

cBN砂輪高速磨削鎳基高溫合金磨削力與比磨削能研究
格式:pdf
大小:409KB
頁數:5P
人氣 :72
 4.7
4.7
磨削力和比磨削能是磨削過程的兩個重要參數,也是制定合理的磨削工藝需要參考的兩個重要因素。采用陶瓷結合劑cBN砂輪、電鍍cBN砂輪以及單層釬焊cBN砂輪[1]進行了高速磨削GH4169高溫合金試驗,研究了磨削力、比磨削能與單顆磨粒最大未變形切屑厚度的關系,并在此基礎上建立了相應的理論公式。研究結果表明,單層釬焊cBN砂輪在高速條件下更適合難加工材料的磨削,同時也驗證了"尺寸效應"的存在及作用。針對磨削力與比磨削能的建模對于高速磨削機理研究與高速磨削工藝優化具有參考價值。



 CBN砂輪高速磨削磨削力分力比實驗研究
CBN砂輪高速磨削磨削力分力比實驗研究 CBN砂輪高速磨削磨削力分力比實驗研究
格式:pdf
大小:973KB
頁數:5P
通過實驗分析了cbn砂輪高速磨削磨削力分力比的變化情況,針對不同的磨削參數對磨削力分力比的影響程度進行研究.結果表明:磨削深度ap的增大、砂輪線速度vs的提高、工作臺速度vw的提高都會使磨削力分力比cf增大.在砂輪狀況對磨削力分力比的影響中,磨粒尺寸小的砂輪磨削力分力比更小.
陶瓷CBN砂輪磨削鎳基鑄造高溫合金K418磨削力研究 陶瓷CBN砂輪磨削鎳基鑄造高溫合金K418磨削力研究
格式:pdf
大小:360KB
頁數:未知
系統開展了陶瓷結合劑cbn砂輪磨削k418的試驗研究,測試了不同砂輪線速度、工件進給速度及切深條件下的磨削力。通過對試驗數據的分析處理,得到上述3個工藝參數對磨削力、力比及磨削比能的影響規律。并擬合出了陶瓷結合劑cbn砂輪磨削基鑄造高溫合金k418時磨削力的經驗公式,該公式估算誤差低于10%。磨削力和力比均隨著工件進給速度、切深和當量磨削厚度的增大而增大,隨砂輪線速度的減小而增大。隨著當量磨削厚度的不斷增加,磨削比能呈下降趨勢。
編輯推薦下載
55鋼CBN砂輪平面磨削的磨削力模型研究 55鋼CBN砂輪平面磨削的磨削力模型研究
格式:pdf
大小:765KB
頁數:5P
4.7
本文建立了基于未變形磨屑厚度的磨削力計算模型。根據55號鋼的cbn砂輪平面磨削實驗,首先采用隨機方向搜索法對切向力模型進行優化擬合,再根據擬合的參數對法向力模型進行優化,得出了cbn砂輪與工件之間的摩擦系數和磨粒頂錐角。分析了摩擦力在磨削力中所占比重的影響因素,結果表明:當切深不變時,隨著vs/vw比值的增加,磨削力以及摩擦力在磨削力中所占的比重均下降,但當磨粒間距增加時,磨削力減小,而摩擦力在磨削力中所占比重增加。
釬焊金剛石砂輪高速磨削氧化鋁的磨削比能研究 釬焊金剛石砂輪高速磨削氧化鋁的磨削比能研究
格式:pdf
大小:375KB
頁數:未知
4.5
采用自制的釬焊金剛石砂輪對氧化鋁陶瓷進行高速磨削試驗研究,重點探討不同磨削參數對磨削比能的影響。結果表明:磨削比能隨砂輪線速度的增大而增大,而隨磨削深度、工件速度和材料去除率的增大而減小;磨削比能與單顆磨粒最大切削厚度有直接的關系;在磨削過程中,大部分磨削能量消耗于金剛石磨粒對陶瓷工件的滑擦與塑性耕犁。
