

北營預應力鋼絞線SWRH82B的開發及質量控制
格式:pdf
大小:432KB
頁數:3P
人氣 :78
 4.7
4.7
介紹了北臺煉鋼廠在現有設備工藝條件下,用小方坯連鑄機生產高附加值產品預應力鋼絞線的生產實踐與質量控制措施,并對SWRH82B高碳鋼盤條的生產技術難點夾雜物控制措施進行了創新。通過加強SWRH82B冶煉過程質量控制,為產品后續深加工奠定了基礎。




 水鋼預應力鋼絞線SWRH82B鋼的冶煉工藝
水鋼預應力鋼絞線SWRH82B鋼的冶煉工藝 水鋼預應力鋼絞線SWRH82B鋼的冶煉工藝
格式:pdf
大小:203KB
頁數:未知
水城鋼鐵集團公司根據gb/t24238-2009質量標準和用戶使用要求,確立了預應力鋼絞線swrh82b鋼的內控成分(質量分數):w(c)=0.79%~0.84%、w(si)=0.15%~0.30%、w(mn)=0.60%~0.90%、w(p)≤0.025%、w(s)≤0.015%、w(cr)=0.25%~0.27%。采用高爐鐵水→100t頂底復吹轉爐冶煉→lf爐精煉→150mm×150mm方坯連鑄的工藝流程生產swrh82b方坯,用于軋制swrh82b盤條。采用的質量控制方法有:(1)采用含鋁量低的合金脫氧,減少鋼中的al2o3夾雜物含量;(2)采用低氮增碳劑、低氮鐵合金對鋼水進行脫氧合金化,lf爐采用微正壓操作,造好泡沫渣,埋弧精煉,連鑄采用全封閉保護鋼水澆注,使成品鋼中的氮質量分數降到40×10~(-6)以內;(3)將中間包鋼水過熱度控制在15~30℃,結晶器電磁攪拌頻率5hz、電流320a,鑄坯拉速(1.73±0.02)m/min,二冷段氣霧冷卻比水量0.62l/kg,將鑄坯中心各種缺陷級別之和控制在3級以內。
編輯推薦下載
水鋼預應力鋼絞線SWRH82B盤條的熱軋工藝 水鋼預應力鋼絞線SWRH82B盤條的熱軋工藝
格式:pdf
大小:195KB
頁數:未知
4.3
水城鋼鐵集團公司根據gb/t24238-2009標準和用戶使用要求,設計了合理的鑄坯加熱制度、水冷和風冷制度,并通過改造冷卻風機、采用錐形輥與佳靈裝置優化組合等措施,穩定生產出微觀組織索氏體化率達95%、中心無網狀滲碳體、抗拉強度為1140~1280mpa、斷面收縮率不小于30%、同圈強度極差不大于30mpa的swrh82b優質盤條。
湘鋼預應力鋼絲用鋼SWRH82B盤條的質量控制 湘鋼預應力鋼絲用鋼SWRH82B盤條的質量控制
格式:pdf
大小:333KB
頁數:4P
4.7
湘鋼采用鐵水預處理-80t頂底復吹轉爐-90tlf-150mm×150mm方坯連鑄機-高速線材軋機成功開發出φ11~13mm的預應力鋼絲和鋼絞線用鋼swrh82b(%:0.79~0.83c,0.70~0.80mn,0.17~0.22cr,≤0.020s,≤0.025p)盤條。實踐表明,中間包鋼水過熱度控制在15~25(30)℃,拉坯速度2.6~2.9m/min,拉坯速度波動值≤0.2m/min,二冷水量1.95~2.10l/kg,可使鑄坯中心碳偏析比(鑄坯中心碳含量/鋼水碳含量)≤1.04,盤條索氏體率≥85%,實際拉拔和捻股過程中104m的斷絲率≤1次。
北營預應力鋼絞線SWRH82B的開發及質量控制熱門文檔
預應力鋼絞線82B質量缺陷分析與改進措施 預應力鋼絞線82B質量缺陷分析與改進措施
格式:pdf
大小:131KB
頁數:1P
4.6
82b是日本牌號,指的是含碳等于0.80%的優質碳素結構鋼,機械性能優良,用作高強度預應力鋼絞線的主要材料之一就是82b盤條,一般情況下直徑12.5毫米預應力鋼絞線在大型鐵路、橋梁、公路、建筑、吊車梁中廣泛應用。所以預應力鋼絞線82b質量至關重要。但是實際情況中其預應力鋼絞線82b由于表面質量差、碳偏析指數高的原因造成其拉拔斷裂等問題,在強度、延展性、冷拔性方面都不盡人意,所以文章將采取金相檢驗方法分析原因,制定相應的對策。
