

不同拋光及上釉方法對牙科陶瓷表面粗糙度的影響
格式:pdf
大小:372KB
頁數:5P
人氣 :83
 4.8
4.8
目的用多個參數評價不同表面粗糙度及上釉方法對陶瓷上釉后表面光潔度的影響,為臨床修復體的制作提供可參考的依據。方法制作盤狀烤瓷試件100個,隨機分為5組(A、B、C、D、E組),每組各20個,在注水條件下分別用碳化硅砂紙逐級打磨至220#、320#、600#、800#和1200#,各組再隨機分為2亞組,每亞組10個,分別進行釉瓷上釉和自身上釉。上釉前、后分別測量表面粗糙度參數輪廓算術平均偏差(Ra)、輪廓的最大高度(Rz)、輪廓單元的平均寬度(RSm)以及粗糙度的最大峰值(Rp),并用掃描電鏡定性分析表面形貌。結果打磨至220#的陶瓷上釉后表面Ra最大[釉瓷上釉為(0.532±0.109)μm、自身上釉(0.552±0.123)μm],打磨至1200#的陶瓷上釉后表面Ra最小[釉瓷上釉為(0.201±0.050)μm、自身上釉(0.126±0.016)μm],兩種上釉方法都能獲得光滑的上釉表面。結論上釉前的拋光處理以及不同上釉方法對上釉效果產生顯著影響。



 烤瓷表面拋光和上釉對其表面粗糙度及細菌黏附的影響
烤瓷表面拋光和上釉對其表面粗糙度及細菌黏附的影響 烤瓷表面拋光和上釉對其表面粗糙度及細菌黏附的影響
格式:pdf
大小:863KB
頁數:4P
目的比較不同拋光方法對烤瓷表面粗糙度的影響,以及不同粗糙度烤瓷表面對口腔變異鏈球菌黏附的影響。方法采用原子力顯微鏡測量不同拋光方法對瓷表面粗糙度的影響,并通過細菌實驗觀察不同粗糙度的瓷表面對細菌黏附的影響。結果用拋光膏拋光或者上釉后,瓷面平整且有光澤。無論是表面粗糙度還是表面黏附的細菌數,橡皮輪組都大于拋光膏組和上釉組(p<0.05)。結論建議調改過的瓷表面進行拋光膏拋光或上釉以恢復瓷表面的光滑度和減少口腔致齲菌的黏附。
表面拋光和上釉對Y?TZP全瓷表面粗糙度及磨耗性能的影響 表面拋光和上釉對Y?TZP全瓷表面粗糙度及磨耗性能的影響
格式:pdf
大小:116KB
頁數:4P
目的研究表面拋光和上釉處理對氧化鋯全瓷表面粗糙度及磨耗性能的影響.方法制作氧化鋯全瓷試件18個,隨機分成3組,每組6個,第一、第二組分別進行表面拋光、上釉,第三組不處理.測量各組表面粗糙度(ra)值,并通過磨耗實驗,以天然牙釉質為對照組,計算各組試件磨耗實驗后自身及對磨滑石瓷的體積損失量.結果拋光、上釉、未處理組的表面粗糙度值分別為(0.358±0.020)、(0.384±0.011)、(1.597±0.068)μm,拋光、上釉組均小于未處理組(p0.05).被測試件磨耗后體積損失量均小于天然牙(p<0.01),其中拋光組小于上釉組(p<0.01).各組的對磨滑石瓷體積損失量均大于天然牙(p<0.01),其中拋光組小于上釉組(p<0.01).結論上釉和拋光氧化鋯全瓷表面能達到同樣的光滑度.拋光氧化鋯全瓷表面對對頜牙釉質的磨耗量及自身的磨耗量均小于上釉表面.