cBN砂輪高速磨削鎳基高溫合金磨削力與比磨削能熱門文檔
鎳基高溫合金綜述
格式:pdf
大小:7KB
頁數:3P
4.7
鎳基高溫合金綜述 鎳基合金應用領域:航空航天,核工程、能源動力、交通運論、油氣開 發、石油化工,海洋工程、治金工業、治金行業?航空發動機和工業 燃氣輪機渦輪葉片等熱端部件的主要用材。目前廣應用于渦輪機的熱 端機部件。渦輪部分的工作葉片導向熱片、渦輪盤、燃燒室等高溫部 件。 鎳基合金性能:高溫合金是以鐵-鎳-鈷為基體的一類高溫結構材料, 可以在600℃以上高溫環境服役,并能承受苛刻的機械應力、高溫合 金具有良好的高溫強度、良好的抗氧化和抗熱腐蝕性能、優異的蠕變 與疲勞抗力、良好的組織穩定性和使用可靠性。適合長時間在高溫下 工作、耐磨蝕。鎳基合金不僅在諸多工業腐蝕環境中具有獨特的抗腐 蝕甚至抗高溫腐使性能,而且具有強度高、塑韌性好,可治煉、鑄造、 冷熱變形、加工成型和悍接等性能。 鎳基合金組成成分:鎳基高溫合金通常含有cr、co、w、mo、re、al、 ti、nb、
鎳基高溫合金制造與應用介紹
格式:pdf
大小:684KB
頁數:5P
4.7
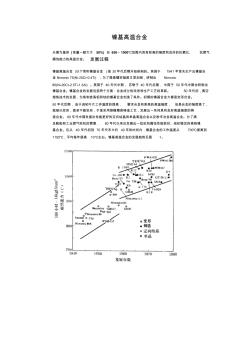
鎳基高溫合金 以鎳為基體(含量一般大于50%)在650~1000℃范圍內具有較高的強度和良好的抗氧化、抗燃氣 腐蝕能力的高溫合金。發展過程 鎳基高溫合金(以下簡稱鎳基合金)是30年代后期開始研制的。英國于1941年首先生產出鎳基合 金nimonic75(ni-20cr-0.4ti);為了提高蠕變強度又添加鋁,研制出nimonic 80(ni-20cr-2.5ti-1.3al)。美國于40年代中期,蘇聯于40年代后期,中國于50年代中期也研制出 鎳基合金。鎳基合金的發展包括兩個方面:合金成分的改進和生產工藝的革新。50年代初,真空 熔煉技術的發展,為煉制含高鋁和鈦的鎳基合金創造了條件。初期的鎳基合金大都是變形合金。 50年代后期,由于渦輪葉片工作溫度的提高,要求合金有更高的高溫強度,但是合金的強度高了, 就難以變形,甚至不能變形,于是采用
電鍍CBN砂輪緩進給磨削高溫合金葉片窄深槽的試驗研究 電鍍CBN砂輪緩進給磨削高溫合金葉片窄深槽的試驗研究
格式:pdf
大小:319KB
頁數:4P
4.5
介紹了cbn砂輪緩進給磨削高溫合金的磨削性能及電鍍cbn砂輪的磨削特點;針對發動機渦輪葉片根部窄深槽的加工難題,研究了電鍍cbn砂輪的制作和修整方法,并進行了電鍍cbn砂輪緩進給磨削高溫合金葉片窄深槽的加工試驗
GH2136鎳基高溫合金
格式:pdf
大小:5KB
頁數:2P
4.4