SWRH82B盤條在鋼絞線生產中存在的問題_圖文(精)
格式:pdf
大小:143KB
頁數:10P
4.5
第32卷第5期金屬制品2006年10月vol132 no15steelwireproductsoctober2006 上突顯出來。在使用旋轉模時,應盡量選用較低的旋轉速度,同時該道次的部分 壓縮率和拉絲模工作錐角度宜選用較小值,以減少杯錐狀斷裂的發生。 參考文獻 [1]段建華.我國pc鋼絞線材質量和需求狀況[c].全國 線材深加工技術研討會論文集.鄭州,2005.6. (收稿日期:2006-04-30 作者簡介 康公1941年生,巨力集團有限公司高級工程師,已退休。 swrh82b盤條在鋼絞線生產中存在的問題 朱飛峰 (無錫中冶鋼纜有限責任公司214153 摘要分析國產swrh82b盤條在鋼絞線生產中存在的問題。盤條未經拉 拔出現脆斷的主要影響因素是碳含量、吐絲溫度、控冷速度和有害氣體的含量;筆 尖狀斷裂主要由
SWRS82BCr預應力鋼絞線盤條試制 SWRS82BCr預應力鋼絞線盤條試制
格式:pdf
大小:182KB
頁數:3P
4.7
針對yl82b盤條技術要求與國外標準存在的差距,采用"80t頂底復吹轉爐→90tlf爐精煉→180mm×240mm直弧形矩形坯連鑄機→高速線材軋機"工藝流程試制swrs82bcr預應力鋼絞線盤條。采用lf爐精確控制化學成分、lf白渣操作、連鑄全過程保護澆注、低過熱度澆注和控軋控冷等工藝措施,試制的swrs82bcr盤條化學成分穩定、抗拉強度波動小,斷面收縮率不小于35%,金相組織為s+p+極少量0.5級fe3c,索氏體化率不低于85%,中心偏析不大于2.5級,完全滿足用戶要求。
預應力鋼絞線控制要點
格式:pdf
大小:7KB
頁數:2P
4.6
后張法預應力施工控制要點及計算 一、張拉前的準備工作 1、波紋管 ㈠布置波紋管時首先用鋼筋加工環形架作為波紋管的定位架,縱向間距為1m,橫向位置按 設計圖紙上的坐標定位,波紋管中穿有內襯管,以保證波紋管成孔質量。 ㈡筑混凝土前應檢查波紋管是否有孔洞或變形,接頭處是否用膠帶密封好,在與錨墊板接頭 處,一定要用磁帶或其它東西堵塞好,以防水泥漿滲進波紋管或錨孔內。 ㈢筑混凝土時應盡量避免振搗棒直接接觸波紋管,以防漏漿堵孔。 2、鋼絞線 ㈠鋼絞線假如采用湖北漢川金屬制口有限公司生產的φs15.2(stm416-94a,270級,低松 弛),標準強度ryb=1860mpa。 ㈡鋼絞線下料要在干凈整潔的地面上進行,并清除表面上的銹跡及雜物,下料時用砂輪切割 機切割。 ㈢穿束前,將鋼絞線理順,用扎絲綁扎好,以防在穿束過程中鋼絞線打絞,張拉時受力不均, 導致有的鋼絞線達不到張拉控制
1860MPa級預應力鋼絞線及82B熱軋盤條生產技術淺析 1860MPa級預應力鋼絞線及82B熱軋盤條生產技術淺析
格式:pdf
大小:44KB
頁數:未知
4.4
分析介紹1860mpa級預應力鋼絞線及其原料82b熱軋盤條的生產技術要求,提出82b盤條生產控制及質量要點
北營預應力鋼絞線SWRH82B的開發及質量控制精華文檔
預應力鋼絞線伸長量的計算
格式:pdf
大小:33KB
頁數:6P
4.7
后張法預應力鋼絞線伸長量的計算 預應力鋼絞線施工時,采用張拉應力和伸長值雙控,實際伸長值與理論伸長值誤 差不得超過6%,后張預應力技術一般用于預制大跨徑簡支連續梁、簡支板結構, 各種現澆預應力結構或塊體拼裝結構。預應力施工是一項技術性很強的工作,預 應力筋張拉是預應力砼結構的關鍵工序,施工質量關系到橋梁的安全和人身安 全,因此必須慎重對待。一般現行常接觸到的預應力鋼材主要:有預應力混凝土 用鋼絞線、pc光面鋼絲、刻痕鋼絲、冷拔低碳鋼絲、精軋螺紋鋼等材料。對于 后張法預應力施工時孔道成型方法主要有:金屬螺旋管、膠管抽芯、鋼管抽芯、 充氣充水膠管抽芯等方法。本人接觸多的是混凝土預應力鋼絞線(pcstrand、1×7 公稱直徑15,24mm,fpk=1860mpa,270級高強底松弛),成孔方法多采用金屬 螺旋管成孔,本文就以此兩項先決條件進行論述。 1施工準備:
預應力鋼絞線后張法施工質量控制及問題 預應力鋼絞線后張法施工質量控制及問題
格式:pdf
大小:648KB
頁數:2P
4.8
隨著現代建筑技術的不斷發展,技術指標和要求的不斷提高,預應力混凝土構件以其自身的優點得到越來越多的應用。后張法是指在已經制作好的有預留孔道的混凝土構件上,穿入預應力鋼絞線并進行張拉并錨固的張拉方法。后張預應力工藝技術具有一定的專業性,并且很多技術是專利技術,所以一般都是由技術持有者或專業公司實施張拉工序。
預應力鋼絞線的檢驗規程和質量控制方法辯析
格式:pdf
大小:174KB
頁數:10P
4.7
環氧涂層預應力鋼絞線檢驗規程 1總則 1.1環氧涂層預應力鋼絞線檢驗依據標準為《預應力混凝土用鋼絞線》(gb/t5224)。 為統一環氧涂層預應力鋼絞線的檢測方法,保證檢測精度,制定本檢驗規程。 2術語、符號 2.1術語 填充型環氧涂層鋼絞線:外層是由 2.2符號 nd — — 鋼絞線直徑; ns — — 鋼絞線參考截面積; rm — — 鋼絞線抗拉強度; fm — — 整根鋼絞線的最大力; fp0.2 — — 規定非比例延伸力; agt — — 最大力總伸長率; δfa — — 應力范圍(兩倍應力幅)的等效負荷值; d — — 偏斜拉伸系數。 3分類和標記 3.1分類與代號 鋼絞線按結構分為5類。其代號為: 用兩根鋼絲捻制的鋼絞線1×2 用三根鋼絲捻制的鋼絞線1×3 用三根刻痕鋼絲捻制的鋼絞線1×3ⅰ 用七根鋼絲

預應力鋼絞線的檢驗規程和質量控制方法 (2)
格式:pdf
大小:208KB
頁數:13P
4.3
環氧涂層預應力鋼絞線檢驗規程 1總則 1.1環氧涂層預應力鋼絞線檢驗依據標準為《預應力混凝土用鋼絞線》(gb/t5224)。 為統一環氧涂層預應力鋼絞線的檢測方法,保證檢測精度,制定本檢驗規程。 2術語、符號 2.1術語 填充型環氧涂層鋼絞線:外層是由 2.2符號 nd — — 鋼絞線直徑; ns — — 鋼絞線參考截面積; rm — — 鋼絞線抗拉強度; fm — — 整根鋼絞線的最大力; fp0.2 — — 規定非比例延伸力; agt — — 最大力總伸長率; δfa — — 應力范圍(兩倍應力幅)的等效負荷值; d — — 偏斜拉伸系數。 3分類和標記 3.1分類與代號 鋼絞線按結構分為5類。其代號為: 用兩根鋼絲捻制的鋼絞線1×2 用三根鋼絲捻制的鋼絞線1×3 用三根刻痕鋼絲捻制的鋼絞線1×3ⅰ 用七根鋼絲捻制的標準型鋼絞線1×7
預應力鋼絞線的檢驗規程和質量控制方法
格式:pdf
大小:174KB
頁數:10P
4.4
環氧涂層預應力鋼絞線檢驗規程 1總則 1.1環氧涂層預應力鋼絞線檢驗依據標準為《預應力混凝土用鋼絞線》(gb/t5224)。 為統一環氧涂層預應力鋼絞線的檢測方法,保證檢測精度,制定本檢驗規程。 2術語、符號 2.1術語 填充型環氧涂層鋼絞線:外層是由 2.2符號 nd — — 鋼絞線直徑; ns — — 鋼絞線參考截面積; rm — — 鋼絞線抗拉強度; fm — — 整根鋼絞線的最大力; fp0.2 — — 規定非比例延伸力; agt — — 最大力總伸長率; δfa — — 應力范圍(兩倍應力幅)的等效負荷值; d — — 偏斜拉伸系數。 3分類和標記 3.1分類與代號 鋼絞線按結構分為5類。其代號為: 用兩根鋼絲捻制的鋼絞線1×2 用三根鋼絲捻制的鋼絞線1×3 用三根刻痕鋼絲捻制的鋼絞線1×3ⅰ 用七根鋼絲
北營預應力鋼絞線SWRH82B的開發及質量控制最新文檔
預應力鋼絞線的檢驗規程和質量控制方法
格式:pdf
大小:177KB
頁數:10P
4.5
