

不銹鋼小管徑連接套管的離子滲氮
格式:pdf
大小:217KB
頁數:2P
人氣 :73
 4.7
4.7
我廠生產的連接套管是某產品中的重要連接零件(如圖1)。材料為2Cr13鋼,要求在圖示10.5一段有0.05~0.1mm的滲氮層,HV>800。需滲氮部分的內孔僅φ4mm,但件長88mm,又系不銹鋼,所以難于用氣體滲氮



 17-4PH不銹鋼離子滲氮工藝研究
17-4PH不銹鋼離子滲氮工藝研究 17-4PH不銹鋼離子滲氮工藝研究
格式:pdf
大小:549KB
頁數:4P
研究了17-4ph馬氏體沉淀硬化型不銹鋼的離子滲氮工藝。結果表明,當離子滲氮溫度為500℃,n2:h2=1:3時,17-4ph馬氏體不銹鋼的滲層表面硬度可達1324hv0.1,滲氮層深度為0.12mm,基體硬度達到38.3hrc。
編輯推薦下載
 大管徑不銹鋼伸縮可撓接頭的研究及應用
大管徑不銹鋼伸縮可撓接頭的研究及應用 大管徑不銹鋼伸縮可撓接頭的研究及應用
格式:pdf
大小:62KB
頁數:1P
4.4
1大管徑不銹鋼伸縮可撓接頭應用中的問題隨著人們生活水平的提高及科學技術的發展,不銹鋼材料的應用越來越廣泛,筆者在《給水排水》2001年第1期曾經發表《不銹鋼伸縮可撓接頭的研究及應用》一文后,不銹鋼伸縮可撓接頭和薄壁不銹鋼管在管道領域得到充分的利用,圖1為薄壁不銹鋼管與接頭連接的結構示意。這種結構方式,可大大降低管材的材料成本,且維修安裝非常方便,不需攻絲鉸牙,耐壓耐折、抗震、防熱脹冷縮能力強。從圖1中可以看到,密封圈必須被壓緊,與管和接頭座緊密接觸,才能達到所需的密封要求。由于對小管徑管材內螺母是通過與接頭座的內螺紋配合的結構,但隨著螺紋直徑的變大,扳手的擰緊力矩也會愈大,同時內螺母與擠壓墊片接觸的端面摩擦力增大,進一步加大了擰緊所需的力矩,對密封圈與管材的接觸壓力都會產生影響,從而影響密封性能。所以對dn70以上的不銹鋼管材,過去大多數用焊接的方法,由于通過焊接方法,需要專門的焊接設備和輔助材料(如氬弧焊機和惰性氣體),由于經過局部高溫焊口需要進行專門的處理(如酸洗鈍化或拋光),且對操作者的技術水平要求較高,所以,給施工帶來了很多不方便。
不銹鋼小管徑連接套管的離子滲氮熱門文檔

不銹鋼煙管徑計算書
格式:pdf
大小:17KB
頁數:2P
4.6
第1頁共2頁 不銹鋼煙管徑計算書 1、工程基本資料 系統1: 排煙設備:鍋爐; 排煙設備數量:2臺; 單臺鍋爐排煙量:1250m3/h; 排煙溫度:170℃; 煙氣密度為:0.76kg/m3 排煙設備:燃氣鍋爐; 排煙設備數量:3臺; 單臺鍋爐排煙量:1650m3/h; 排煙溫度:170℃; 煙氣密度為:0.79kg/m3 2、煙氣量的計算 o ytvd ω 0188.0= ytv:系統排煙總量m 3/h; ω:煙氣的出口流速一般取8~10m/s; 系統1: 煙氣流速選8m/s時,煙囪管徑為:1950×550mm,則煙氣流速為:7.86m/s; 3、煙氣內部阻力計算 (1)煙囪水平管道長度:系統1為30.47m,垂直管長度為94.35m的摩擦 阻力分別為:pj pj pjm yc d h pρ 2 ω λ
201不銹鋼離子滲氮和離子鍍TiN復合強化層的耐蝕性 201不銹鋼離子滲氮和離子鍍TiN復合強化層的耐蝕性
格式:pdf
大小:384KB
頁數:4P
