

大型不銹鋼鑄件粘砂及表面燒結(jié)機(jī)理研究與改進(jìn)
格式:pdf
大小:1.4MB
頁數(shù):5P
人氣 :88
 4.6
4.6
對采用呋喃樹脂自硬鉻礦砂生產(chǎn)高鉻不銹鋼水輪機(jī)葉片鑄件表面易出現(xiàn)"釉化"涂料層、界面型砂"釉化"燒結(jié)和粘砂缺陷進(jìn)行了研究,并提出了解決措施。鑄件粘砂的主要原因為鋼液透過涂料層滲入鉻礦砂,在界面發(fā)生氧化還原反應(yīng),將鉻鐵礦砂的鐵還原出來,還原出的鐵和砂粒形成致密混合物,并附著在鑄件表面形成"釉化"燒結(jié)層。還原出的鐵和鉻渣以及砂粒中的未反應(yīng)物,形成了致密的機(jī)械混合物,和鑄件金屬直接相連,附著在鑄件的表面,形成粘砂。鋯英粉涂料本身也和高鉻鋼發(fā)生微弱的化學(xué)反應(yīng)。用新型添加劑及復(fù)合涂料改進(jìn)型砂和替代鋯英粉涂料,提高了鋼液和鉻礦砂界面涂料層的致密度、化學(xué)穩(wěn)定性和耐火性,可以有效地解決這類問題。



 不銹鋼鑄件機(jī)械粘砂判據(jù)研究
不銹鋼鑄件機(jī)械粘砂判據(jù)研究 不銹鋼鑄件機(jī)械粘砂判據(jù)研究
格式:pdf
大小:1.2MB
頁數(shù):5P
在鑄件材質(zhì)和造型材料確定前提下,砂型表面的受熱條件是鑄件機(jī)械粘砂的主要影響因素。對美國c.beckermann教授提出的鑄鋼件粘砂判據(jù)中的主要參數(shù)提出了修正建議,并利用鑄件凝固過程溫度場數(shù)值模擬計算技術(shù),結(jié)合粘砂試件試驗數(shù)據(jù),獲得了采用呋喃樹脂自硬砂造型工藝條件下zg06cr13ni4mo低碳馬氏體不銹鋼鑄件的機(jī)械粘砂判據(jù)曲線。經(jīng)驗證,機(jī)械粘砂判據(jù)曲線可定量預(yù)測鑄件機(jī)械粘砂位置和面積。
編輯推薦下載
厚截面不銹鋼鑄件工藝研究 厚截面不銹鋼鑄件工藝研究
格式:pdf
大小:135KB
頁數(shù):2P
4.4
分析了厚截面不銹鋼鑄件的材料及結(jié)構(gòu)特性,通過采用合理的鑄造工藝和熱處理工藝,成功生產(chǎn)了該類鑄件.
不銹鋼鑄件低溫焊接工藝 不銹鋼鑄件低溫焊接工藝
格式:pdf
大小:292KB
頁數(shù):2P
4.8
介紹了不銹鋼鑄件的特性及焊接的難點(diǎn),分析了不銹鋼鑄件在低溫環(huán)境下產(chǎn)生裂紋的原因。比較了焊接材料的特性,經(jīng)過優(yōu)化選擇確定了選用a002焊條進(jìn)行焊接。綜合了前幾次焊接失敗的原因,總結(jié)出焊接所用的材料并確定了焊接的工藝參數(shù)。
不銹鋼鑄件粘砂及表面燒結(jié)機(jī)理與改進(jìn)熱門文檔
閥門用CF類不銹鋼鑄件性能分析 閥門用CF類不銹鋼鑄件性能分析
格式:pdf
大小:144KB
頁數(shù):2P
4.5
介紹了石化行業(yè)用cf類不銹鋼閥門鑄件的特點(diǎn),冶煉及鑄造過程中的重點(diǎn)和難點(diǎn),對易出現(xiàn)的鑄造缺陷做了簡要分析,并提出解決問題的辦法。

不銹鋼鑄件的成品檢驗標(biāo)準(zhǔn)
格式:pdf
大小:27KB
頁數(shù):1P
4.5
