

不銹鋼套管接頭電子束釬焊的組織分析
格式:pdf
大小:473KB
頁數(shù):4P
人氣 :77
 4.7
4.7
確定了不銹鋼管件套接接頭電子束釬焊的工藝參數(shù),并獲得了良好的釬焊接頭。利用掃描電鏡和能譜分析儀,對電子束釬焊試樣的顯微組織進(jìn)行了分析。結(jié)果表明,釬縫區(qū)主要是固溶體組織和少量的化合物;母材區(qū)除了奧氏體組織外,還存在Cu元素的晶間擴(kuò)散。



 不銹鋼方管套接接頭電子束釬焊微觀組織分析
不銹鋼方管套接接頭電子束釬焊微觀組織分析 不銹鋼方管套接接頭電子束釬焊微觀組織分析
格式:pdf
大小:213KB
頁數(shù):2P
選用合理的電子束釬焊工藝參數(shù),獲得了良好的釬焊接頭。用掃描電鏡和能譜分析儀對釬焊接頭的顯微組織進(jìn)行了分析。結(jié)果表明,釬料區(qū)主要是固溶體組織;母材區(qū)除了奧氏體組織外,存在銅元素的擴(kuò)散。
編輯推薦下載
不銹鋼電子束釬焊和真空釬焊接頭顯微組織研究 不銹鋼電子束釬焊和真空釬焊接頭顯微組織研究
格式:pdf
大小:1.0MB
頁數(shù):5P
4.6
本文采用bni-2、bпp-1兩種釬料,對1cr18ni9ti不銹鋼進(jìn)行了電子束釬焊和真空釬焊,并對其接頭進(jìn)行了顯微組織分析.結(jié)果表明,兩種釬料電子束釬焊形成的接頭顯微組織主要都是固溶體;bni-2釬料真空釬焊形成接頭的顯微組織是由兩部分組成的,一部分是位于母材附近的鎳固溶體,另一部分是位于釬縫中心的化合物組織;bпp-1釬料真空釬焊形成接頭的顯微組織是由銅-鎳固溶體和釬縫中少量的化合物相組成的.
不銹鋼管板接頭電子束釬焊 不銹鋼管板接頭電子束釬焊
格式:pdf
大小:830KB
頁數(shù):4P
4.4
應(yīng)用自主開發(fā)的基于虛擬儀器的電子束釬焊系統(tǒng),成功實現(xiàn)了不銹鋼毛細(xì)管板接頭的電子束釬焊。研究了電子束束流、加熱時間、聚焦電流和掃描幅值等電子束釬焊工藝參數(shù)對釬焊接頭質(zhì)量的影響規(guī)律。試驗結(jié)果表明,隨著電子束輸入功率密度的增加,釬角高度和bni-2釬料向毛細(xì)管壁的擴(kuò)散深度都逐漸增大。在優(yōu)化的電子束釬焊規(guī)范下,不銹鋼管板接頭釬透率100%,毛細(xì)管無溶蝕產(chǎn)生。通過電子探針顯微分析儀研究了電子束釬焊接頭中各相的化學(xué)組成,釬焊接頭主要由硼化鎳相、硼化鎳和硅化鎳相、硼化鉻相以及鎳的固溶體組成。
不銹鋼套管接頭電子束釬焊的組織分析熱門文檔
銅-不銹鋼套管式結(jié)構(gòu)件的焊接 銅-不銹鋼套管式結(jié)構(gòu)件的焊接
格式:pdf
大小:506KB
頁數(shù):3P
4.7
1.問題的提出如圖1所示的銅-不銹鋼套管式構(gòu)件圖樣要求采用熔化焊接組焊,而內(nèi)管與外管不銹鋼及法蘭盤銅合金之間雖然具有焊接性,但此類結(jié)構(gòu)的焊接的確十分少見。因內(nèi)、外管材質(zhì)不同,其熱導(dǎo)率、比熱容等參數(shù)相差懸殊,對焊接工序及焊接工藝都提出了較高的要求。為此我們做了工藝模擬試驗,焊