4.6
對201不銹鋼進行離子滲氮+離子鍍tin復合強化處理。并對復合強化層進行物相分析、截面形貌觀察、硬度檢測以及電化學腐蝕性能測試。結果表明:復合強化層的外層為厚度1.2μm的致密tin層,中間為厚度約20μm的滲氮層,向內為基體。復合涂層物相主要為:tin、ti、crn、ni3n、fe3n、fe7c3。tin復合涂層在3.5%的nacl溶液中耐蝕性與201不銹鋼基體相當,在1mol/l的naoh溶液中的耐蝕性比201基體提高了7倍,在1mol/l的h2so4溶液中的耐蝕性比201基體提高了14倍。
不銹鋼特性及氯離子腐蝕
格式:pdf
大小:177KB
頁數:17P
4.6
1 第1頁共17頁 腐蝕與不銹鋼 應力腐蝕 應力腐蝕是指零件在拉應力和特定的化學介質聯合作用下所產生的低應力脆性斷裂現象。 應力腐蝕由殘余或外加應力導致的應變和腐蝕聯合作用產生的材料破壞過程。應力腐蝕導致材料的斷裂稱為 應力腐蝕斷裂。 它的發生一般有以下四個特征:一、一般存在拉應力,但實驗發現壓應力有時也會產生應力腐蝕。二、對于 裂紋擴展速率,應力腐蝕存在臨界kiscc,即臨界應力強度因子要大于kiscc,裂紋才會擴展。三、一般應力 腐蝕都屬于脆性斷裂。四、應力腐蝕的裂紋擴展速率一般為10-6~10-3mm/min,而且存在孕育期,擴展區和瞬 段區三部分 應力腐蝕機理的機理一般認為有陽極溶解和氫致開裂 晶間腐蝕 說明:局部腐蝕的一種。沿著金屬晶粒間的分界面向內部擴展的腐蝕。主要由于晶粒表面和內部間化學成分 的差異以及晶界雜質或內應力的存在。晶間腐蝕破壞晶粒間的結
耐氯離子腐蝕不銹鋼C15 耐氯離子腐蝕不銹鋼C15
格式:pdf
大小:352KB
頁數:5P
4.7
一、前言c15不銹鋼是針對海水,油田污水以及其它含氯離子介質腐蝕而研制的不銹鋼,它具有優異的耐點腐蝕和縫隙腐蝕性能,其耐蝕性遠遠超過18-8ti,316等不銹鋼,達到美國優秀耐海水不銹鋼al-6x的水平。與后者相比,c15鋼成份簡單、熔煉方便,適宜于制造各種鑄鍛件,在18-8ti,316等不銹
不銹鋼薄壁管的微束脈沖等離子弧焊接工藝 不銹鋼薄壁管的微束脈沖等離子弧焊接工藝
格式:pdf
大小:867KB
頁數:5P
4.5
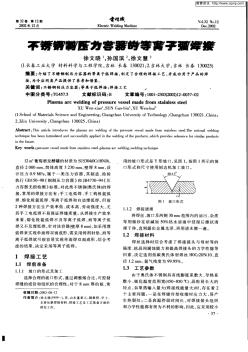
分析了不銹鋼薄壁管的焊接特點,選用了合適的焊接方法,制定了焊接工藝規程。通過對現有設備的改造和組合,實現了適合直徑20mm、壁厚0.8mm不銹鋼管的微束等離子弧焊接過程,取得了滿意的焊接質量和外觀成形。
不銹鋼小管徑連接套管的離子滲氮精華文檔
智能式不銹鋼滲氮系統 智能式不銹鋼滲氮系統
格式:pdf
大小:585KB
頁數:1P
4.7
韓國釜山市薩姆萊克熱處理公司最近同美國尼特雷克斯公司簽訂一項監督供貨合同,要求提供一套由計算機控制的智能式不銹鋼滲氮系統。該系統包括:不銹鋼滲氮的智能式氮勢控制和碳-氮共滲的碳-氮勢控制。薩姆萊克熱處理公司是韓國最大的熱處理公司,它主要服務于汽車工業和機械制造業。該公司購買這套智能式滲氮系統之后,將改進被處理工件的可重復性和提高產品質量,并將刷新韓國熱處理市場的質量標準。
氯離子對不銹鋼腐蝕的機理
格式:pdf
大小:13KB
頁數:6P
4.6
