

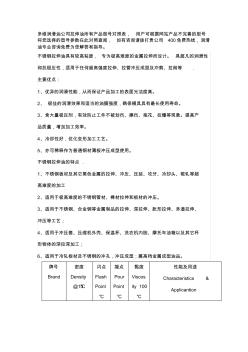
不銹鋼拉鉚釘規格
格式:pdf
大小:48KB
頁數:1P
人氣 :70
 4.7
4.7
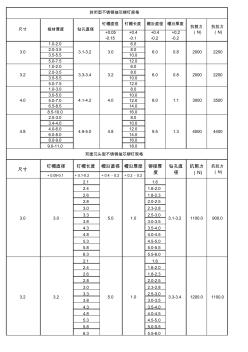
釘體直徑 釘體長度 帽緣直徑 鉆孔直徑 鉚接范圍 d(mm) L(mm) D(mm) (mm) (mm) 抗拉力 (N) 抗剪力 (N) 抗拉力 (N) 抗剪力 (N)6 1.0-3.0 8 3.0-5.0 10 5.0-7.0 13 7.0-10.0 15 10.0- 121.0 6 1.0-2.5 8 2.5-4.5 10 4.5-6.5 13 6.5-9.5 15 9.5-11.5 18 11.5- 14.56 0.5-2.0 8 2.0-4.0 10 4.0-6.0 13 6.0-9.0 15 9.0-11.0 18 11.0- 14.020 14.0- 16.0 1160 4 2405 五金拉鉚釘規格表大全 4.8 7.8-8.0 5 5335 4230 3020 1875 1385 6.0-6.2 4.1 3650 2890 2090 不銹鋼材料 鐵質材料 產品名稱: 不銹鋼型



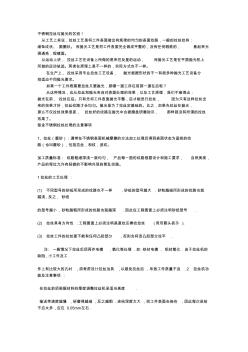
不銹鋼抽芯鉚釘規格
格式:pdf
大小:61KB
頁數:2P
+0.05+0.4+0.4+0.2 -0.15-0.1-0.2-0.2 1.0-2.06.0 2.0-3.58.0 3.5-5.510.0 5.0-7.512.0 1.0-2.06.0 2.0-3.58.0 3.5-5.510.0 5.0-7.512.0 1.0-3.08.0 3.0-5.010.0 5.0-7.012.0 6.5-8.514.0 8.5-10.016.0 2.0-3.08.0 3.4-4.010.0 4.0-6.012.0 6.0-8.014.0 8.0-9.016.0 9.0-11.018.0 釘帽直徑釘帽長度帽沿直徑帽沿厚度 +0.09-0.1+0.1-0.2+0.4-0.2+0.2-0.2 2.11.6 2.41.6-2.0 2.61.8-2.3 2.82.0-2.5 3.02.3-2.8 3.
拉鉚釘
格式:pdf
大小:746KB
頁數:5P
拉鉚釘 1、什么是拉鉚釘? 拉鉚釘,又稱哈克拉鉚 釘或哈克(huck)螺栓,是 利用虎克定律原理,用拉鉚 釘專用設備將2個結合件夾 緊后,將套入的環狀套環(或 稱不帶螺紋的螺帽)的金 屬擠壓并充滿到帶有多條環 狀溝槽的栓柱的凹槽內,使 套環與栓柱嚴密結合的一種開口型【抽芯鉚釘】 緊固方式。因此,每根拉鉚釘緊固件在組裝完成后具有相同的緊固力 及永不松動等特性。拉鉚釘緊固件可用 于一般需栓接或鉚接的部件。由于拉鉚 釘緊固件所產生的高緊固力、永不松動 及高抗剪力等性能,拉鉚釘緊固件也經 常被用來取代焊接。 2、拉鉚釘分類:拉鉚釘按材質種 類可分為開口型抽芯鋁鉚釘、封閉型鋁鋁大帽沿拉鉚釘 拉釘、不銹鋼拉釘和烤漆拉釘。拉鉚釘按結構不同分種類很多,常見 的有半圓頭鉚釘、平頭鉚釘、沉頭鉚釘、半空心鉚釘、實心鉚釘、子 母鉚釘、臺階鉚釘等。 3工作原理:拉鉚釘緊固件與傳統螺栓利 用扭力旋
編輯推薦下載