不銹鋼方管電子束釬焊工藝及組織分析 不銹鋼方管電子束釬焊工藝及組織分析
格式:pdf
大小:222KB
頁數(shù):3P
4.6
確定了不銹鋼方管電子束釬焊的工藝參數(shù),并利用掃描電子顯微鏡和能譜分析儀,對電子束釬焊試樣的顯微組織進(jìn)行了分析。結(jié)果表明,選用合理的工藝參數(shù),可獲得良好的釬焊接頭。釬料區(qū)主要是固溶體組織。母材區(qū)除了奧氏體組織外,存在銅元素的擴(kuò)散。
 不銹鋼毛細(xì)管管板接頭真空電子束釬焊溫度場模擬
不銹鋼毛細(xì)管管板接頭真空電子束釬焊溫度場模擬 不銹鋼毛細(xì)管管板接頭真空電子束釬焊溫度場模擬
格式:pdf
大小:785KB
頁數(shù):4P
4.3
針對管板接頭構(gòu)件的電子束釬焊特點,建立了一個三維的有限元分析模型,利用ansys軟件進(jìn)行了釬焊溫度場模擬,分析了各規(guī)范參數(shù)對溫度場的影響。選用設(shè)定的參數(shù)對工件進(jìn)行釬焊,并用熱電偶對工件表面溫度進(jìn)行測量,測量與模擬分析的結(jié)果有較好的一致性,證明所建立的模型是合理的。
鉻青銅與雙相不銹鋼電子束熔釬焊接頭形成機(jī)制 鉻青銅與雙相不銹鋼電子束熔釬焊接頭形成機(jī)制
格式:pdf
大小:1.6MB
頁數(shù):7P
4.6
采用光學(xué)金相、能譜分析及電子探針元素分析方法對qcr0.8/1cr21ni5ti電子束熔釬焊接接頭的組織結(jié)構(gòu)進(jìn)行了研究。研究結(jié)果表明,鉻青銅與雙相不銹鋼電子束熔釬焊接頭的焊縫組織為宏觀均勻的fe在cu中的過飽和固溶體相,熔釬界面上部形成了與焊縫及鋼側(cè)母材連結(jié)良好的一薄的α+ε相熔合過渡層,下部為釬合面。給出了銅鋼異種材料電子束熔釬接頭形成的結(jié)構(gòu)和熱作用條件,并基于組織結(jié)構(gòu)分析和電子束焊接的特點,建立了qcr0.8/1cr21ni5ti電子束熔釬焊接接頭形成的物理模型,探討了其形成機(jī)制。分析認(rèn)為,qcr0.8/1cr21ni5ti電子束熔釬焊接頭組織結(jié)構(gòu)的形成是由匙孔形熔池形成階段、熔合過渡層形成階段、釬縫形成階段及最終組織形成階段組成。
不銹鋼套管接頭電子束釬焊的組織分析精華文檔
不銹鋼管-管對接電子束焊接工藝 不銹鋼管-管對接電子束焊接工藝
格式:pdf
大小:434KB
頁數(shù):4P
4.5
針對穩(wěn)壓器的電加熱元件00cr17ni14mo2不銹鋼管(φ22mm×2.5mm)的i型坡口對接結(jié)構(gòu),采用上聚焦方式的電子束焊接工藝,解決了焊縫內(nèi)凸和表面塌陷的成型問題,實現(xiàn)了該結(jié)構(gòu)的單面焊雙面成型焊接。試件按法國rcc-m規(guī)范進(jìn)行外觀尺寸檢測、液體滲透檢測、x射線檢測、拉伸試驗、彎曲試驗、金相檢測、鐵素體含量測定及晶間腐蝕試驗,未見任何缺陷,各項性能均滿足技術(shù)條件要求。

螺紋套管接頭
格式:pdf
大小:145KB
頁數(shù):2P
