

不銹鋼薄壁管工件的裝夾與加工
格式:pdf
大小:1.0MB
頁數:3P
人氣 :80
 4.7
4.7
在普通車床上加工薄壁不銹鋼管,由于裝夾易變形,車削時難斷屑,加上加工工藝、工裝、刀具等因素的影響,給車削加工增加不少難度,且難以保證工件的加工精度。為解決這個問題,專門設計一個簡易而實用的工裝夾具,并改革了原來的加工工藝,不但可以按時完成任務并且取得了良好的效果。



不銹鋼薄壁管焊接方法
格式:pdf
大小:25KB
頁數:8P
薄壁不銹鋼管道焊接技術研究 來源:www.***.***編輯:日期:2007-11-30加入收藏 摘要:介紹薄壁不銹鋼管道焊接的技術、方法和焊接的工藝參數。 關鍵詞:薄壁不銹鋼管;焊接;管內充氬氣;雙面成型 薄壁不銹鋼管輸送的介質為生產原料或者產品。如果管道在安裝過程中。管 內焊縫有毛刺、凹坑、焊縫過高等缺陷,會導致產品或原料在管內積留造成腐爛 變質,影響產品質量。所以對該種管道的焊縫成型要求特別高,要求雙面成型, 不允許咬邊和未焊透.焊縫高度omm—1mm,坑深度不超過0.3mm,尤其是 管內焊縫必須成型均勻,光滑無毛刺,焊縫高度均勻omm—o.3mm,針對此 情況,對該工程薄壁不銹鋼管道的焊接,反復研究、試驗、總結焊接技術數據, 改進和提高焊接技術,保證了工程安裝質量要求。 1、焊接設備選擇 由于本工程不銹鋼管壁薄1mm-2mm,焊接熔淺,焊縫要求
編輯推薦下載
 不銹鋼細長薄壁管軸的磨削加工
不銹鋼細長薄壁管軸的磨削加工 不銹鋼細長薄壁管軸的磨削加工
格式:pdf
大小:362KB
頁數:2P
4.4
不銹鋼材料具有較大的韌性,進行磨削加工時砂輪表面容易被磨屑嵌塞和粘附,由于砂輪堵塞,使磨粒切削能力降低甚至喪失,導致磨削熱增大,砂輪材料的導熱性又差,從而導致磨削區的溫度劇增,磨屑在高溫高壓的作用下與磨粒相互熔焊在一起。這樣,不但容易燒傷工件表面,還會使工件產生很大的變形,工件尺寸精
不銹鋼薄壁管焊接技術
格式:pdf
大小:53KB
頁數:3P
4.3
不銹鋼薄壁管焊接技術 李晴嵐曹民偉 近幾年,我公司陸續承接了一批不銹鋼管道安裝工程,較大的有杜邦化學工業公司生產 線安裝、深圳金威啤酒廠一、二期擴建工程。這些工程生產工藝的管道材料采用低壓不銹鋼 薄壁管,主要材質見表1。 化工生產和啤酒生產對管道質量要求比較高,以防產生不必要的污染。不銹鋼管內必須 光滑,無氧化現象。經過對比選擇,我們選用手工直流脈沖鎢極氬弧焊進行施焊,它具有如 下特點:(1)電弧穩定。(2)可以進行全方位焊接。(3)焊縫質量穩定,一次最大焊透量4~5mm。 (4)能減小焊接應力和焊縫變形,提高結構精度。(5)焊縫組織致密,耐腐蝕,特別是抗晶間 腐蝕性能較好。 1焊接設備及焊材選擇 焊機選用國產直流脈沖氬弧焊機,價格適中,性能穩定。每臺焊機配備一個高位水箱, 利用落差自動供冷卻水,接水桶低位回收后提回高水箱。 電極采用鈰鎢棒,放射性低,對
不銹鋼薄壁管工件裝夾與加工方法熱門文檔
雙相不銹鋼薄壁管的焊接工藝 雙相不銹鋼薄壁管的焊接工藝
格式:pdf
大小:209KB
頁數:6P
4.6
論述了雙相不銹鋼薄壁管焊接面臨的問題,提出了相應的焊接工藝制定的原則.結合施工實例,制定了具體的焊接工藝參數,并在實用中進行了試驗驗證.