編輯推薦下載
納米陶瓷與普通陶瓷表面粗糙度的對比研究 納米陶瓷與普通陶瓷表面粗糙度的對比研究
格式:pdf
大小:162KB
頁數:未知
4.3
目的比較納米陶瓷與普通陶瓷的表面粗糙度并探討燒結次數對每種陶瓷的表面粗糙度的影響。方法根據瓷粉種類及燒結次數不同分為10組,每組5個。a~e組為普通陶瓷組,燒結次數依次為4、6、8、10、12次。a'~e'組為納米陶瓷組,燒結次數分別與a~e組相對應。各組的燒結次數中均包括不透明瓷燒結2次,自身上釉燒結1次,其余為體瓷的燒結次數。采用2205型表面粗糙度儀分別測定每個試件的表面粗糙度值,求取每組試件的平均值。結果體瓷不同燒結次數處理后,納米陶瓷的表面粗糙度值均明顯小于普通陶瓷(p0.05)。結論納米陶瓷較普通陶瓷表面光滑,經自身上釉燒結處理后,納米陶瓷和普通陶瓷的體瓷燒結次數對其表面光滑度均無影響。

工程陶瓷超精加工工藝參數對表面粗糙度影響的實驗研究
格式:pdf
大小:573KB
頁數:5P
4.4
介紹采用正交試驗方法,通過數據處理,對影響工程陶瓷表面粗糙度的有關工藝參數進行分析比較,從而達到有效降低零件表面粗糙度的目的
不同拋光及上釉方法對牙科陶瓷表面粗糙度的影響熱門文檔
01_表面粗糙度的標注方法
格式:pdf
大小:643KB
頁數:7P
4.6
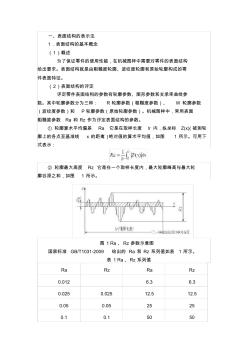
一、表面結構的表示法 1.表面結構的基本概念 (1)概述 為了保證零件的使用性能,在機械圖樣中需要對零件的表面結構 給出要求。表面結構就是由粗糙度輪廓、波紋度輪廓和原始輪廓構成的零 件表面特征。 (2)表面結構的評定 評定零件表面結構的參數有輪廓參數、圖形參數和支承率曲線參 數。其中輪廓參數分為三種:r輪廓參數(粗糙度參數)、w輪廓參數 (波紋度參數)和p輪廓參數(原始輪廓參數)。機械圖樣中,常用表面 粗糙度參數ra和rz作為評定表面結構的參數。 ①輪廓算術平均偏差ra它是在取樣長度lr內,縱坐標z(x)(被測輪 廓上的各點至基準線x的距離)絕對值的算術平均值,如圖1所示。可用下 式表示: ②輪廓最大高度rz它是在一個取樣長度內,最大輪廓峰高與最大輪 廓谷深之和,如圖1所示。 圖1ra、rz參數示意圖 國家標準gb/t1031
工程陶瓷磨削表面粗糙度數學模型的研究 工程陶瓷磨削表面粗糙度數學模型的研究
格式:pdf
大小:93KB
頁數:2P
4.5
提出利用平行于磨削方向的表面粗糙度rap和垂直于磨削方向的表面粗糙度rav兩個參數同時衡量工程陶瓷磨削表面質量,建立了表面粗糙度rap和rav值的數學模型公式,并根據模型公式提出了改善磨削表面質量的措施。試驗表明:根據模型公式算出的理論值和實際測得值的吻合性較好,該數學模型適用于工程陶瓷磨削表面質量的預測與估計。
工程陶瓷磨削表面粗糙度數學模型的研究 工程陶瓷磨削表面粗糙度數學模型的研究
格式:pdf
大小:93KB
頁數:未知
4.5
提出利用平行于磨削方向的表面粗糙度rap和垂直于磨削方向的表面粗糙度rav兩個參數同時衡量工程陶瓷磨削表面質量,建立了表面粗糙度rap和rav值的數學模型公式,并根據模型公式提出了改善磨削表面質量的措施。試驗表明:根據模型公式算出的理論值和實際測得值的吻合性較好,該數學模型適用于工程陶瓷磨削表面質量的預測與估計。
影響車床工件表面粗糙度的因素及解決措施
格式:pdf
大小:538KB
頁數:1P
4.3
龍源期刊網http://www.***.*** 影響車床工件表面粗糙度的因素及解決措施 作者:朱鋒 來源:《現代職業教育·職業培訓》2017年第07期 朱鋒
探討機械加工影響表面粗糙度的因素及改善措施
格式:pdf
大小:9KB
頁數:1P
4.5
探討機械加工影響表面粗糙度的因素及改善措施 【摘要】表面粗糙度是判斷一個零件加工制造是否合格的一項重要的指標, 它對你零件在使用過程中的耐磨性、配合質量、運動精度以及使用壽命等方面都 具有很大的影響。因此,獲得正確的表面粗糙度值,降低機械加工表面粗糙度是 機械加工過程中必須著重考慮的問題。本文對機械加工影響表面粗糙度的因素進 行了簡要的闡述,提出了降低機械加工表面粗糙度的方法和措施,從而達到改善 零件表面質量,提高產品性能和經濟效益的目的。 【關鍵詞】機械加工;表面粗糙度;影響因素;措施 前言 影響機械加工精度的因素有很多,如機床制造零件的誤差、安裝誤差、操作 問題等都會對加工精度造成一定的影響。而機械零件的可靠性和耐磨性在很大程 度上取決于零件表面層的質量。因此,在實際工作中,相關人員要摸清和掌握機 械加工中各種工藝對加工零件表面質量影響的主要規律,并運用這些規律
不同拋光及上釉方法對牙科陶瓷表面粗糙度的影響精華文檔
影響化工機械表面粗糙度的因素及改善措施
格式:pdf
大小:9KB
頁數:1P
4.7