4.3
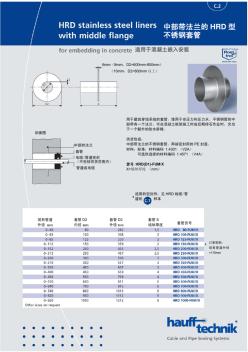
液壓配件 ?hawehydrauliksehaweproducts-04-2017-5.21/2 螺紋套管接頭 對于液壓配件,有多種不同的連接部件以供選擇,借助這些連接件,液壓設(shè)備可在不 同的加裝位置連接到hawe液壓泵站和閥的壓力管路上。 設(shè)備可通過變徑接頭組合。其他例如過篩和過濾器等配件可防止液壓設(shè)備受到較大污 染物的影響,這些污染物偶爾出現(xiàn),因此被稱為雜散性污染物。 在液壓設(shè)備中應(yīng)用時,有以下液壓配件: –測量設(shè)備,例如氣壓計,可用于監(jiān)測壓力 –控制儀器,如壓力開關(guān),可用于隨壓力變化的進(jìn)行的開關(guān)轉(zhuǎn)換 –此外,壓力蓄能器也可供使用 特征及優(yōu)點: ■結(jié)構(gòu)緊湊 ■可集成入hawe模塊化系統(tǒng) ■工作壓力最高至700bar 使用范圍: ■通用液壓系統(tǒng) 設(shè)備種類:變徑接頭 連接螺旋接頭 篩元件 過濾器 氣壓計 結(jié)構(gòu)形式:螺旋插裝式管接結(jié)構(gòu)形式
 鈦合金/不銹鋼釬焊接頭的組織特征
鈦合金/不銹鋼釬焊接頭的組織特征 鈦合金/不銹鋼釬焊接頭的組織特征
格式:pdf
大小:1.3MB
頁數(shù):4P
4.7
采用金相顯微鏡、電子顯微鏡、x射線能譜儀、顯微硬度、力學(xué)試驗等檢測手段,對ta17鈦合金/ag95cunili/0cr18ni10ti不銹鋼釬焊接頭的組織特征進(jìn)行了分析。結(jié)果表明:釬縫中不銹鋼/釬料一側(cè),形成了三層金屬間化合物釬縫組織;在鈦合金/釬料一側(cè),形成兩個組織區(qū)域;同時,銀沿鈦合金晶間擴(kuò)散;在凝固釬焊接頭的釬縫中,靠近不銹鋼一側(cè)出現(xiàn)了ti、cu的富集;靠近鈦合金一側(cè)cu原子的含量明顯升高,釬縫中心區(qū)基本上是純銀;釬縫中除不銹鋼/釬料擴(kuò)散層外,其他各微區(qū)的顯微硬度并沒有增加;從釬縫斷口分析也證明釬縫中靠近不銹鋼一側(cè)是接頭最薄弱的位置。
寶鋼經(jīng)濟(jì)型油套管接頭產(chǎn)品開發(fā)及應(yīng)用 寶鋼經(jīng)濟(jì)型油套管接頭產(chǎn)品開發(fā)及應(yīng)用
格式:pdf
大小:445KB
頁數(shù):5P
4.6
油套管接頭的性能是油套管管柱重要質(zhì)量指標(biāo)之一,其選用條件是根據(jù)油氣田工況條件,采用api扣型和特殊螺紋扣型。對于低壓低產(chǎn)氣井,選用api扣型不能保證氣密封性能,選用特殊螺紋扣型價格貴、成本高,因此,沒有合適的扣型選用。寶鋼根據(jù)油田低壓低產(chǎn)氣井工況條件,設(shè)計開發(fā)了經(jīng)濟(jì)型油套管產(chǎn)品,產(chǎn)品通過全尺寸實物性能試驗,其上扣完整性、密封完整性、結(jié)構(gòu)完整性達(dá)到了產(chǎn)品設(shè)計要求,并在油田完成了下井試驗,產(chǎn)品滿足了油田實際工況的要求,實現(xiàn)了實用性和經(jīng)濟(jì)性的統(tǒng)一。