冷凝器不銹鋼薄壁管的蘭姆波檢測 冷凝器不銹鋼薄壁管的蘭姆波檢測
格式:pdf
大小:1.3MB
頁數:6P
4.7
小直徑不銹鋼薄壁管廣泛應用于電站機組的冷凝器中,常規渦流檢測方法難以發現縱向貫通的條狀缺陷。在25mm×1mm和38mm×2mm不銹鋼管壁上,沿軸向和周向加工深度分別為0.1mm、0.2mm和0.5mm的人工切槽,并進行檢測試驗研究,確定了蘭姆波檢測技術對小直徑不銹鋼薄壁管上人工缺陷的可檢性,探討了對不銹鋼薄壁管材進行蘭姆波檢測的有效性和可靠性,提出以蘭姆波檢測技術對小直徑不銹鋼薄壁管進行檢測的建議。
不銹鋼薄壁管壓制過程中開裂原因分析 不銹鋼薄壁管壓制過程中開裂原因分析
格式:pdf
大小:409KB
頁數:2P
4.6
采用掃描電子顯微鏡、能譜分析儀和金相顯微鏡對不銹鋼管薄壁管壓制過程中發生局部開裂失效原因進行檢測分析。結果表明,不銹鋼管壁材料中存在數量較多的呈鏈狀分布的非金屬夾雜物而造成應力集中因素,致使不銹鋼薄壁管壓制過程中產生局部開裂。
薄壁不銹鋼管加工方法
格式:pdf
大小:573KB
頁數:3P
4.6
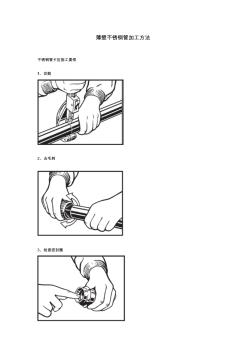
薄壁不銹鋼管加工方法 不銹鋼管卡壓施工要領 1、切割 2、去毛刺 3、檢查密封圈 4、套入管件 5、作標記 6、選配鉗口 7、鉗口到位 8、卡壓 9、完成并退出
薄壁不銹鋼管加工方法
格式:pdf
大小:549KB
頁數:3P
4.5
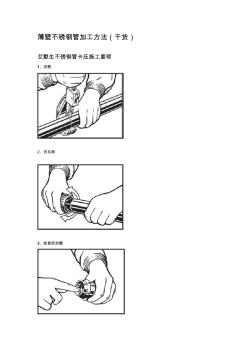
薄壁不銹鋼管加工方法(干貨) 艾默生不銹鋼管卡壓施工要領 1、切割 2、去毛刺 3、檢查密封圈 4、套入管件 5、作標記 6、選配鉗口 7、鉗口到位 8、卡壓 9、完成并退出
不銹鋼薄壁管工件裝夾與加工方法精華文檔
不銹鋼薄壁工件的銑削 不銹鋼薄壁工件的銑削
格式:pdf
大小:236KB
頁數:2P
4.8
不銹鋼薄壁工件的機械加工是一個相當棘手的難題,由于自身的剛性差,在裝夾時受到夾緊力作用,銑削時受到銑削力作用,很容易造成工件變形,進而嚴重影響工件的形位公差;材料為不銹鋼的工件在銑削過程中很容易粘刀,使刀具表面形成
不銹鋼薄壁管氬弧焊自熔焊接工藝
格式:pdf
大小:30KB
頁數:3P
4.7
不銹鋼薄壁管氬弧焊自熔焊接工藝 斯必克(上海)流體技術有限公司程學輝 摘要:我公司在客戶提出的要求范圍內,對產品的不銹鋼薄壁管采用自熔的氬弧焊焊接工藝, 既能滿足力學性能和耐腐蝕性能要求,同時滿足焊縫外觀缺陷及外形尺寸的要求,及內壁焊縫 顏色的要求。 關鍵詞:不銹鋼;薄壁管;氬弧焊;自熔 前言 我公司是生產食品機械成套系統設備企業,公司一直致力于高品質產品,故對焊縫質量的 要求也很高。在一個德國客戶的項目里,客戶提出了嚴格的相關焊接質量要求,我公司通過質 量保證體系的運轉,包括原材料的控制,焊接工藝的評定,焊工技能培訓和焊縫外觀缺陷及外 形尺寸的控制等,完全滿足了客戶的要求。 1概述 1.1項目產品簡介 產品為食品殺菌系統設備,產品受壓部分均為符合en10217-7316l的不銹鋼薄壁不帶 填充材料的焊管件,壁厚范圍為1.2~2.0mm,管徑范圍為φ25~φ
TP304不銹鋼薄壁管的表面殘余應力 TP304不銹鋼薄壁管的表面殘余應力
格式:pdf
大小:668KB
頁數:4P
4.4