不銹鋼拉鉚釘規格熱門文檔
GB12618.1不銹鋼開口型扁圓頭抽芯鉚釘優質拉釘拉鉚釘
格式:pdf
大小:461KB
頁數:2P
4.4
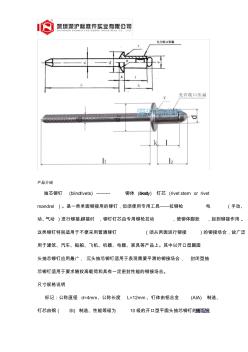
產品介紹 抽芯鉚釘(blindrivets)---------鉚體(rivetbody)釘芯(rivetstemorrivet mandrel)。是一類單面鉚接用的鉚釘,但須使用專用工具——拉鉚槍(手動、電 動、氣動)進行鉚接。鉚接時,鉚釘釘芯由專用鉚槍拉動,使鉚體膨脹,起到鉚接作用. 這類鉚釘特別適用于不便采用普通鉚釘(須從兩面進行鉚接)的鉚接場合,故廣泛 用于建筑、汽車、船舶、飛機、機器、電器、家具等產品上。其中以開口型扁圓 頭抽芯鉚釘應用最廣,沉頭抽芯鉚釘適用于表現需要平滑的鉚接場合,封閉型抽 芯鉚釘適用于要求隨較高載荷和具有一定密封性能的鉚接場合。 尺寸規格說明 標記:公稱直徑d=4mm、公稱長度l=12mm、釘體由鋁合金(aia)制造、 釘芯由鋼(st)制造、性能等級為10級的開口型平圓頭抽芯鉚釘的標記:抽芯鉚
不銹鋼拉伸油的規格型號大全
格式:pdf
大小:28KB
頁數:2P
4.7
多維潤滑油公司拉伸油所有產品型號對照表,用戶可根據網站產品不完善的型號 將您選擇的型號參數在此對照查閱,如有咨詢請撥打貴公司400免費熱線,潤滑 油專業咨詢免費為您解答和指導。 不銹鋼拉伸油具有較高粘度,專為極高難度的金屬拉伸而設計。具超凡的潤滑性 和抗極壓性,適用于任何超高強度拉伸、拉管沖壓成型及沖剪、拉削等. 主要優點: 1、優異的潤滑性能,從而保證產品加工的表面光潔度高。 2、極佳的潤滑效果和適當的油膜強度,確保模具具有最長使用壽命。 3、含大量極壓劑,有效防止工件不被劃傷、擦傷、拖花、拉爆等現象。提高產 品質量,增加加工效率。 4、冷卻性好,優化變形加工工藝。 5、亦可稀釋作為普通鋼材薄板沖壓成型使用。 不銹鋼拉伸油的特點. 1、不銹鋼板材及其它黑色金屬的拉伸、沖壓、壓延、攻牙、冷卻頭、輥軋等超 高難度的加工 2、適用于極高難度的不銹鋼管材、棒材拉伸和板材的沖壓