不銹鋼套管接頭電子束釬焊的組織分析最新文檔
鈦合金電子束深熔焊接頭的組織及缺陷 鈦合金電子束深熔焊接頭的組織及缺陷
格式:pdf
大小:1.2MB
頁數(shù):5P
4.7
對大厚度鈦合金電子束焊接接頭的顯微組織、相組成和冷隔缺陷進(jìn)行研究。結(jié)果表明,焊縫區(qū)組織為馬氏體α′相;熱影響區(qū)由細(xì)晶區(qū)和粗晶區(qū)兩部分組成,細(xì)晶區(qū)組織為初生α相+β相+等軸α相,粗晶區(qū)組織為少量的初生α相+針狀α′相;母材區(qū)組織基本上都是長條狀和塊狀的初生α相,其間分布著少量殘余β相。對冷隔的形成原因進(jìn)行了分析,并提出了預(yù)防措施。
不銹鋼軟管接頭全位置焊接
格式:pdf
大小:101KB
頁數(shù):5P
4.7
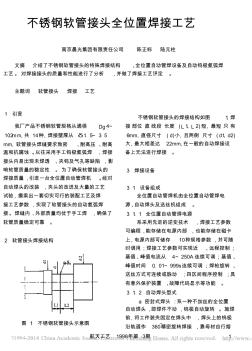
不銹鋼軟管接頭全位置焊接工藝 南京晨光集團(tuán)有限責(zé)任公司 陳正標(biāo) 陸元柱 文摘 介紹了不銹鋼軟管接頭的特殊焊接結(jié)構(gòu)、全位置自動管焊設(shè)備及自動鎢極氬弧焊 工藝。對焊接接頭的質(zhì)量和性能進(jìn)行了分析,并做了焊接工藝評定。 主題詞 軟管接頭 焊接 工藝 1 引言 我廠產(chǎn)品不銹鋼軟管規(guī)格從通徑dg4~ 102mm,共14種,焊接壁厚從δ1.5~3.5 mm,軟管接頭焊縫要求致密、耐高壓、耐高 溫和抗腐蝕。以往采用手工鎢極氬弧焊,焊接 接頭內(nèi)易出現(xiàn)未焊透、夾鎢及氣孔等缺陷,影 響軟管質(zhì)量的穩(wěn)定性。為了確保軟管接頭的 焊接質(zhì)量,引進(jìn)一臺全位置自動管焊機(jī)。經(jīng)對 自動焊頭的改裝,夾頭的改進(jìn)及大量的工藝 試驗,摸索出一套切實可行的裝配工藝及焊 接工藝參數(shù),實現(xiàn)了軟管接頭的自動氬弧焊 接。焊縫內(nèi)、外部質(zhì)量均優(yōu)于手工焊,確保了 軟管質(zhì)量穩(wěn)定可
 不銹鋼管接頭精密成形的工藝分析與實驗研究
不銹鋼管接頭精密成形的工藝分析與實驗研究 不銹鋼管接頭精密成形的工藝分析與實驗研究
格式:pdf
大小:264KB
頁數(shù):4P
4.3
不銹鋼管接頭截面積變化大,成形和脫模困難。本文對其塑性加工工藝方案進(jìn)行分析比較,并通過工藝實驗,驗證工藝分析結(jié)果。該零件采用溫擠壓成形可以獲得較好的技術(shù)經(jīng)濟(jì)效益;一次正擠壓效率高,工藝力大;正擠-鐓粗復(fù)合工藝則工藝力小,但效率較低。
不銹鋼系形狀記憶合金管接頭 不銹鋼系形狀記憶合金管接頭
格式:pdf
大小:126KB
頁數(shù):未知
4.7