gh2136鎳基高溫合金 gh2136 概述: gh2136是fe-ni-cr基沉淀硬化型變形高溫合金,使用溫度在700℃以下。 該合金是在gh2132合金的基礎上發展起來的,與之相比,降低了錳和硅含 量,適當提高了鈦、硼和碳含量,使該合金在長期使用中降低了g相、σ 相等脆性的析出傾向,提高了合金在長期使用中組織及性能的穩定性。合 金具有良好的綜合性能,長期使用組織穩定,有較好的抗氧化性,較小的 線膨脹系數,易于焊接成形。主要產品有棒材和餅材等。 牌號:gh2136(gh136),v-57(美標) 執行標準:gb/t14992 化學成分: c(%):≤0.06 cr(%):13.0~16.0 mo(%):1.00~1.75 ni(%):24.5~28.5 w(%):— al(%):≤0.35 nb(%):— ti(%):2.40~3.20 fe(%):余量
釬焊金剛石砂輪磨削硬質合金的磨削力研究 釬焊金剛石砂輪磨削硬質合金的磨削力研究
格式:pdf
大小:2.5MB
頁數:6P
4.4
采用釬焊金剛石砂輪對兩種硬質合金進行磨削實驗,通過測量磨削過程中的磨削水平力和垂直力,對砂輪所受的單位寬度法向力、切向力和力比進行了研究。建立了單顆磨粒磨削力與加工參數間的理論模型,并用實驗數據進行驗證。理論分析了磨削深度、進給速度對單位寬度磨削力、單顆磨粒磨削力及力比的影響程度。
cBN砂輪高速磨削鎳基高溫合金磨削力與比磨削能精華文檔
高速鋼鉆頭成型磨削高效率砂輪 高速鋼鉆頭成型磨削高效率砂輪
格式:pdf
大小:312KB
頁數:2P
4.5
烏克蘭科學院超硬質材料研究所協同維爾紐斯克鉆頭工廠一起研制了一種立方氮化硼新砂輪,用在h—103型和荷蘭v—103型半自動機床上磨削0.6~1.5毫米高速鋼(p_(18)、p_6m_5)鉆頭的螺旋槽。砂輪采用有機結合劑制成,其特點是砂輪的修整直接在機床上進行。這種砂輪成型磨削鉆頭螺旋槽時的利用效率(特別是對于小尺寸的鉆頭)很大程度上決定于砂輪的
高速低粗糙度磨削中剛玉類磨料砂輪對磨削效果的影響 高速低粗糙度磨削中剛玉類磨料砂輪對磨削效果的影響
格式:pdf
大小:180KB
頁數:未知
4.3
本文考察了五種剛玉類磨料砂輪對磨削表面粗糙度、劃傷、振紋以及表面波紋度的影響,為高速低粗糙度磨削砂輪磨料的合理選擇提供必要的依據。
磨削鈦合金及不銹鋼專用砂輪 磨削鈦合金及不銹鋼專用砂輪
格式:pdf
大小:176KB
頁數:未知
4.8
國內首創mt—1型磨削鈦合金及bu—1型磨削不銹鋼專用砂輪(發明專利證書號970)。最近已由國營蘇北砂輪廠引進開發,并批量投入生產。該產品解決了耐熱合金鋼等硬而韌材料的磨削關鍵。經專家鑒定,其自銳性好,磨削效率比普通砂輪提高1—2倍,砂輪氣孔不易堵塞,對工件燒傷、嘴斑
磨粒葉序排布砂輪磨削的磨削力模擬分析 磨粒葉序排布砂輪磨削的磨削力模擬分析
格式:pdf
大小:539KB
頁數:未知
4.5
為了改善超硬磨料砂輪的磨削能力,基于生物學的葉序排布理論,提出了一種新型有序化排布磨料的超硬磨料砂輪。利用ls-dyna仿真軟件的光滑粒子法(sph),對葉序排布砂輪進行了磨削力的分析研究,得出了葉序參數和磨削用量對磨粒葉序排布外圓砂輪磨削力的影響規律。仿真結果表明,合理地選擇葉序系數k和磨料半徑r,可以使葉序排布砂輪在磨削過程中獲得較低的磨削力。
Zr對細晶鎳基高溫合金組織和性能的影響 Zr對細晶鎳基高溫合金組織和性能的影響
格式:pdf
大小:53KB
頁數:未知
4.7