《不銹鋼拉索》
格式:pdf
大小:29KB
頁數:10P
4.3
1 黑色冶金行業標準 《不銹鋼拉索》編制說明 1工作概況 1.1任務來源 根據工業和信息化部工信廳科[2010]74號文(鋼標委[2010]10號)(其中第3項)要求,黑色冶金行業標準《不銹鋼拉索》由全國鋼標準化技術委 員會歸口管理,由廣東堅朗五金制品有限公司(原名稱為東莞市堅朗五金制品有限公司)負責編制。 1.2工作過程 廣東堅朗五金制品有限公司是國內最大的不銹鋼拉索生產廠家之一,可生產國內最大直徑120mm 的不銹鋼拉索。堅朗在不銹鋼拉索設計和制造方面有著豐富的經驗,其產品在國內外許多重大工程項目 中使用。2010年8月在廣東東莞成立了《不銹鋼拉索》標準起草編制組,確立了編制組成員名單,將 標準編制工作分工到了每個成員。 表1起草單位承擔任務表 承擔任務承擔單位 文字起草廣
不銹鋼拉絲標準
格式:pdf
大小:308KB
頁數:5P
4.6
不銹鋼拉絲與拋光的區別! 從工藝上來說,拉絲工藝是將工件表面做出有規律的均勻的表面紋路,一般的拉絲紋有: 細條紋狀、圓圈狀。而拋光工藝是將工件表面完全做成平整的,沒有任何瑕疪的,看起來光 滑透亮,程鏡面。 從運動上講,拉絲工藝在設備上所做的是來往反復的運動,而拋光工藝是在平面拋光機上 所做的運動軌跡。兩者在原理上是不一樣的,實際方式也不一樣。 在生產上,拉絲采用專業拉絲工藝設備,拋光根據形狀的不一有很多種拋光工藝設備分 別適應不同拋光要求。 如果一個工件既需要拉絲又要拋光,那哪一道工序在前那一道在后呢? 從這種情況,應從拉絲和拋光各自對表面處理的效果,以及工藝原理,我們不難得出: 拋光在前,拉絲在后。只有先將工件表面拋光平整,后才能進行拉絲,因為只有這樣拉絲出 來的效果才好,拉絲紋路才會均勻。拋光是為了拉絲定基礎的。總之,如果先拉絲在拋光, 那么不僅拉絲效果很差,拉絲好
不銹鋼拉絲油
格式:pdf
大小:18KB
頁數:2P
4.3
不銹鋼拉絲油 不銹鋼拉絲油:專用于不銹鋼、碳鋼、合金鋼材質的棒材、線材的引拔加工。還可以用 于各種鋼材管材、毛細管的高難度拉拔潤滑;為光亮拉拔、無煙清潔拉拔、耐溫拉拔的最佳 配套潤滑產品;可有效取代傳統的拉拔油,解決光澤度差、煙霧大、潤滑性差的問題! 一、不銹鋼拉絲油參數: 產品名稱不銹鋼拉絲油 品牌美科潤滑油 運動粘度(40℃)mm2/s100-150(可根據客戶需要調整) ph值7.5-8.5 閃點(開口)℃無 硫,氯,石蠟,礦物油含量無 包裝18l,200l 二、不銹鋼拉絲油相關推薦: sae15w/40發 電機油 sae15w/40發電機油高性能通用型內燃發電機油,極佳的抗磨損、抗 腐蝕和清潔分散性能,具良好抗氧化性、低溫啟動性能,適合任何氣候 下使用。可滿足所以高級汽油機、柴油發電機使用。 d-3030多功能 壓板油 d-3030多功能
不銹鋼拉鉚釘規格精華文檔