環氧涂層預應力鋼絞線檢驗規程 1總則 1.1環氧涂層預應力鋼絞線檢驗依據標準為《預應力混凝土用鋼絞線》(gb/t5224)。 為統一環氧涂層預應力鋼絞線的檢測方法,保證檢測精度,制定本檢驗規程。 2術語、符號 2.1術語 填充型環氧涂層鋼絞線:外層是由 2.2符號 nd — — 鋼絞線直徑; ns — — 鋼絞線參考截面積; rm — — 鋼絞線抗拉強度; fm — — 整根鋼絞線的最大力; fp0.2 — — 規定非比例延伸力; agt — — 最大力總伸長率; δfa — — 應力范圍(兩倍應力幅)的等效負荷值; d — — 偏斜拉伸系數。 3分類和標記 3.1分類與代號 鋼絞線按結構分為5類。其代號為: 用兩根鋼絲捻制的鋼絞線1×2 用三根鋼絲捻制的鋼絞線1×3 用三根刻痕鋼絲捻制的鋼絞線1×3ⅰ 用七根鋼絲

預應力鋼絞線的檢驗規程和質量控制方法 (3)
格式:pdf
大小:180KB
頁數:11P
4.7
環氧涂層預應力鋼絞線檢驗規程 1總則 1.1環氧涂層預應力鋼絞線檢驗依據標準為《預應力混凝土用鋼絞線》(gb/t5224)。 為統一環氧涂層預應力鋼絞線的檢測方法,保證檢測精度,制定本檢驗規程。 2術語、符號 2.1術語 填充型環氧涂層鋼絞線:外層是由 2.2符號 nd — — 鋼絞線直徑; ns — — 鋼絞線參考截面積; rm— — 鋼絞線抗拉強度; fm — — 整根鋼絞線的最大力; fp0.2 — — 規定非比例延伸力; agt — — 最大力總伸長率; δfa — — 應力范圍(兩倍應力幅)的等效負荷值; d— — 偏斜拉伸系數。 3分類和標記 3.1分類與代號 鋼絞線按結構分為5類。其代號為: 用兩根鋼絲捻制的鋼絞線1×2 用三根鋼絲捻制的鋼絞線
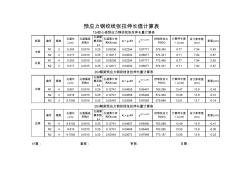
預應力鋼絞線伸長值計算表
格式:pdf
大小:23KB
頁數:1P
4.6
板型編號根數 孔道長 l(m) 孔道偏差 系數k 孔道摩 擦系數 μ 孔道累計轉 角θ(rad)kl+μθe -(kl+μθ)控制張拉力 p(kn) 計算伸長值 △l(cm) 設計參考值 (cm)差值(cm) n136.3030.00150.250.052360.022540.97771579.3458.777.940.83 n236.3170.00150.250.122170.040020.96077574.3318.717.840.87 n146.3030.00150.250.052360.022540.97771772.4608.777.940.83 n236.3170.00150.250.122170.040020.96077574.3318.717.840.87 編號根數 孔
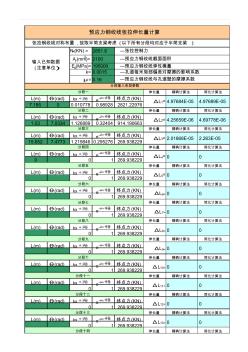
預應力鋼絞線計算表
格式:pdf
大小:106KB
頁數:6P
4.7
nk(kn)=2851.8 ay(mm 2)=2100 eg(mpa)=195000 k=0.0015 μ=0.16 伸長量精確計算法簡化計算法 l(m)θ(rad)終點力(kn) 7.18500.0107780.989282821.22976 伸長量精確計算法簡化計算法 l(m)θ(rad)終點力(kn) 1.037.03341.1268890.32404914.190663 伸長量精確計算法簡化計算法 l(m)θ(rad)終點力(kn) 15.6527.47731.2198460.295276269.938229 伸長量精確計算法簡化計算法 l(m)θ(rad)終點力(kn) 001269.938229 伸長量精確計算法簡化計算法 l(m)θ(rad)終點力(kn) 01269.9

后張法預應力鋼絞線施工質量控制
格式:pdf
大小:18KB
頁數:2P
4.8