影響化工機械表面粗糙度的因素及改善措施 摘要:本文在分析了了影響機械表面粗糙程度的因素、機械表面粗糙程度對 機械使用性能的影響的基礎上,總結出許多能夠改善機械表面粗糙程度的有效措 施。 關鍵詞:化工機械;表面粗糙度;改善措施;因素 abstract:basedontheanalysisofthemechanicaleffectitroughsurfacedegree offactors,mechanicalroughsurfacedegreeofmechanicalperformanceinfluence foundation,summarizesmanycanimprovemechanicalsurfaceroughnessofeffective measures. keywords:chemicalmachi

涂裝表面粗糙度檢驗
格式:pdf
大小:565KB
頁數:25P
4.4
q/ycro 煙臺中集來福士海洋工程有限公司 企業標準 q/ycro027-2011 表面粗糙度檢驗 2011-08-31發布2011-08-31實施 煙臺中集來福士海洋工程有限公司發布 q/ycro027-2011 2頁共25頁 目次 前言,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,vii 引言,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,ix 1范圍,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,4 2規范性引用文件,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,4 3術語和定義,,,

機械加工影響表面粗糙度的因素及改善措施
格式:pdf
大小:216KB
頁數:2P
4.6
零件表面粗糙度是判斷一個制造品是否符合工業標準的重要指標,直接決定其能否在機械中發揮正常功能,因此,研究機械加工影響表面粗糙度的因素十分重要,文中結合實際加工經驗,探析了哪些因素對零件表面粗糙度有顯著影響,并且根據這些影響因素給出合理的解決方案。
不同拋光及上釉方法對牙科陶瓷表面粗糙度的影響最新文檔
機械加工影響表面粗糙度的因素及改善措施 機械加工影響表面粗糙度的因素及改善措施
格式:pdf
大小:101KB
頁數:1P
4.4
機械加工工件時加工精度與機床的精度及包括刀具、夾具、工件在內的整個系統有直接的關系,影響機械加工精度的因素很多,所以,獲得正確的表面粗糙度值以及降低機械加工表面粗糙度是機械加工過程必須考慮的問題。本文將詳述機械加工影響表面粗糙度的因素及其改善措施。
基體表面粗糙度對H13鋼板表面鍍鉻層的影響 基體表面粗糙度對H13鋼板表面鍍鉻層的影響
格式:pdf
大小:3.6MB
頁數:9P
4.4
分析測試h13鋼表面鍍鉻層的表面形貌與結構、粗糙度、顯微硬度、厚度、電化學阻抗及極化曲線,研究了h13鋼基體表面粗糙度r_a對其表面鍍鉻層結構與性能的影響。結果表明:電鍍時間小于30min時,隨著r_a的增加,鍍鉻層晶粒尺寸減小,堆積趨于稀疏;電鍍30min后,不同r_a的鍍鉻層晶粒尺寸及分布基本相同;電鍍60min后,隨著r_a的增加,鍍鉻層晶粒的尺寸明顯增大;當r_a值小于0.504μm時,(200)面為鉻晶粒的優勢生長面,當r_a值為0.504μm時,(211)面為鉻晶粒的優勢生長面;隨電鍍時間的增加,鍍鉻層的厚度和顯微硬度逐漸增大;當電鍍時間相同時,隨著r_a的減少,鍍鉻層的厚度減少,顯微硬度增加,鍍鉻層的耐蝕性逐漸提高。
表面粗糙度對硅橡膠材料表面超疏水性的影響 表面粗糙度對硅橡膠材料表面超疏水性的影響
格式:pdf
大小:1.6MB
頁數:6P
4.6
采用一種簡單的方法制備出了硅橡膠超疏水性表面;將模具內表面做成一定的粗糙度;按照常規成型工藝,將液體硅橡膠澆注在模具內使其固化,待固化完畢后脫去模具,得到不同粗糙度的表面。經過接觸角測量儀測定和掃描電子顯微鏡分析,結果表明:當硅橡膠表面粗糙度ra=6.63μm時,在其表面形成了類似于荷葉的乳突結構;在乳突表面還有亞微米級的小顆粒存在,形成了微米亞微米兩級的粗糙結構,材料表面與水的靜態接觸角為153.5°,滾動角為8°,材料具有超疏水性;當硅橡膠表面粗糙度ra6.63μm,材料表面的靜態接觸角隨著表面粗糙度的增加而減小。
工程陶瓷復雜回轉表面的線切割加工方法及表面粗糙度研究
格式:pdf
大小:951KB
頁數:7P
4.5
提出了線切割加工導電工程陶瓷回轉表面的新工藝.對普通快速走絲線切割機進行了改造,在機床上加裝帶動工件回轉、并能傳遞加工電流的工件主軸裝置,實現了對工程陶瓷復雜回轉表面的放電加工.采用正交多項式回歸設計對線切割放電加工碳化硼陶瓷回轉表面的工藝參數進行優化,得到了較低的表面粗糙度,驗證了線切割放電加工導電工程陶瓷回轉表面新工藝的可行性.