鑄造利潤源泉的發(fā)動機(jī) 陜西網(wǎng)鑄互聯(lián)網(wǎng)信息技術(shù)有限公司1 不銹鋼鑄件的成品檢驗標(biāo)準(zhǔn) 為了保證不銹鋼精密鑄件質(zhì)量副歌交貨驗收技術(shù)條件,必須依據(jù)鑄件圖、熔模鑄件技術(shù)標(biāo)準(zhǔn)及 供需雙方交驗合同進(jìn)行全數(shù)檢驗,檢驗主要由外觀質(zhì)量檢驗、內(nèi)部質(zhì)量檢驗及其它質(zhì)量檢驗: 1。外觀質(zhì)量檢驗:主要包括鑄件尺寸、幾何形狀、鑄件質(zhì)量、表面粗糙度、表面和近表面鑄件 缺陷等檢驗。 2。內(nèi)在質(zhì)量檢驗主要包括材質(zhì)化學(xué)成分、力學(xué)性能、宏觀缺陷、微觀缺陷等檢驗。 3。其它質(zhì)量檢驗主要包括物理化學(xué)性能和特殊性檢驗 各生產(chǎn)過程的工序檢驗主要對企業(yè)負(fù)責(zé),以降低企業(yè)的成本;而成品檢驗主要對顧客負(fù)責(zé),以滿 足顧客的需求和期望。所以,決不允許不合格的鑄件流入顧客的倉庫,雖然表面上看似會提高企業(yè)的 成本,但是,作為一個企業(yè),始終應(yīng)以企業(yè)的信譽(yù)為第一。 青縣鼎佳精密鑄造有限公司,是河北省規(guī)模最大的鑄造企業(yè)之一,專業(yè)生產(chǎn)各種精密鑄
大型不銹鋼鑄件門槽軌道的鑄造 大型不銹鋼鑄件門槽軌道的鑄造
格式:pdf
大小:148KB
頁數(shù):3P
4.6
本文結(jié)合zgocr17ni4cu4nb馬氏體沉淀硬化型不銹鋼材質(zhì)的合金特性及其鑄造工藝特點(diǎn),通過在生產(chǎn)過程中對制造工藝的不斷探索研究,總結(jié)出一套生產(chǎn)門槽軌道鑄件的工藝經(jīng)驗,從而為今后設(shè)計生產(chǎn)類似工件提供了新的途徑。
大型不銹鋼鑄件門槽軌道的鑄造生產(chǎn)實(shí)踐 大型不銹鋼鑄件門槽軌道的鑄造生產(chǎn)實(shí)踐
格式:pdf
大小:496KB
頁數(shù):3P
4.5
結(jié)合zg0cr17ni4cu4nb馬氏體沉淀硬化型不銹鋼材質(zhì)的合金特性及其鑄造工藝特點(diǎn),通過在生產(chǎn)過程中對制造工藝的不斷探索研究,總結(jié)出一套生產(chǎn)門槽軌道鑄件的工藝經(jīng)驗,從而為今后設(shè)計生產(chǎn)類似工件提供了新的途徑。
不銹鋼鑄件粘砂及表面燒結(jié)機(jī)理與改進(jìn)精華文檔
304不銹鋼鑄件磁性的去除方法
格式:pdf
大小:9KB
頁數(shù):1P
4.7
304不銹鋼鑄件磁性的去除方法 一般情況下,使用沒有磁性的304不銹鋼廢料澆注出來的鑄件產(chǎn)品卻帶有微磁 性。什么原因?qū)е碌哪?因為: 1、化學(xué)成分當(dāng)量成分控制沒有到位。 一般的生產(chǎn)廠家為了降低成本把ni控制下限,8.0-8.2%之間,cr/ni達(dá)到 一定數(shù)值時鋼的組織中出現(xiàn)一定量的鐵素體,鐵素體是有磁性的;此時采用 1050~1080℃固溶處理可以把鐵素體完全溶入奧氏體就不會有磁性了。 2、冷加工硬化。 當(dāng)奧氏體不銹鋼在冷加工時產(chǎn)生形變馬氏體,形變馬氏體使得不銹鋼強(qiáng)度增 加,而形變馬氏體是有磁性的。采用固溶處理甚至退火都可以使形變馬氏體消失, 但是鋼的強(qiáng)度就會下降了。 如果既要保證冷加工強(qiáng)度,又要弱磁性甚至無磁性可以采用下面去磁辦法: 1、根據(jù)相圖原理,降低cr/ni值,尤其提高ni、mn含量到上限。冷加工前 進(jìn)行上限固溶處理,在保證表面的前提下控制晶粒度4級;