不銹鋼拉絲型號
格式:pdf
大小:33KB
頁數:3P
4.7
stainlesssteel brushedstainlesssteelcomesinvariousfinishes.no.3andno.4aretypical.these finishesarehardtorepairwhenscratchesappears.anotherbrushfinishisthehairline finish.theadvantageofthisfinishisthatthegrainiscontinuousandrunsthelengthofthe sheet.theimportanceofcontinuouslonggrainhairlinefinishistoallowforrepairof minorscratches.on
不銹鋼拉伸油
格式:pdf
大小:103KB
頁數:1P
4.7
不銹鋼拉伸油 【性能和用途】 不銹鋼拉伸油是一款高強度拉伸成型油,由多種極壓、潤滑、防銹添加劑組成,粘度適 中,附著性好,極壓性強,用于中高強度鋼、不銹鋼等沖壓拉伸加工。 【適用工藝及材質】 高碳鋼、不銹鋼等材質的拉伸、沖壓成型加工。 【優點】 潤滑性:粘度適中,附著性好,抗極壓強,適于高碳鋼、不銹鋼等高強度拉伸沖壓成型 加工。 防腐蝕性:采用中性配方,對金屬提供有效保護,不會腐蝕變色。 【主要技術參數】 項目技術指標參照標準 外觀黃色透明目測 氣味低氣味- 密度,(20℃)0.82~0.87比重計 粘度(40℃,mm2/s)70~75gb/t265 閃點(coc)>180℃gb/t267 機械雜質合格gb/t511 【使用說明】 本品為純油性加工液,不需加水,直接使用即可。 【包裝及儲存】 規格:18l/桶、200l/桶 本品應貯存在干燥
不銹鋼拉絲工藝作業細則
格式:pdf
大小:6KB
頁數:2P
4.7
不銹鋼拉絲工藝作業細則 1說明 1.1本操作規程適用于不銹鋼的打磨、拉絲操作。 1.2在圖樣、工藝指導卡無要求的情況下,可執行本工藝守則的規定。 1.3新工人在上崗操作前,必須經過培訓,合格后方可操作。 2準備工作 2.1操作者應熟悉設備結構、工作原理,并經過實際操作訓練。 2.2清楚拉絲件圖樣中的技術要求,熟悉相關拉絲工藝指導卡。 2.3檢查電源線有無破損。 2.4正確選擇砂輪、千葉片和拉絲帶的種類和目數。 2.5拉絲件在翻轉和搬運過程要輕拿、輕放,避免將裝飾面劃傷。 2.6認真檢查轉序件的外裝飾面是否有磕碰、麻點、凹坑,其 缺陷深度是否通過打磨的方法可以去除,發現問題及時反 饋給質檢員。 2.7開機前應保證設備處于良好狀態,檢查拉絲帶的種類和目數是否 正確。 2.8設備:拋光機、拋管機、拋板機、手提砂輪機、角磨機、直磨機。 2.9輔料:金剛砂(白剛玉、棕剛玉
不銹鋼拉絲電鍍
格式:pdf
大小:8KB
頁數:3P
4.5
不銹鋼可以上顏色,但是必須要在相對的條件下:1.將不銹鋼拉絲后(用2000目的砂紙), 因為不銹鋼表面光滑,必須將其光滑面破壞再進行水鍍上色。2.將不銹鋼進行真空鍍上色(單 價較高)。我司很多的客戶就是用真空鍍的不銹鋼部件。 六、什么是靜電噴粉? ·靜電噴粉又稱固體噴塑,采用的是樹脂基材料(固體粉末狀),經靜電噴涂吸附在鋁材表面,再經高 溫烘烤后溶化固定在鋁材表面的一種工藝。它具有無毒、無臭、無污染的優點,表面色澤艷麗,客戶選擇 性強。目前很多產品如冰箱、微波爐、洗衣機等的表面都采用這種工藝。 七、金色、銀色淋浴房的顏色是電鍍的嗎? ·金色、銀色、砂銀、啞銀、拉絲銀等淋浴房的顏色不是電鍍工藝形成的,而是一種適用于鋁型材的表 面處理技術。稱作陽極氧化著色的。在氧化著色前,如果先行拋光使鋁材表面達到一定的光亮度,則出來 的材料近似于不銹鋼,我們稱之為銀色,如果將材料表面打砂處理后

不銹鋼拉鉚釘規格最新文檔
不銹鋼拉伸模具
格式:pdf
大小:61KB
頁數:2P
4.6
不銹鋼拉伸 常用的不銹鋼板材國內牌號為0cr18ni9.日本牌號是 sus304 這個材料的抗拉強度為520兆帕,屈服強度為205兆帕。因為材 料中含有較大的鉻鎳錳成分,使得不銹鋼板材在拉伸成形過程中 加工硬化現象特別嚴重,這就是不銹鋼板材拉伸最突出的特性。 在加工生產中如果拉伸系數給的較低時,零件拉伸完成時內部儲 存了很大的內應力.在存放的幾個小時后就會產生爆裂,切記在 選擇拉伸系數時要考慮此因素。一般一次拉伸后采取的措施是 1150度光亮退火,目的是一.要消除材料內部的內應力。二.是造 就零件的再塑性。從以上所敘述的不銹鋼特性,本文將從以下幾 個方面加以分析,可以看出不銹鋼材料的拉伸成形難度之大。 不銹鋼拉伸模具制作,在冷沖模具材料的選擇中,一般凸凹 模多選用cr12mov冷作模具鋼,此模具材料制作的凸凹模在拉 伸過程中經常會出現刮花
不銹鋼拉索
格式:pdf
大小:29KB
頁數:10P
4.7
1 黑色冶金行業標準 《不銹鋼拉索》編制說明 1工作概況 1.1任務來源 根據工業和信息化部工信廳科[2010]74號文(鋼標委[2010]10號)(其中第3項)要求,黑色冶金行業標準《不銹鋼拉索》由全國鋼標準化技術委 員會歸口管理,由廣東堅朗五金制品有限公司(原名稱為東莞市堅朗五金制品有限公司)負責編制。 1.2工作過程 廣東堅朗五金制品有限公司是國內最大的不銹鋼拉索生產廠家之一,可生產國內最大直徑120mm 的不銹鋼拉索。堅朗在不銹鋼拉索設計和制造方面有著豐富的經驗,其產品在國內外許多重大工程項目 中使用。2010年8月在廣東東莞成立了《不銹鋼拉索》標準起草編制組,確立了編制組成員名單,將 標準編制工作分工到了每個成員。 表1起草單位承擔任務表 承擔任務承擔單位 文字起草