氯離子對不銹鋼腐蝕的機理 氯離子對不銹鋼腐蝕的機理: 在化工生產中,腐蝕在壓力容器使用過程中普遍發生,是導致壓力容器產生各種 缺陷的主要因素之一。普通鋼材的耐腐蝕性能較差,不銹鋼則具有優良的機械性 能和良好的耐腐蝕性能。cr和ni是不銹鋼獲得耐腐蝕性能最主要的合金元素。 cr和ni使不銹鋼在氧化性介質中生成一層十分致密的氧化膜,使不銹鋼鈍化, 降低了不銹鋼在氧化性介質中的腐蝕速度,使不銹鋼的耐腐蝕性能提高。氯離子 的活化作用對不銹鋼氧化膜的建立和破壞均起著重要作用。雖然至今人們對氯離 子如何使鈍化金屬轉變為活化狀態的機理還沒有定論,但大致可分為2種觀點。 成相膜理論的觀點認為,由于氯離子半徑小,穿透能力強,故它最容易穿透氧化膜 內極小的孔隙,到達金屬表面,并與金屬相互作用形成了可溶性化合物,使氧化膜 的結構發生變化,金屬產生腐蝕。 吸附
等離子焊接系統在不銹鋼焊管生產中的應用 等離子焊接系統在不銹鋼焊管生產中的應用
格式:pdf
大小:663KB
頁數:4P
4.6
論述了等離子焊接原理和焊接工藝的優點;分析了等離子焊接系統中重要組成部分的性能;介紹了等離子焊接系統在不銹鋼焊管生產中的一些焊接工藝參數以及實際應用的效果。
不銹鋼管的多種連接方式
格式:pdf
大小:76KB
頁數:16P
4.5
不銹鋼管的多種連接方式 不銹鋼管的連接方式多樣,常見的管件類型有壓縮式、壓緊式、活接式、 推進式、推螺紋式、承插焊接式、活接式法蘭連接、焊接式及焊接與傳統連接 相結合的派生系列連接方式。這些連接方式,根據其原理不同,其適用范圍也 有所不同,但大多數均安裝方便、牢固可靠。連接采用的密封圈或密封墊材質, 大多選用符合國家標準要求的硅橡膠、丁腈橡膠和三元乙丙橡膠等,免除了用 戶的后顧之憂。 qfa0zan4e不銹鋼管http://www.***.***/
不銹鋼小管徑連接套管的離子滲氮最新文檔
AISI 304奧氏體不銹鋼活性屏離子滲碳 AISI 304奧氏體不銹鋼活性屏離子滲碳
格式:pdf
大小:574KB
頁數:4P
4.5
利用活性屏離子熱處理技術對aisi304奧氏體不銹鋼進行低溫離子滲碳(as-pc)處理,可以在不銹鋼表面形成一層無碳化鉻析出的碳的過飽和固溶體(sc相)。處理后的奧氏體不銹鋼可以在不降低耐蝕性能的基礎上大幅度提高不銹鋼表面的硬度,并解決了不銹鋼直流離子滲碳溫度均勻性差,工件存在邊緣效應等問題,aspc滲碳試樣表面基本可以保持原色。
AISI 201奧氏體不銹鋼低溫離子滲碳 AISI 201奧氏體不銹鋼低溫離子滲碳
格式:pdf
大小:210KB
頁數:3P
4.8
利用低溫等離子體輝光放電技術對aisi201奧氏體不銹鋼進行低溫離子滲碳(dcpc)處理,處理后的不銹鋼表面可以形成一層無碳化鉻析出的碳的過飽和固溶體(sc相)。由于滲入鋼中的過飽和碳原子引起奧氏體晶格發生畸變,結果使滲層的硬度和耐蝕性都有較大幅度的提高。
 爆炸焊接用不銹鋼復板等離子拼焊工藝的研究
爆炸焊接用不銹鋼復板等離子拼焊工藝的研究 爆炸焊接用不銹鋼復板等離子拼焊工藝的研究
格式:pdf
大小:215KB
頁數:3P
4.4
分析了奧氏體不銹鋼的焊接性,采用不加絲等離子單面焊接雙面成形+氬弧焊(磁擺)的方法,成功的焊接了8mm厚astm321板材。焊縫表面成形好,金相和rt無損檢測均未發現缺陷,力學性能滿足要求用。已將該方法用于爆炸焊接用的大面積astm321板材的拼焊,焊縫長度達到7.0m。
