

不銹鋼和鈦合金工件的高效深孔鉆削工藝
格式:pdf
大小:353KB
頁數:2P
人氣 :69
 4.5
4.5
針對不銹鋼、鈦合金材料的深孔加工問題 ,分析了難加工材料的切削特性。從刀具設計及工藝方面 ,對高效深孔鉆削進行了研究 ,并實際進行了切削試驗 ,取得了較為滿意的加工效果




不銹鋼的鉆削加工
格式:pdf
大小:10KB
頁數:5P
不銹鋼的鉆削加工 摘要: 不銹鋼材料塑性大,加工硬化嚴重,易生成積屑瘤,而使加工表 面質量惡化。切削力約比45#鋼(正火)高25%,加工表面硬化程 度及硬化層深度大。導熱系數小,只為45#鋼的1/3,因此產生的熱 量多且不易傳出,所以切削溫度高。由于切削溫度高,加工硬化嚴重, 加上鋼中有碳化物,形成硬質夾雜物,又易刀具發(fā)生冷焊,故刀具磨 損快,耐用度低,鉆孔時鉆頭被四周孔壁包圍,散熱更加不易。由于 鉆頭幾何角度不夠合理,以致使鉆頭易于磨損,耐用度低。為此必須 研究改進標準鉆頭的幾何參數,選用合理的切削用量,以減小磨損, 提高鉆頭耐用度,并保證順利的斷屑和排屑。 不銹鋼材料的可加工性較一般碳鋼差的多,而鉆削比車削還差。 因此,對不銹鋼材料的鉆削加工就更加困難,主要表現在下列兩個方 面。 (1)由于不銹鋼塑性大、韌性高,所以鉆削的時鉆頭的粘附磨 損大。不銹鋼的熱導率低和導熱性差,鉆
編輯推薦下載
 鈦合金深孔鉆削鉆頭刀片材料和幾何參數的選擇
鈦合金深孔鉆削鉆頭刀片材料和幾何參數的選擇 鈦合金深孔鉆削鉆頭刀片材料和幾何參數的選擇
格式:pdf
大小:486KB
頁數:3P
4.6
這里以難加工材料鈦合金為研究對象,針對鈦合金材料的加工難點特性,選擇目前國內相應的硬質合金材料,并優(yōu)化組合出不同的鉆頭幾何參數,進行了深孔鉆削試驗。通過對試驗結果進行分析,確定出適合加工鈦合金材料的深孔鉆用刀片材料和幾何參數。
不銹鋼薄板類工件的車削工藝 不銹鋼薄板類工件的車削工藝
格式:pdf
大小:111KB
頁數:2P
4.8
我公司承攬的風電項目中,需要加工一批不銹鋼(1cr18ni9)材質的薄板類密封環(huán)(見圖1)。現介紹該類密封環(huán)的車序加工工藝措施,為解決不銹鋼薄板類工件的加工提供一種新方法。
不銹鋼和鈦合金工件高效深孔鉆削工藝熱門文檔
鈦合金和不銹鋼的擴散焊接 鈦合金和不銹鋼的擴散焊接
格式:pdf
大小:340KB
頁數:6P
4.7
對ta17鈦合金與1cr18ni9ti不銹鋼的焊接接頭強度進行了實驗研究。采用恒溫恒壓擴散焊、相變超塑性擴散焊和脈沖加壓擴散焊實現了鈦合金和不銹鋼的焊接,測試了焊接接頭的強度,并對接頭進行了金相觀察。結果發(fā)現:3種接頭的強度都達到了264mpa,且接頭為多層次的多相組織。物相分析發(fā)現鈦合金不銹鋼接頭中存在fe2ti和σ(fecr)兩種脆性金屬間化合物。脈沖加壓擴散焊能促進擴散過程,減少金屬間化合物的形成,改善其分布,是一種較有前景的擴散焊方法。
不銹鋼和鈦合金攻絲方法研究 不銹鋼和鈦合金攻絲方法研究
格式:pdf
大小:324KB
頁數:2P
4.7