 控制不銹鋼鑄件中鐵素體含量的方法
控制不銹鋼鑄件中鐵素體含量的方法 控制不銹鋼鑄件中鐵素體含量的方法
格式:pdf
大小:438KB
頁數(shù):未知
4.4
耐蝕不銹鋼機(jī)械配件類、泵閥類、管道連接類、支承類鑄件,主要材質(zhì)為鉻鎳不銹鋼。根據(jù)化學(xué)成分的不同,大致分為cr-ni系,cr-ni-mo、cr-ni-cu、cr-ni-mo-cu系,cr-mn-n系,cr-ni-mn-n系四個組別,其金相組織視其cr、ni含量

如何防止不銹鋼鑄件出現(xiàn)夾砂和砂眼現(xiàn)象
格式:pdf
大小:18KB
頁數(shù):1P
4.7
如何防止不銹鋼鑄件出現(xiàn)夾砂和砂眼現(xiàn)象 在樹脂砂造型、水玻璃砂造型中,雖然兩種的造型強(qiáng)度都非常高, 但在鑄件中還會出現(xiàn)夾砂和砂眼現(xiàn)象。 原因:是砂型內(nèi)清砂不干凈,有殘留沙礫。在就是在澆注過程中, 由于鐵液沖刷澆道壁的型砂而造成。 有的廠家采用涂刷涂料來防止,取的了較好的效果,但還是會有鑄 件出現(xiàn)夾砂,砂眼的情況。一是因為澆口涂刷涂料比較辛苦和困難。二 就是在澆注過程中澆注溫度高,沖刷大,涂料在沖刷和高溫浸泡下很容 易脫落。造成夾砂砂眼。一直以來很多鑄件廠不很重視澆道。忽視了澆 注過程中對澆道壁的沖刷。因此導(dǎo)致了鑄件夾砂砂眼。 方法: 1、提高鑄件成品率,提高鑄件質(zhì)量,降低鑄件總成本。 2、采用鑄造澆口陶管,此產(chǎn)品使用方便,具有流通光滑,耐鐵水, 鋼水沖刷,不吸收鋼水,可鋸性佳等特點(diǎn),可以簡化造型工藝,省去澆 口內(nèi)側(cè)上涂料的困難工作,并對改善澆注系統(tǒng)的布置,避免鑄件沖砂, 砂眼,加砂缺陷。對
![CF8M不銹鋼鑄件的固溶處理與酸洗鈍化[1]](https://files.zjtcn.com/group1/M00/2C/6E/CgoBZ2AcZAiARyC0AABa5IfG4c4409.jpg)
CF8M不銹鋼鑄件的固溶處理與酸洗鈍化[1]
格式:pdf
大小:904KB
頁數(shù):2P
4.4
**資訊http://www.***.*** **資訊http://www.***.***
不銹鋼鑄件粘砂及表面燒結(jié)機(jī)理與改進(jìn)最新文檔
大型不銹鋼鑄件用高性能無氮呋喃樹脂的研發(fā)及應(yīng)用 大型不銹鋼鑄件用高性能無氮呋喃樹脂的研發(fā)及應(yīng)用
格式:pdf
大小:111KB
頁數(shù):未知
4.7