鉚釘規格標準
格式:pdf
大小:7KB
頁數:4P
4.7
序號品種名稱與標準號規格范圍技術條件或材料 1 半圓頭鉚釘* gb867—86 0.6—16 按gb116—86規定: 碳素鋼: a.不經處理; b.鍍鋅鈍化 不銹鋼: a.不經處理 銅及其合金: a.不經處理; b.鈍化 鋁及其合金: a.不經處理; b.陽極氧化 2 半圓頭鉚釘(粗制)* gb863.1—86 12—36 3 小半圓頭鉚釘(粗制)* gb863.2—86 10—36 4 平錐頭鉚釘* gb868—86 2—16 5 平錐頭鉚釘(粗制) gb864—86 12—36 6 沉頭鉚釘* gb869—86 1—16 7 沉頭鉚釘(粗制) gb865—86 12—36 8 半沉頭鉚釘 gb870—86 1—16 9 半沉頭鉚釘(粗制) gb866
 拉鉚釘高精度測量技術的研究與實現
拉鉚釘高精度測量技術的研究與實現 拉鉚釘高精度測量技術的研究與實現
格式:pdf
大小:304KB
頁數:3P
4.6
本文采用數字圖像處理技術實現拉鉚釘非接觸實時在線的高精度測量。首先簡單介紹硬件像素達到300萬的圖像采集系統的軟硬件結構。其次詳細給出了拉鉚釘幾何參數測量的算法,運用matlab進行仿真分析。最后從應用理論和實驗結果證明了此種非接觸測量方法在工業現場正確性和研究性。
 拉鉚釘質量分析與控制
拉鉚釘質量分析與控制 拉鉚釘質量分析與控制
格式:pdf
大小:116KB
頁數:未知
4.7
"以質量求生存,以信譽求發展"這是企業生存和發展的生命鏈。只有加強質量管理,才能提高產品質量,增強企業的市場競爭力。本文對拉鉚釘生產過程中常見的質量問題進行分析,進而對拉鉚釘整個生產進行過程控制,有針對性的制定一系列保證措施,有效的保證了產品質量,降低了產品的廢品率。

不銹鋼拉絲產品檢驗規范
格式:pdf
大小:286KB
頁數:6P
4.6
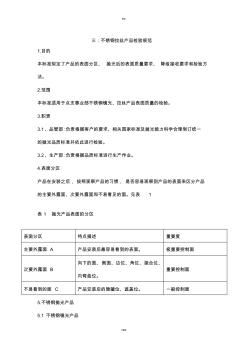
精品 可編輯 三:不銹鋼拉絲產品檢驗規范 1.目的 本標準規定了產品的表面分區、拋光后的表面質量要求、降級接收要求和檢驗方 法。 2.范圍 本標準適用于點支事業部不銹鋼鏡光、拉絲產品表面質量的檢驗。 3.職責 3.1、品管部:負責根據客戶的要求、相關國家標準及拋光能力科學合理制訂統一 的拋光品質標準并依此進行檢驗。 3.2、生產部:負責根據品質標準進行生產作業。 4.表面分區 產品在安裝之后,按照觀察產品的習慣,是否容易觀察到產品的表面來區分產品 的主要外露面、次要外露面和不易看見的面。見表1 表1拋光產品表面的分區 5.不銹鋼拋光產品 5.1不銹鋼鏡光產品 表面分區特點描述重要度 主要外露面a產品安裝后最容易看到的表面。極重要控制面 次要外露面b 向下的面、側面、邊位、角位、接合位、 內彎曲位。 重要控制面 不易看到的面c產品安裝后的隱藏位、遮蓋位。
不銹鋼拉鉚釘規格相關
文輯推薦
知識推薦
百科推薦

職位:強電工程師
擅長專業:土建 安裝 裝飾 市政 園林