利用x射線應力測試儀分別測定了tp304不銹鋼無縫薄壁管管身的表面軸向和切向殘余應力,并分析了表面殘余應力的形成原因。結果表明:該不銹鋼管表面存在較大的殘余應力,且分布極不均勻;另管表面的切向殘余應力大于軸向殘余應力,前者為后者的1.5~2.5倍;該不銹鋼管生產過程中的冷拔、冷矯直等工藝、固溶保溫時間不足以及鋼管表面存在局部缺陷等都是導致其表面殘余應力較大的原因。
316L不銹鋼薄壁管的焊接 316L不銹鋼薄壁管的焊接
格式:pdf
大小:145KB
頁數:3P
4.4
分析了不銹鋼316l的焊接性能,針對薄壁管焊縫在腐蝕介質中容易出現應力腐蝕的現象,提出了新的焊接工藝和施工方案,保證了316l薄壁不銹鋼管的焊接質量。
不銹鋼薄壁管工件裝夾與加工方法最新文檔
不銹鋼薄壁管的微束脈沖等離子弧焊接工藝 不銹鋼薄壁管的微束脈沖等離子弧焊接工藝
格式:pdf
大小:867KB
頁數:5P
4.5
分析了不銹鋼薄壁管的焊接特點,選用了合適的焊接方法,制定了焊接工藝規程。通過對現有設備的改造和組合,實現了適合直徑20mm、壁厚0.8mm不銹鋼管的微束等離子弧焊接過程,取得了滿意的焊接質量和外觀成形。
不銹鋼薄壁管滾珠旋壓模擬及缺陷分析 不銹鋼薄壁管滾珠旋壓模擬及缺陷分析
格式:pdf
大小:176KB
頁數:5P
4.5
對不銹鋼薄壁管滾珠旋壓過程及其工藝缺陷進行了分析和研究,應用剛塑性有限元軟件deform3d,建立了不銹鋼薄壁管滾珠旋壓過程的三維有限元模型,分析了其變形過程中應力、應變的分布規律,并結合實驗結果分析了滾珠旋壓過程中出現的表面隆起、表面起皺、表面波紋等典型缺陷,提出相應預防措施,可用于指導生產實踐。
不銹鋼薄壁管焊接施工技術 不銹鋼薄壁管焊接施工技術
格式:pdf
大小:1.2MB
頁數:2P
4.7
薄壁不銹鋼管在食品工業得到越來越廣泛應用的同時,對其焊接技術質量也提出越來越高的要求。文章介紹了某啤酒廠擴建工程中應用的薄壁不銹鋼管道焊接施工技術,闡述了施工過程中焊接設備和焊接方法的選擇,以及焊接的工藝要求。通過總結焊接技術數據,改進和提高焊接技術參數,工程最后達到設計及生產使用質量要求。
不銹鋼薄壁管件的加工工藝改進 不銹鋼薄壁管件的加工工藝改進
格式:pdf
大小:198KB
頁數:未知
4.4
介紹了大直徑薄壁不銹鋼管件(φ510/φ496×2200)的加工要點,分析加工過程中的難點及解決方法,給出各項基本加工參數。
不銹鋼分會參加不銹鋼薄壁管推廣會 不銹鋼分會參加不銹鋼薄壁管推廣會
格式:pdf
大小:77KB
頁數:未知
4.5
6月12日上午,中國建筑金屬結構協會給水排水設備分會在北京組織舉辦了“不銹鋼薄壁管推廣會”,分會常務會長李成、秘書長劉翠珍等參加了會議。李成會長還應邀在會上做了題為“不銹鋼發展和其在建筑和給排水領域的應用”的報告。
 不銹鋼薄壁管規格尺寸
不銹鋼薄壁管規格尺寸 不銹鋼薄壁管規格尺寸
格式:doc
大小:47KB
頁數:9P
4.9
不銹鋼薄壁管是一種常見的工業和生活用品,廣泛應用于各種管道系統中。其規格尺寸的選擇,直接影響到管道工程的安全、穩定和經濟性。因此,了解和掌握不銹鋼薄壁管的規格尺寸,是管道設計、施工和維護中的重要環節。
雙卡壓不銹鋼薄壁管件 雙卡壓不銹鋼薄壁管件
格式:doc
大小:50KB
頁數:4P
4.5
雙卡壓不銹鋼薄壁管件以其高強度、耐腐蝕、長壽命和簡易安裝而廣泛應用于供水、排水、消防和空調系統。安裝時需用專用工具卡壓,定期檢查和維護可確保其性能和壽命。選購時應關注材質、厚度、尺寸及品牌。
不銹鋼薄壁管工件裝夾與加工方法相關
文輯推薦
知識推薦
百科推薦


職位:市政監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