介紹了一種游離甲醛及游離苯酚含量低、抗拉強(qiáng)度高、可使用時間適宜、保質(zhì)期長的無氮自硬呋喃樹脂砂粘結(jié)劑的制作方法和應(yīng)用。這種粘結(jié)劑仍然使用甲醛、糠醇(呋喃甲醇)、苯酚等作為其合成樹脂的主要材料。使用一種類似苯酚的物質(zhì)部分替代苯酚加入反應(yīng),選用合適的催化劑、添加劑、穩(wěn)定劑,采用適當(dāng)?shù)墓に囍谱鞫桑瑯渲阅艽蠓忍岣摺Mㄟ^選擇合適的固化劑配伍,型砂可使用時間可控制在30~60min。該高。性能無氮樹脂已成功運(yùn)用于三峽水輪機(jī)葉片的鑄造,事實(shí)證明其完全能滿足大型不銹鋼鑄件的鑄造需求。
410S不銹鋼帶表面“砂金”缺陷成因及機(jī)理分析 410S不銹鋼帶表面“砂金”缺陷成因及機(jī)理分析
格式:pdf
大小:1.1MB
頁數(shù):6P
4.8
系統(tǒng)地分析了不銹鋼分公司410s冷軋成品帶鋼部分出現(xiàn)表面“砂金”缺陷(表面點(diǎn)狀發(fā)亮花紋)的成因及其形成機(jī)理。對帶鋼表面“砂金”缺陷進(jìn)行了表面形貌觀察和成分分析以及金相觀察,結(jié)合國外類似經(jīng)驗,指出產(chǎn)生該缺陷的成因———晶間腐蝕。在系統(tǒng)闡述了不銹鋼敏化及晶間腐蝕理論的基礎(chǔ)上,詳細(xì)分析了410s產(chǎn)生晶間腐蝕的過程及原因,并簡要探討了大生產(chǎn)中控制該缺陷的可行措施。
 300 t級超低碳不銹鋼鑄件冶煉技術(shù)研究
300 t級超低碳不銹鋼鑄件冶煉技術(shù)研究 300 t級超低碳不銹鋼鑄件冶煉技術(shù)研究
格式:pdf
大小:93KB
頁數(shù):4P
4.4
闡述了雙包vod冶煉300t級超低碳水電不銹鋼鑄件的冶煉技術(shù)。通過制定合理有效的工藝措施,可精確地將c、v、cr、ni的化學(xué)成分控制在要求范圍內(nèi),成功冶煉出超大型cr13型水電不銹鋼鑄件。

304不銹鋼鑄件磁性的去除方法 (2)
格式:pdf
大小:9KB
頁數(shù):1P
4.7
304不銹鋼鑄件磁性的去除方法 一般情況下,使用沒有磁性的304不銹鋼廢料澆注出來的鑄件產(chǎn)品卻帶有微磁 性。什么原因?qū)е碌哪?因為: 1、化學(xué)成分當(dāng)量成分控制沒有到位。 一般的生產(chǎn)廠家為了降低成本把ni控制下限,8.0-8.2%之間,cr/ni達(dá)到 一定數(shù)值時鋼的組織中出現(xiàn)一定量的鐵素體,鐵素體是有磁性的;此時采用 1050~1080℃固溶處理可以把鐵素體完全溶入奧氏體就不會有磁性了。 2、冷加工硬化。 當(dāng)奧氏體不銹鋼在冷加工時產(chǎn)生形變馬氏體,形變馬氏體使得不銹鋼強(qiáng)度增 加,而形變馬氏體是有磁性的。采用固溶處理甚至退火都可以使形變馬氏體消失, 但是鋼的強(qiáng)度就會下降了。 如果既要保證冷加工強(qiáng)度,又要弱磁性甚至無磁性可以采用下面去磁辦法: 1、根據(jù)相圖原理,降低cr/ni值,尤其提高ni、mn含量到上限。冷加工前 進(jìn)行上限固溶處理,在保證表面的前提下控制晶粒度4級;

不銹鋼分類與表面類別
格式:pdf
大小:17KB
頁數(shù):2P
4.8