在高溫合金中添加一些合金元素,通過固溶強化、沉淀硬化和晶界強化等方法可以使合金具有良好的機械性能。添加微量的c,b和zr等可以強化晶界,提高合金的抗拉強度和蠕變壽命。其中,zr通過改善合金的γ/γ′的錯配度,在較高溫度時抑制晶界的滑動進而改善合金的高溫強度和蠕變壽命。另外,還通過改變晶界碳化物的形態以阻止晶界裂紋的出現,合金的塑性也可以有所提高。臺灣的研究人員研究了不同含zr量對細晶鎳基高溫合金tm-321的組織、抗拉強度和蠕變壽命的影響。
cBN砂輪高速磨削鎳基高溫合金磨削力與比磨削能最新文檔
 激光修整青銅金剛石砂輪的高速磨削試驗研究
激光修整青銅金剛石砂輪的高速磨削試驗研究 激光修整青銅金剛石砂輪的高速磨削試驗研究
格式:pdf
大小:410KB
頁數:4P
4.7
利用自行研制的聲光調qnd:yag激光器,對青銅金剛石砂輪進行修整試驗。用光學顯微鏡觀察修整后的砂輪表面,得到砂輪形貌隨修整參數變化關系。對激光修整后的砂輪進行高速磨削試驗,得出了砂輪磨削力和試件表面粗糙度隨激光修整參數變化的關系。與碳化硅滾輪修整法進行對比試驗,結果表明,合適的激光參數修整后,青銅結合劑金剛石砂輪對氧化釔部分穩定氧化鋯材料的磨削力小于碳化硅滾輪修整。
以硫黃處理砂輪磨削粉末冶金高速鋼的試驗研究 以硫黃處理砂輪磨削粉末冶金高速鋼的試驗研究
格式:pdf
大小:325KB
頁數:未知
4.4
一、問題的提出目前,在磨削加工中已開始使用人造金剛石和立方體氮化硼磨料。這兩種超級磨料的硬度極高,可以用來磨削各種硬度的零件,而表現出其優越的磨削性能。雖然如此,但是這兩種磨料制成的砂輪,由于磨粒硬,修整和修形都是很困難的,另一方面,這兩種磨料都是用人工合成法制成,生產成本高,價格昂貴,據說在國外,立方體氮化硼磨料1立方時要400美元,人造金剛石要稍高一些,而普通剛玉磨
CBN砂輪高效內圓磨削技術在空調壓縮機行業的應用
格式:pdf
大小:617KB
頁數:4P
4.5
1引言近三十年的高速磨削實踐使得cbn砂輪在高速磨削中的應用成為了現實,目前這種方法被認為是對精密鐵系金屬進行高效率加工的最有效的辦

CBN砂輪高效內圓磨削空調壓縮機活塞孔的研究
格式:pdf
大小:791KB
頁數:5P
4.5
針對空調壓縮機活塞孔高效內圓磨削的需求,基于所研制的cbn砂輪數控內圓磨床,開展了cbn砂輪高效內圓磨削技術的研究。通過大量的磨削試驗及對cbn砂輪磨削機理的深入分析,調整并優化磨削工藝,針對性地解決了活塞孔高效磨削中出現的問題,保證了高效連續磨削的精度穩定性。現場超過10萬件的磨削試驗證明該磨削技術及工藝穩定可靠,可大大提高磨削效率,降低磨加工成本。
GH4169鎳基高溫合金-上海商虎合金技術
格式:pdf
大小:1.6MB
頁數:8P
4.7