微束等離子弧焊焊接不銹鋼篩網的研究 微束等離子弧焊焊接不銹鋼篩網的研究
格式:pdf
大小:519KB
頁數:4P
4.7
不銹鋼篩網是由不銹鋼絲線編制而成,由于材料絲徑細且界面多,焊接工藝上有一定的難度。tig焊、激光焊、釬焊等焊接方法由于工藝、成本等原因都不是篩網焊接的最佳選擇,而微束等離子弧焊具有拘束度高、能量密度高等特點,特別適合不銹鋼篩網的焊接。實驗中采用自主研制的微束等離子弧焊接系統,在主弧電流小于3a下,進行了不同焊炬高度和不同焊接速度的對接試驗,最終取得了良好的不銹鋼篩網焊接效果。在此基礎上,分析了焊接速度和焊炬高度等因素對焊接質量的影響。
淺談304奧氏體不銹鋼離子滲氮 淺談304奧氏體不銹鋼離子滲氮
格式:pdf
大小:167KB
頁數:3P
4.4
采用直流脈沖等離子體源對304不銹鋼試樣表面進行離子滲氮改性,通過xrd、sem及顯微硬度計對滲氮前后的不銹鋼試樣表面進行成分、形貌及硬度分析,應用電化學阻抗譜分析滲氮前后試樣表面的耐蝕性能。結果表明:滲氮后,不銹鋼試樣表面形成了γ_n相改性層,γ_n相改性層的平均硬度值為hv_(0.1n)690.1mpa,比滲氮前的硬度提高了5倍多。與滲氮前相比,滲氮后的容抗弧直徑變大,中頻區相位角平臺顯著變寬,說明氮離子注入層使電極反應速率變慢,腐蝕速度減小,耐蝕性增強。
不銹鋼氯離子應力腐蝕開裂分析 不銹鋼氯離子應力腐蝕開裂分析
格式:pdf
大小:17KB
頁數:未知
4.5
本文結合某化工裝置氯乙烯壓力管道三通管件發生裂紋泄漏的案例,對不銹鋼氯離子應力腐蝕開裂的原因進行了系統的分析。研究氯離子應力腐蝕開裂的機理及影響不銹鋼氯離子應力腐蝕開裂的因素,對本案例提出了合理化的建議與措施。
不銹鋼小徑管全位置無填充絲TIG焊 不銹鋼小徑管全位置無填充絲TIG焊
格式:pdf
大小:506KB
頁數:未知
4.7
φ8~40毫米、壁厚1~2毫米的不銹鋼管,無填充絲tig全位置焊接時,有三個技術問題:①焊接位置在短時間內連續變化。②起焊時的溫度與焊接過程中及焊接結束時相差極大,要求焊接線能量隨焊接時的不同位置而改變。③由于焊接時不加填充絲,但要求焊縫有
小管徑薄壁不銹鋼管硬度測試分析 小管徑薄壁不銹鋼管硬度測試分析
格式:pdf
大小:139KB
頁數:2P
4.4
為了保證測試量值的準確可靠,針對小管徑薄壁軟質不銹鋼管硬度測試的特殊性進行分析研究。按照國家標準化的技術要求,分別對洛氏、布氏和維氏硬度測試方法的適宜性進行技術分析和比較,最終選擇維氏硬度試驗法的hv5級別進行測試和修正。經過標準化驗證和五年的質量跟蹤,測試質量滿足要求。
小管徑薄壁不銹鋼管硬度測試分析 小管徑薄壁不銹鋼管硬度測試分析
格式:pdf
大小:139KB
頁數:2P
4.4
為了保證測試量值的準確可靠,針對小管徑薄壁軟質不銹鋼管硬度測試的特殊性進行分析研究。按照國家標準化的技術要求,分別對洛氏、布氏和維氏硬度測試方法的適宜性進行技術分析和比較,最終選擇維氏硬度試驗法的hv5級別進行測試和修正。經過標準化驗證和五年的質量跟蹤,測試質量滿足要求。
不銹鋼小管徑連接套管的離子滲氮相關
文輯推薦
知識推薦
百科推薦


職位:信息系統監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