不銹鋼分類與表面類別 不銹鋼分類: 不銹鋼可以按用途、化學(xué)成分及金相組織來大體分類。 以奧氏體系類的鋼由18%鉻-8%鎳為基本組成,各元素的加入量變化的不同,而開發(fā)各 種用途的鋼種。 1.以化學(xué)成分分類: ①.cr系列:鐵素體系列、馬氏體系列 ②.cr-ni系列:奧氏體系列,異常系列,析出硬化系列。 2.以金相組織的分類: ①.奧氏體不銹鋼 ②.鐵素體不銹鋼 ③.馬氏體不銹鋼 ④.雙相不銹鋼 ⑤.沉淀硬化不銹鋼 3.不銹鋼的表面類別 現(xiàn)在不銹鋼的發(fā)展,已使不銹鋼的耐蝕性、外觀、加工性、強(qiáng)度等特性遠(yuǎn)遠(yuǎn)超過其它材 料,而且,不銹鋼的許多表面處理法,可以取得豐富多彩的顏色及形狀,這為不銹鋼的發(fā)展 作出很大的貢獻(xiàn)。 不銹鋼制造過程中的表面處理法以及機(jī)械研磨表面處理法 表面特征制造法概要用途 no.1 銀白色,無光 澤 熱軋到規(guī)定
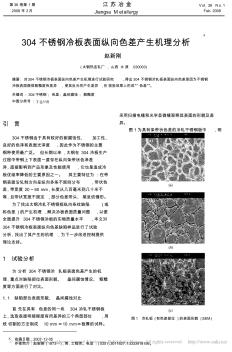
304不銹鋼冷板表面縱向色差產(chǎn)生機(jī)理分析
格式:pdf
大小:387KB
頁數(shù):2P
4.4
304不銹鋼冷板表面縱向色差產(chǎn)生機(jī)理分析 x 趙新剛 (太鋼熱連軋廠,山西太原 030003) 摘要:對304不銹鋼冷板表面縱向色差產(chǎn)生機(jī)理進(jìn)行試驗研究,得出304不銹鋼冷軋板表面縱向色差是因為不銹鋼 冷板表面微觀粗糙度有差異,使其反光性產(chǎn)生差異,在視覺效果上形成“色差”。 關(guān)鍵詞:304不銹鋼;色差;晶間腐蝕;粗糙度 中圖分類號:tg115 引 言 304不銹鋼由于具有較好的耐腐蝕性、加工性、 良好的色澤和表面光澤度,因此作為不銹鋼的主要 鋼種使用最廣泛。但長期以來,太鋼在304冷板生產(chǎn) 過程中帶鋼上下表面一直存在縱向條帶狀色澤差 異,直接影響到產(chǎn)品形象及性能使用,它也是造成冷 板優(yōu)級率降低的主要原因之一。其主要特征為:在帶 鋼表面沿軋制方向呈縱向多條不規(guī)則分布,帶狀色 差,帶寬度20~60mm,長
不銹鋼表面整體翅片犁切-擠壓加工機(jī)理 不銹鋼表面整體翅片犁切-擠壓加工機(jī)理
格式:pdf
大小:686KB
頁數(shù):5P
4.6
通過對犁切-擠壓加工翅成形機(jī)理的試驗研究,探討了不銹鋼三維整體翅的成形特征、條件和成翅機(jī)理.試驗結(jié)果表明,影響翅成形的主要因素有:刀具的幾何參數(shù)、犁切-擠壓深度、進(jìn)給量、犁切-擠壓速度和第二次犁切-擠壓時疊合角度.通過試驗得到各加工參數(shù)的合理取值范圍如下:擠壓面傾角,10°~35°;擠壓角,10°~25°;犁切-擠壓速度,5~10m/min;進(jìn)給量,0.4~0.8mm.
304不銹鋼冷板表面縱向色差產(chǎn)生機(jī)理分析 304不銹鋼冷板表面縱向色差產(chǎn)生機(jī)理分析
格式:pdf
大小:135KB
頁數(shù):2P
4.7
對304不銹鋼冷板表面縱向色差產(chǎn)生機(jī)理進(jìn)行試驗研究,得出304不銹鋼冷軋板表面縱向色差是因為不銹鋼冷板表面微觀粗糙度有差異,使其反光性產(chǎn)生差異,在視覺效果上形成"色差"。
不銹鋼鑄件粘砂及表面燒結(jié)機(jī)理與改進(jìn)相關(guān)
文輯推薦
知識推薦
百科推薦


職位:主創(chuàng)規(guī)劃師
擅長專業(yè):土建 安裝 裝飾 市政 園林


