-87 抽樣水平 普通檢驗 水平ii合格質量水平 aql值 abc 材質01.02.5 檢驗項目檢驗方法 及工具 不合格類別 外 觀 檢 查 1、各固定位松動/脫落; 2、各線端假焊/脫落/松動; 3、線圈繞組松動; 4、轉子過緊/轉動困難; 5、各螺孔無螺紋/牙紋不良; 6、外端引出線過短; 7、電刷不得露出整流子表面,且離鉤頭的最近距離 應大于1.0mm,電刷在刷盒內應無卡死或過緊現 象。 8、刷盒不得有碰鉤現象和刷盒不良現象。 9、含油軸承無松脫現象。 目 測 直尺 游標卡尺 性 能 檢 查 1、外部結構尺寸符合圖紙要求/疊厚為28mm/后端 支架長26.5mm/前端支架長14.5mm/螺牙底到支 架
鋼筋檢驗作業指導書
格式:pdf
大小:149KB
頁數:10P
4.7
鋼筋檢驗作業指導書 1術語、定義 1.1熱軋光圓鋼筋: 經熱軋成型,橫截面通常為圓形,表面光滑的成品鋼筋。 1.1.1牌號構成 由hpb+屈服強度特征構成。 1.2熱軋帶肋鋼筋: 帶肋鋼筋:橫截面通常為圓形,且表面帶肋的混凝土結構用鋼材。 縱肋:平行與鋼筋軸線的均勻連續肋。 橫肋:與鋼筋軸線不平行的其它肋。 月牙肋鋼筋:橫肋的縱截面呈月牙形,且與縱肋不相交的鋼筋。 1.2.1牌號構成 普通熱軋鋼筋:由hrb+屈服強度特征構成。 細晶粒熱軋鋼筋:由hrbf+屈服強度特征構成。 1.3冷軋帶肋鋼筋: 熱軋圓盤條經冷軋后,在其表面帶有沿長度方向均勻分布的三面或二面橫肋 的鋼筋。 1.3.1牌號構成 由crb+鋼筋的抗拉強度最小值構成。 1.4冷軋扭鋼筋: 低碳鋼熱軋圓盤條經專用鋼筋冷軋扭機調直、冷軋并冷扭(或冷滾)一次成 型具有規定截面形式和相應節距的連續螺旋狀鋼筋。
產品檢驗作業指導書
格式:pdf
大小:63KB
頁數:4P
4.6
江門市好年華電器制造有限公司 文件編號:hnh-wi-0003 修改狀態: 產品檢驗作業指導書頁碼:第1頁共3頁 1.目的: 在生產過程中的產品以及成品入庫前進行檢驗,防止不合格產品出廠. 2.職責 檢驗員按照規定的作業方法和作業程序對所有產生過程中的產品進行檢驗,以及成品批量作入庫前 抽檢,對過程檢驗和成品抽檢的結果作出判定,并填寫有關檢驗報表. 3.工作方法: 生產過程中的產品在流水線上設檢驗員直接對產品進行檢驗,已經生產出來的成品按指定批次成品 中進行隨機抽樣,將不良品數量進行分類并統計,對照允,拒收數判斷該批是否合格,并對已確認結果 的成品進行檢驗狀態標識,監督已標識成品的流向,避免產生混亂. 3.1成品的抽樣依據: 引用gb2828-2003標準,正常檢驗,單次抽樣普通ⅱ級水平檢驗. 注:本標準只
進料檢驗作業指導書
格式:pdf
大小:81KB
頁數:5P
4.6
進料檢驗作業指導書 文件類型:作業指導書 文件編號: 編制: 審核: 批準: 發布日期:生效日期: 文件修改記錄 修改日期修改內容摘要生效日期批準人備注 xxxxxxxxxxxxxxxx文件編號 作業指導書 版本d 頁碼第2頁共3頁 文件名稱進料檢驗作業指導書發布日期2013-11-02 1.目的 規范進料檢驗過程,以便簡化各類檢驗標準,使iqc更明確工作職責和作業程序,預防 不合格零部件的非預期使用和發送客戶。 2.適用范圍 由本公司采購用于生產或產品品質有關的原材料均包括在內,同時也包括客供料和其它 零部件的管理。 3.術語和定義 iqc(incomingqualitycontrol):進料檢驗; sqe(supplierqualityengineer):供貨商品質管理工程師; mrb(materialr