日本鋼管公司開發(fā)了含鉻9%~20%的不銹鋼系形狀記憶合金(sma),并制成管接頭,用于大樓內(nèi)配管系統(tǒng)的連接。該公司生產(chǎn)的sma管接頭材料的典型化學(xué)成分為:9%cr5%ni,14%mn,6%si,余為fe。該sma合金的形狀記憶特性屬單向型,回復(fù)變形量最大值為4%,馬氏體轉(zhuǎn)變開始點為323k,奧氏體轉(zhuǎn)變終止點為573k。耐點蝕性和耐均勻腐蝕性類似于430和420型鐵素體不銹鋼,表面具有穩(wěn)定
不銹鋼管接頭的失效分析及其質(zhì)量改進(jìn) 不銹鋼管接頭的失效分析及其質(zhì)量改進(jìn)
格式:pdf
大小:1.0MB
頁數(shù):4P
4.5
通過實例對1cr18ni9ti鋼管接頭的泄漏事故進(jìn)行了分析,結(jié)果發(fā)現(xiàn),管接頭的早期失效是由于其固溶處理不良所致。介紹了從表面產(chǎn)生沿晶腐蝕,晶粒相互脫離,大量沿晶裂紋形成,其中一些裂紋擴(kuò)展,直至該管接頭開裂失效的全過程。
不銹鋼接頭的寬間隙真空釬焊 不銹鋼接頭的寬間隙真空釬焊
格式:pdf
大小:163KB
頁數(shù):未知
4.7
采用先在釬縫間隙中預(yù)填合金粉,然后在釬縫外置放釬料進(jìn)行釬焊的方法,解決不銹鋼接頭寬間隙的釬焊問題.當(dāng)釬縫內(nèi)預(yù)填316粉(或1cr18ni9粉)及用bni-1a(或bni-2)釬料釬焊時,預(yù)填粉不熔化,焊后保持原來的形狀。釬料中的硼沿晶界向預(yù)填粉中擴(kuò)散,在晶界處與鐵結(jié)合形成fe2b,釬料獲得固溶體組織。用bni-1a釬料釬焊釬縫內(nèi)預(yù)填316粉時,釬紺縫強(qiáng)度高達(dá)504.7mpa。用bni-5釬料釬焊針縫內(nèi)預(yù)填316粉時,針縫組織內(nèi)的固溶體相中夾帶少量的化合物相,釬縫的重熔溫度高達(dá)1325℃。對同一種釬料而言,寬間隙針縫的抗拉強(qiáng)度與重熔溫度有較好的對應(yīng)性,即重熔溫度高,抗拉強(qiáng)度也高。
硬質(zhì)合金與碳鋼電子束對接焊接頭的顯微組織 硬質(zhì)合金與碳鋼電子束對接焊接頭的顯微組織
格式:pdf
大小:746KB
頁數(shù):4P
4.5
選用yg30硬質(zhì)合金與45鋼進(jìn)行電子束對接焊復(fù)合試驗,用掃描電鏡、波長分散x射線譜儀對焊接接頭顯微組織進(jìn)行了分析。結(jié)果表明:當(dāng)電子束電流小、焊接速度慢時,焊接接頭易形成有害的η相,η相分布于yg30/焊縫界面區(qū)域,并聚集長大,η相層厚度約10μm;焊接過程中硬質(zhì)合金脫碳和鐵向硬質(zhì)合金遷移是η相形成的主要原因。
不銹鋼管接頭成形工藝分析及模具設(shè)計 不銹鋼管接頭成形工藝分析及模具設(shè)計
格式:pdf
大小:535KB
頁數(shù):4P
4.4
對不銹鋼管接頭的塑性成形工藝進(jìn)行分析,確定采用溫擠壓—鐓粗二次成形方案,并介紹了擠壓模和鐓粗模的結(jié)構(gòu)、工作過程及設(shè)計要點。該模具已在實際生產(chǎn)得到驗證。
不銹鋼套管接頭電子束釬焊的組織分析相關(guān)
文輯推薦
知識推薦
百科推薦


職位:園林工程資料員
擅長專業(yè):土建 安裝 裝飾 市政 園林