電火花線切割加工氮化硅陶瓷表面粗糙度的研究
格式:pdf
大小:650KB
頁數:4P
4.7
陶瓷材料特性鮮明,有著廣泛的應用前景,但其應用時對表面粗糙度要求高。分析研究高速走絲電火花線切割加工si3n4陶瓷材料時影響表面粗糙度的主要因素,并提出了改善表面粗糙度的方法
加熱溫度和保溫時間對鏡面純鐵表面粗糙度的影響 加熱溫度和保溫時間對鏡面純鐵表面粗糙度的影響
格式:pdf
大小:438KB
頁數:未知
4.5
精密零件的擴散連接中針對主要擴散工藝參數對鏡面純鐵的表面粗糙度影響,選取99.99%的純鐵為研究對象,分別研究了加熱溫度和保溫時間對純鐵表面粗糙度的影響.結果表明,在550℃以下,保溫1h,溫度對純鐵表面粗糙度影響不大,在10nm之內,但有增大趨勢,在550℃以上時,純鐵表面粗糙度緩慢增大,直到912℃,純鐵發生多晶型轉變,表面粗糙度有突變,由原來的幾個納米突變到700nm,在400℃時保溫時間從60~240min,表面粗糙度變化非常小,說明在此溫度下保溫時間對表面粗糙度影響有限.
花崗石磨拋光表面粗糙度與光澤度比較 花崗石磨拋光表面粗糙度與光澤度比較
格式:pdf
大小:629KB
頁數:5P
4.3
對三種不同晶粒度的花崗石拋光表面的和光澤度特性進行了研究,對同一塊花崗石不同測量點的光澤度的離散性進行了分析,比較了粗糙度和光澤度作為花崗石拋光表面質量評價指標適用性,指出光澤度更適合作為評價花崗石拋光表面質量的指標,該研究為花崗石拋光表面質量的評價提供了依據。
油粘度對冷軋不銹鋼帶表面粗糙度的影響 油粘度對冷軋不銹鋼帶表面粗糙度的影響
格式:pdf
大小:381KB
頁數:未知
4.6
采用不同粘度的冷軋油,研究了軋制成形過程中潤滑油膜對不銹鋼軋后表面粗糙度的影響。軋制實驗表明:油膜厚度減少有利于不銹鋼帶軋后表面質量的改善
木方短時加熱對刨切薄木表面粗糙度的影響 木方短時加熱對刨切薄木表面粗糙度的影響
格式:pdf
大小:204KB
頁數:3P
4.4
本文敘述了加熱改善刨切薄木表面粗糙度的一種新方法,并通過有關試驗進行了驗證,采用一定方式較直觀地分析了該種方法的效果
機械加工表面粗糙度及其影響因素
格式:pdf
大小:109KB
頁數:19P
4.8
i 題目機械加工表面粗糙度及其影響因素 摘要:在現代工業生產中,許多制件的表面被加工而具有特定的技術性能特征,諸如: 制件表面的耐磨性、密封性、配合性質、傳熱性、導電性以及對光線和聲波的反射性,液 體和氣體在壁面的流動性、腐蝕性,薄膜、集成電路元件以及人造器官的表面性能,測量 儀器和機床的精度、可靠性、振動和噪聲等等功能,而這些技術性能的評價常常依賴于制 件表面特征的狀況,也就是與表面的幾何結構特征有密切聯系。因此,控制加工表面質量 的核心問題在于它的使用功能,應該根據各類制件自身的特點規定能滿足其使用要求的表 面特征參量。不難看出,對特定的加工表面,我們總希望用最(或比較)恰當的表面特征參 數去評價它,以期達到預期的功能要求;同時我們希望參數本身應該穩定,能夠反映表面 本質的特征,不受評定基準及儀器分辨率的影響,減少因對隨機過程進行測量而帶來參數 示值誤差。
不同拋光及上釉方法對牙科陶瓷表面粗糙度的影響相關
文輯推薦
知識推薦
百科推薦


職位:暖通制水工程師技術員
擅長專業:土建 安裝 裝飾 市政 園林