碎石檢驗作業指導書
格式:pdf
大小:34KB
頁數:4P
4.7
碎石檢驗作業指導書 1目的 正確檢測原材料的性能指標,為原材料合格與否的判定,或為設計混凝土配比 提供參數和依據。 2范圍 適用于建筑工程中水泥混凝土及其制品用卵石和碎石,其他工程用卵石和碎 石也可參照本方法執行。 3引用標準 gb/t14685-2001《建筑用卵石、碎石》,tb10210-2001《鐵路混凝土與砌體工程施 工規范》,jgj52-2006《普通混凝土用砂、石質量及檢驗方法標準》等有關規范、標準。 4職責 (1)組織領導:實驗室負責單位委托原材料的檢驗工作,根據試驗員當班情況決定該項 試驗檢驗負責人。 (2)分工實施:試驗員負責試驗中的現場取樣、檢驗、結果反饋;如檢驗結果異常,則 應告知班長,由班長向上一級部門反饋。 (3)報告編寫:由該項試驗指定試驗員負責協助記錄、報告的編寫。 5工作流程 5.1接受原材料委托與下達檢驗任務 實驗室接到《材料試驗委托單》
外觀檢驗作業指導書
格式:pdf
大小:48KB
頁數:3P
4.6
北京永創通達機械設備有限公司 beijingy.c.t.d.packagingmachineryco.,ltd. 外觀檢驗作業指導書 一、目的:規范公司產品外觀檢驗方法及允收標準。 二、適用范圍:所有產品的外觀處理檢驗 三、外觀檢視條件: 1)視力:校正視力1.0以上。 2)目視距離:檢查物距眼睛a級面40㎝,b、c距眼睛一臂遠。 3)目視角度:45度~90度(檢查時產品應轉動)。 4)目視時間:a級面15秒/面,b、c面10秒/面。 四、術語和定義 a級表面:在使用過程中總能被客戶看見的部分。 b級表面:在使用過程中常常被客戶看見的部分。這些表面允許有輕微不良,但是不 致引起挑剔客戶不購買產品。 c級表面:在使用過程中很少被客戶注意到的表面部分。此表面的外觀缺陷應合理而 且不至于給客戶覺得該產品質量不佳。 d級表面:在使用過程中幾乎不被客戶看
2制程檢驗作業指導書
格式:pdf
大小:27KB
頁數:2P
4.3
三層文件 文件編號xxwi-02 版本/修訂a/0 制程檢驗作業指導書 生效日期2014-02-13 頁碼1/2 1.目的 對生產部各車間作業過程中,各階段的質量進行有小管制措施,以有效掌握生產質量, 提高生產效率。 2.適用范圍 對本公司生產車間及工序進行制程檢驗控制均適用。 3.定義 3.1嚴重缺點:功能缺失嚴重,不能達到預期的使用要求的缺陷,用英文字母縮寫“cr” 表示。 3.2重要缺點:功能性缺陷及嚴重內外觀缺陷,用英文字母“maj”表示。 3.3次要缺點:輕微外觀問題,不影響產品功能只缺陷,用英文字母縮寫“min”表示。 4.權責區分 4.1品質部:負責生產制程(首巡、專)檢查,并做出不合格判定及糾正預防措施效果 的跟蹤驗證。 4.2生產部:負責制程自主檢查,不合格品管制及改善。 5.內容 5.1制程檢驗時機 5.1

壓型件檢驗作業指導書
格式:pdf
大小:42KB
頁數:5P
4.5
******公司 ****公司委外壓型件 檢驗指導書 編制:*** 審核:*** 批準:*** ***公司質檢部 ****年**月 1、范圍 本文件為“******”等、壓型工序的全程控制文件。 本文件為通用文件,適用于承擔********等一般壓型件生產。本文件采 用冷壓工藝,后續生產新增特殊壓型件,若工藝發生變化,技術室另行下達 工藝通知。 2、規范性引用文件 2.1gb/t2975-1998《鋼及鋼產品力學性能取樣位置及試樣制備》。 2.2q/sf65-010-2006《鐵道客車鋼板、型鋼下料加工和冷沖壓通用技術條 件》。 2.3q/sf65-006-2006《金屬冷沖壓未注公差》。 3、檢驗依據 3.1各件壓型檢驗,必須依據*****提供產品圖紙和工藝圖紙。生產部提供的 圖紙需經轉向架分廠工藝師確認并在圖紙背面簽字后方可使用。
磁粉檢測檢驗方法作業指導書相關
文輯推薦
知識推薦
百科推薦


職位:化工管道工程師
擅長專業:土建 安裝 裝飾 市政 園林