針對不銹鋼和鈦合金材料在攻絲時的難題,如何在實際加工中選取合理的攻絲條件。我們首先分析兩種材料的加工特性,又從絲錐材料、切削速度、切削液三方面說明了對不銹鋼和鈦合金材料攻絲加工時的影響和選取方法。

鈦合金、鋁合金、不銹鋼
格式:pdf
大小:32KB
頁數:5P
4.7
一、鈦合金 鈦是20世紀50年代發(fā)展起來的一種重要的結構金屬,鈦合金因具有強度高、耐蝕性好、 耐熱性高等特點而被廣泛用于各個領域。世界上許多國家都認識到鈦合金材料的重要性,相 繼對其進行研究開發(fā),并得到了實際應用。20世紀50~60年代,主要是發(fā)展航空發(fā)動機用 的高溫鈦合金和機體用的結構鈦合金,70年代開發(fā)出一批耐蝕鈦合金,80年代以來,耐蝕 鈦合金和高強鈦合金得到進一步發(fā)展。鈦合金主要用于制作飛機發(fā)動機壓氣機部件,其次為 火箭、導彈和高速飛機的結構件。 鈦合金的密度一般在4.51g/cm3左右,僅為鋼的60%,純鈦的強度才接近普通鋼的強度, 一些高強度鈦合金超過了許多合金結構鋼的強度。因此鈦合金的比強度(強度/密度)遠大于其 他金屬結構材料,可制出單位強度高、剛性好、質輕的零、部件。目前飛機的發(fā)動機構件、 骨架、蒙皮、緊固件及起落架等都使用鈦合
鋁合金高速微小孔鉆削工藝 鋁合金高速微小孔鉆削工藝
格式:pdf
大小:2.5MB
頁數:5P
4.4
隨著科學技術的發(fā)展和尖端產品的日益精密化、集成化和微型化,微小孔加工的數量越來越多,對加工質量的要求也越來越高。盡管加工微小孔的工藝方法有很多,例如激光束、電子束、離子束和電火花加工等,但是在國內外應用最廣泛、實用性最強的仍然是麻花鉆機械鉆孔。
不銹鋼薄壁工件的銑削 不銹鋼薄壁工件的銑削
格式:pdf
大小:236KB
頁數:2P
4.8
不銹鋼薄壁工件的機械加工是一個相當棘手的難題,由于自身的剛性差,在裝夾時受到夾緊力作用,銑削時受到銑削力作用,很容易造成工件變形,進而嚴重影響工件的形位公差;材料為不銹鋼的工件在銑削過程中很容易粘刀,使刀具表面形成
不銹鋼和鈦合金工件高效深孔鉆削工藝精華文檔
鈦合金與不銹鋼擴散連接研究現狀 鈦合金與不銹鋼擴散連接研究現狀
格式:pdf
大小:459KB
頁數:3P
4.7
分析了鈦及鈦合金與不銹鋼的物理化學性能的差異對連接接頭性能的影響以及鈦合金與不銹鋼焊接接頭的性能,綜述了國內外鈦及鈦合金與不銹鋼擴散連接的發(fā)展現狀,展望了表面自納米化技術在鈦及鈦合金與不銹鋼擴散連接上的運用及發(fā)展。
鈦合金、不銹鋼和鋁合金異材管路結構釬焊工藝 鈦合金、不銹鋼和鋁合金異材管路結構釬焊工藝
格式:pdf
大小:622KB
頁數:3P
4.6
通過對衛(wèi)星推進系統(tǒng)三種常用材料(鈦合金、不銹鋼和鋁合金)的薄壁、小直徑異材管路結構高頻感應釬焊工藝試驗,研制出了相應的中間層材料,優(yōu)化了焊接工藝參數,并對優(yōu)化的工藝參數進行了驗證,為航天器薄壁、小直徑異材管路結構的工程應用提供了技術基礎。
不銹鋼鉆削中提高鉆尖斷屑性能的試驗研究 不銹鋼鉆削中提高鉆尖斷屑性能的試驗研究
格式:pdf
大小:544KB
頁數:3P
4.8