2016年6月|工程管理| 后張法預應力鋼絞線施工質量控制 constructionqualitycontrolofpost-tensionedsteelstrand 曹小青 caoxiaoqing 江蘇省交通工程集團有限公司江蘇鎮江212000 jiangsutrafficengineeringgroupco,ltd,zhenjiang212000,jiangsu 摘要:預應力施工是預應力橋梁施工的重要環節,在實際施工中常常由于某些細節問題控制不到位導致預應力損失增加或者張拉應力不足、 梁體產生裂縫等問題。因此在施工過程中必須全面控制影響預應力施工質量的各種因素各個環節,確保預應力施工的質量。本文就后張法預應力鋼 絞線各個施工環節的質量控制進行探討,以確保預應力施工的質量,保證預應力結構使用的持久性。 關鍵詞:后張法;預應力鋼絞線;施工環節;質量

緩凝結預應力鋼絞線張拉質量控制QC發表
格式:pdf
大小:6.8MB
頁數:14P
4.7
空心板梁緩凝結預應力筋 張拉質量控制 邯長八部-棗臨作業隊qc小組 一、工程概況 棗莊至臨沂鐵路k4+988.1泰山路平改立工程,位于棗莊市薛城 區,跨越既有棗臨鐵路、棗曹公路及蟠龍河。施工主體為 6-20m+9-30m+1-20m后張緩凝結預應力空心板簡支梁。大橋全長 417.06m,共256片空心板梁,采用緩凝結預應力筋施工工藝。梁體 張拉為單束張拉、單錨錨固,張拉設備采用ydc240qx型(預應力 穿心前卡式千斤頂);采用ovm錨固體系,配合ovm15-1(二片式 直開縫夾片)及ovm15p-1(擠壓錨)錨具,梁體內部設有輔助錨墊 板及螺旋筋。 二、施工現狀介紹 緩凝結預應力筋技術在我國興起時間較晚,上世紀90年代由中 鐵一院和蘭州鐵道學院合作“外包砂漿型緩凝結預應力筋”成功,在 1994年4月通過了上海市建委組織的專家組現場評估,并成功申

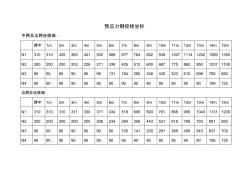
預應力鋼絞線坐標
格式:pdf
大小:22KB
頁數:1P
4.5
預應力鋼絞線坐標 中跨及邊跨連續端: 跨中1m2m3m4m5m6m7m8m9m10m11m12m13m14m15m n131031032536242150258967776485293910271114120212891350 n220020020020322627133942551260068777586295010371100 n3909090909099131184260348435523610698785850 n49090909090909090909090909090109125 邊跨非連續端: 跨中1m2m3m4m5m6m7m8m9m10m11m12m13m14m15m n13
預應力鋼絞線要求規范
格式:pdf
大小:56KB
頁數:9P
4.4
預應力鋼絞線規 預應力鋼絞線規 預應力砼連續梁結構整體性好、大跨度,減少橋面伸縮縫個數, 在高速公路和城市快速路工程中得到廣泛應用。本文就幾座預應力砼 連續梁橋談一下長束預應力質量控制的幾個關鍵因素。 一、預應力鋼絞線安裝 預應力鋼束的孔道位置、鋼絞線是否發生纏絞現象是質量控制的關 鍵。孔道位置不準確,改變了結構受力狀態,如果曲線孔道標高變化 段不圓順還會增大預應力孔道摩阻損失,因此孔道位置準確與否直接 關系到施工的預應力度能否與設計的預應力度相吻合,對結構安全和 工程使用階段是否會產生裂縫都有很深的影響。多根鋼絞線如果纏絞 在一起,拉時各根鋼絞線受力不均勻,增大了鋼絞線之間的摩阻,造 成預應力損失加大。 實際施工中很多施工單位并不重視這些細部工作,固定鋼束的井字架 位置不準確或不按照規和設計規定的間距布設,必然造成鋼束位置與 設計不符、有的還會在曲線變化段產生急彎(半徑太小
北營預應力鋼絞線SWRH82B的開發及質量控制相關
文輯推薦
知識推薦
百科推薦

職位:智能化監控及防盜報警工程
擅長專業:土建 安裝 裝飾 市政 園林