gh4169鎳基高 溫合金簡介 編制單位上海商虎 編制時間2016年05月 頁次共五頁 蔡婷、潘龍虎、孫軍、丁春華 (上海商虎有色金屬有限公司,上海201605) 【供應品種】gh4169冷軋帶材、gh4169冷軋板材、gh4169棒材、gh4169絲材 技術顧問:潘工聯系電話:□1□5□8□0□1□8□5□9□9□1□4 工作傳真:021-67859199公司地址:上海市青浦區華新鎮 一、概述 gh4169合金是以體心四方的γ"和面心立方的γ′相沉淀強化的鎳基高溫合金,在 -253~700℃溫度范圍內具有良好的綜合性能,650℃以下的屈服強度居變形高溫合金的 首位,并具有良好的抗疲勞、抗輻射、抗氧化、耐腐蝕性能,以及良好的加工性能、焊接 性能和長期組織穩定性,能夠制造各種形狀復雜的零部件,在宇航、核能、石油工業中, 在上
砂輪離心力對磨削精度的影響 砂輪離心力對磨削精度的影響
格式:pdf
大小:766KB
頁數:3P
4.8
在精密磨削工件時,高速旋轉砂輪所產生的離心力會引起砂輪尺寸變化,勢必影響被磨削工件的最終精度。為此,通過ansys動態仿真分析,發現砂輪直徑變大、軸向尺寸縮進。分析結果為高速、精密數控磨削加工的砂輪幾何參數補償提供了依據。

Rene95鎳基沉淀強化型高溫合金
格式:pdf
大小:19KB
頁數:1P
4.7
rene95鎳基沉淀強化型高溫合金 rene95是一種采用粉末冶金工藝制備的鎳基沉淀強化型高溫合金,γ'相的體積分數約占 合金的47%-50%,650℃以下長期使用。與同類鑄、鍛高溫合金相比,它具有組織均勻、晶 粒細小、屈服強度高、抗疲勞性能好等優點,是當前在650℃工作條件下強度水平最高的一 種渦輪盤用合金,也用于高性能航空發動機鼓筒軸、環形件及其他熱端轉動部件。 rene95數據為上海墨鉅特殊鋼提供,想要了解更多可搜索(上海墨鉅特殊鋼)。 rene95化學成分 元 素 ccrnicowmoaltifenb 質 量 分 數 / % 0.04-0.0 7 12.0-1 4.0 余 7.00-9 .00 3.30-3 .70 3.30-3 .70 3.30-3 .70 2.30-2 .70 ≤ 0.5 0 3.30-3 .70 元 素 bzrtamns
Si片磨削中砂輪粒徑對Si片損傷層的影響 Si片磨削中砂輪粒徑對Si片損傷層的影響
格式:pdf
大小:805KB
頁數:4P
4.6
在直徑300mmsi片制備中,利用雙面磨削技術能為后續加工提供高精度的表面,但si片損傷層厚度較大。通過掃描電子顯微鏡和透射電子顯微鏡對si片表面及截面進行觀察,得到了經不同粒徑的砂輪磨削后的si片的表面及截面形貌、si片的表面及亞表面損傷層的厚度并進行了分析比較。結果表明,用粒度更小的3000#砂輪磨削,能夠有效地降低si片表面及亞表面損傷層的厚度,為優化300mm單晶si片雙面磨削工藝、提高si片表面磨削質量提供了清晰、量化的實驗理論依據。
硬磨機砂輪磨削系統優化設計 硬磨機砂輪磨削系統優化設計
格式:pdf
大小:182KB
頁數:1P
4.6
首先對固定盤開對稱溝槽方案進行理論驗證,并在此基礎上提出不對稱溝槽方案,通過數學公式驗證了此方案可以使鋼球的樞轉速度明顯的提高,從而達到提高硬磨鋼球精度的目的。
cBN砂輪高速磨削鎳基高溫合金磨削力與比磨削能相關
文輯推薦
知識推薦
百科推薦


職位:巖土工程師(鐵路)
擅長專業:土建 安裝 裝飾 市政 園林