群鉆鉆尖用于不銹鋼鉆削,有較好的排屑性能,但是難于實現三段切屑分別斷屑。通過實驗研究發(fā)現:選用合理的切削刃幾何參數,充分利用各段切屑之間的相互作用力,可以顯著提高斷屑效果,從而延長刀具壽命,提高效率。本文介紹試驗過程、結果以及對不銹鋼鉆削斷屑機理的進一步認識。
 鈦合金和不銹鋼的擴散焊接研究進展
鈦合金和不銹鋼的擴散焊接研究進展 鈦合金和不銹鋼的擴散焊接研究進展
格式:pdf
大小:32KB
頁數:4P
4.4
鈦合金和不銹鋼的異種金屬結構具有廣闊的應用前景,但實現其應用的關鍵是兩者可靠的連接。綜述了鈦合金和不銹鋼焊接存在的問題以及國內外擴散焊接研究進展,并提出了進一步的研究方向。
不銹鋼和鈦合金工件高效深孔鉆削工藝最新文檔
鈦合金和不銹鋼連接技術進展研究 鈦合金和不銹鋼連接技術進展研究
格式:pdf
大小:221KB
頁數:3P
4.8
對鈦合金和不銹鋼焊接性進行分析,介紹了國內外鈦合金和不銹鋼連接技術的發(fā)展現狀,提出一種新型焊接方法:真空熱軋焊接,并采用nb作為中間層進行了鈦合金和不銹鋼真空熱軋連接研究。
鈦合金與不銹鋼的相變超塑性擴散焊工藝 鈦合金與不銹鋼的相變超塑性擴散焊工藝
格式:pdf
大小:951KB
頁數:6P
4.7
用相變超塑性擴散焊法實現了鈦合金ta17與不銹鋼0cr18ni9ti之間的連接。研究了工藝參數對接頭強度的影響,得到試驗條件下鈦合金與不銹鋼焊接的優(yōu)化工藝參數為循環(huán)上限溫度890℃,循環(huán)下限溫度800℃,循環(huán)次數10,焊接壓力5mpa,循環(huán)加熱速度30℃/s。在優(yōu)化的工藝條件下,接頭強度達到307mpa,而焊接時間僅為160s。對拉伸斷口進行了掃描電鏡觀察、能譜分析和x射線衍射分析,發(fā)現斷裂沿feti和β-ti層之間的某一個位置發(fā)生,feti金屬間化合物層是接頭的最薄弱環(huán)節(jié)。對接頭進行了能譜分析,結合fe-cr-ti三元相圖發(fā)現,鈦合金與不銹鋼之間的反應區(qū)內依次形成了σ、fe2ti、feti和β-ti層。
不銹鋼鉆孔工藝
格式:pdf
大小:237KB
頁數:5P
4.5
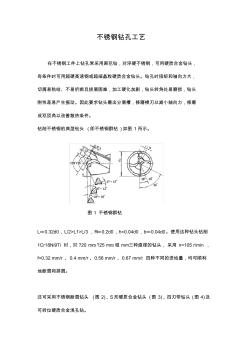
不銹鋼鉆孔工藝 在不銹鋼工件上鉆孔常采用麻花鉆,對淬硬不銹鋼,可用硬質合金鉆頭, 有條件時可用超硬高速鋼或超細晶粒硬質合金鉆頭。鉆孔時扭矩和軸向力大, 切屑易粘結、不易折斷且排屑困難,加工硬化加劇,鉆頭轉角處易磨損,鉆頭 剛性差易產生振動。因此要求鉆頭磨出分屑槽,修磨橫刃以減小軸向力,修磨 成雙頂角以改善散熱條件。 鉆削不銹鋼的典型鉆頭(即不銹鋼群鉆)如圖1所示。 圖1不銹鋼群鉆 l≈0.32d0,l/2>l1>l/3,r≈0.2d0,h=0.04d0,b≈0.04d0。使用這種鉆頭鉆削 1cr18ni9ti時,對?20mm、?25mm、呾mm三種直徑的鉆頭,采用n=105r/min, f=0.32mm/r、0.4mm/r、0.56mm/r、0.67mm/r四種不同的進給量,均可順利 地斷屑和排屑。 還可采用不銹鋼斷屑鉆頭(圖2)、s形硬質合金
不銹鋼鉆孔工藝
格式:pdf
大小:238KB
頁數:5P
4.4
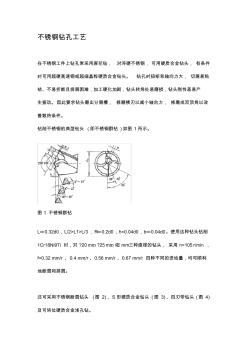
不銹鋼鉆孔工藝 在不銹鋼工件上鉆孔常采用麻花鉆,對淬硬不銹鋼,可用硬質合金鉆頭,有條件 時可用超硬高速鋼或超細晶粒硬質合金鉆頭。鉆孔時扭矩和軸向力大,切屑易粘 結、不易折斷且排屑困難,加工硬化加劇,鉆頭轉角處易磨損,鉆頭剛性差易產 生振動。因此要求鉆頭磨出分屑槽,修磨橫刃以減小軸向力,修磨成雙頂角以改 善散熱條件。 鉆削不銹鋼的典型鉆頭(即不銹鋼群鉆)如圖1所示。 圖1不銹鋼群鉆 l≈0.32d0,l/2>l1>l/3,r≈0.2d0,h=0.04d0,b≈0.04d0。使用這種鉆頭鉆削 1cr18ni9ti時,對?20mm、?25mm、呾mm三種直徑的鉆頭,采用n=105r/min, f=0.32mm/r、0.4mm/r、0.56mm/r、0.67mm/r四種不同的進給量,均可順利 地斷屑和排屑。 還可采用不銹鋼斷屑鉆頭(圖2
不銹鋼餐具局部鍍金工藝 不銹鋼餐具局部鍍金工藝
格式:pdf
大小:338KB
頁數:2P
4.4
不銹鋼餐具的局部鍍金,傳統(tǒng)工藝較為復雜。研制了可剝塑料膠做為陰極保護膠;以烙燙法對花紋圖案進行剝離加工;采用可以直接在不銹鋼上鍍金的電解液。實踐證明:該工藝簡單易行、生產成本低,產品美觀華麗,花紋圖形清晰,鍍金層色澤鮮艷,達到了出口標準。
鈦合金深孔鉆削位置度的工藝研究 鈦合金深孔鉆削位置度的工藝研究
格式:pdf
大小:100KB
頁數:1P
4.4
某鈦合金零件,厚度為60mm,需在零件上鉆三處直徑為ф4的通孔,是典型的深孔加工。此類鈦合金零件需加工的深孔尺寸小,精度高,孔位置度和與底面垂直度要求高,加工中,常常出現刀具破損嚴重,切屑不易排除,鉆頭被咬住,扭斷等現象,造成孔中心偏斜,孔邊距超差,因此該鈦合金零件的孔邊距超差是目前存在的主要問題,本文對鈦合金深孔鉆削位置度的工藝研究進行探討。
淺析不銹鋼的鉆削加工 淺析不銹鋼的鉆削加工
格式:pdf
大小:162KB
頁數:未知
4.7
對不銹鋼在鉆削加工過程中的各工藝環(huán)節(jié)加以分析,就其中影響加工質量的因素展開討論,以提高不銹鋼的加工精度,同時延長鉆削刀具的工作壽命。
不銹鋼自攻和鉆削螺釘制造技術的發(fā)展 不銹鋼自攻和鉆削螺釘制造技術的發(fā)展
格式:pdf
大小:173KB
頁數:未知
4.7
概述了不銹鋼自攻和鉆削螺釘制造技術的發(fā)展,給出了五種螺釘的制造技術并且給予很高的評價,以利于國內的發(fā)展。
不銹鋼鈦合金化工藝的改進 不銹鋼鈦合金化工藝的改進
格式:pdf
大小:111KB
頁數:未知
4.8
“米切爾”鋼鐵股份公司是俄羅斯最大的不銹鋼薄板和卷板生產廠之一。該廠生產的鋼種很多——由低碳鋼(〈0.03%c)到高合金鋼一應俱全。全球不銹鋼冶金發(fā)展的主要趨勢是把碳含量降到0.03%以下,這樣就不需要為了防止晶間腐蝕傾向,而加入昂貴的穩(wěn)定劑,特別是鈦。
不銹鋼和鈦合金工件高效深孔鉆削工藝相關
文輯推薦
知識推薦
百科推薦


職位:消防工程項目經理
擅長專業(yè):土建 安裝 裝飾 市政 園林


