

板式家具木皮主要用材品種及規格
格式:pdf
大小:240KB
頁數:1P
人氣 :83
 4.5
4.5
主要家具木皮種類:櫻桃木皮、胡桃木皮、橡木木皮、櫸木木皮、沙比利木皮、水曲柳木皮、柞木木皮、榆木木皮、椴木木皮、西南樺木皮、云南白樺木皮等。主要規格:2500×100×(0.2-0.6)毫米。主要地板木皮種類:柞木木皮、曲柳木皮、胡桃木皮、沙比利木皮、楓木木皮、櫸木木皮、賈托巴



硬木軟木分類及板式家具材質
格式:pdf
大小:12KB
頁數:5P
實木: 其材質主要分為硬木和軟木。硬木材質更適合透雕工藝,而用軟木制作的家具 價格實惠。 一.硬木 因為木性穩定,所制成的家具流傳時間也很長。常見的硬木有紫檀、黃花梨、 雞翅木和酸枝等。 紫檀:最名貴的木材,質地堅實但生長緩慢,因此大部分家具都是數塊接榫而 成,如出現整面板材則是相當珍貴難得的。其色澤多為紫黑色,散發出靜穆高 貴的氣質。 花梨木:紫檀類,豆科蝶形花亞科紫檀屬中具優質深色心材的珍貴樹種。花梨 木心材邊材區別明顯,邊材黃白色至灰褐色;心材紅褐色、紫紅色至紫褐色; 材色較均勻,可見深色條紋,生長輪不明顯或略明顯。散孔材或半環孔材,單 管孔,少數徑列復管孔,內含深色樹膠、沉積物或侵填體。軸向薄壁組織翼狀、 聚翼狀、帶狀、環管束狀和輪界狀。木射線細至甚細,以單列為主,徑面斑紋 不明顯或略明顯,弦面具波痕。木材有光澤,具輕微或顯著清香氣,紋理交錯, 結構細而勻,部分南

編輯推薦下載
 敢和實木比 板式家具也環保
敢和實木比 板式家具也環保 敢和實木比 板式家具也環保
格式:pdf
大小:261KB
頁數:1P
4.4
玉庭品牌家居是東莞市永信家具制造有限公司旗下的品牌,永信家居位于廣東省東莞市南城區,占地面積近4萬平方米,是國內生產規模最大的現代板式家具生產基地之一,年生產能力3億元左右。玉庭品牌,目前擁有淺胡桃、紅楓、
板式家具工序質量標準及檢驗規范匯總
格式:pdf
大小:283KB
頁數:25P
4.4
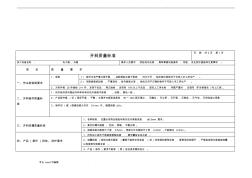
開料質量標準 頁數:共2頁第1頁 加工設備名稱:電子鋸、臺鋸操作人員要求:須經培訓合格,熟練掌握設備操作、性能、安全防護措施和注意事項。 項目質量要求 一、作業前檢驗要求 1、板料1)板件中間嚴重分層開裂,涂膠面貼合面不緊密,凹凸不平,粘壓移位等板件不可投入本工序生產。 2)飾面板面紙起皺、嚴重刮傷、紙與板面分層、紙紋方向不正確的板件不可投入本工序生產。 2、對來件每20件抽檢2-4件,發現不良品,再次抽檢,發現有10%以上不良品,退回上工序全檢,問題嚴重時,應填寫《不合格報告》向上匯報。 二、開料板件質量標準 1、所開板件須與圖紙開料單和有關技術參數中規格、紋路、顏色一致。 2、產品板件鋸(切)面須平直、平整、光滑并與板面成直角90°,加工面無黑邊、無爆邊、無分層、無開裂、無脫紙、無氣泡、無明顯崩口現象. 3、板件切(鋸)面鋸齒痕允許在0.
板式家具木皮主要用材品種及規格熱門文檔
板式家具工序質量標準及檢驗規范 (2)
格式:pdf
大小:296KB
頁數:27P
4.8
開料質量標準 頁數:共2頁第1頁 加工設備名稱:電子鋸、臺鋸操作人員要求:須經培訓合格,熟練掌握設備操作、性能、安全防護措施和注意事項。 項目質量要求 一、作業前檢驗要求 1、板料1)板件中間嚴重分層開裂,涂膠面貼合面不緊密,凹凸不平,粘壓移位等板件不可投入本工序生產。 2)飾面板面紙起皺、嚴重刮傷、紙與板面分層、紙紋方向不正確的板件不可投入本工序生產。 2、對來件每20件抽檢2-4件,發現不良品,再次抽檢,發現有10%以上不良品,退回上工序全檢,問題嚴重時,應填寫《產品質量事故報告單》向上匯報。 二、開料板件質量標準 1、所開板件須與圖紙開料單和有關技術參數中規格、紋路顏色一致。 2、產品板件鋸(切)面須平直、平整、光滑并與板面成直角90°,加工面無黑邊、無爆邊、無分層、無開裂、無脫紙、無氣泡、無明顯崩口現象. 3、板件切(鋸)面鋸齒痕允許在
板式家具工序質量標準及檢驗規范
格式:pdf
大小:296KB
頁數:27P
4.5
開料質量標準 頁數:共2頁第1頁 加工設備名稱:電子鋸、臺鋸操作人員要求:須經培訓合格,熟練掌握設備操作、性能、安全防護措施和注意事項。 項目質量要求 一、作業前檢驗要求 1、板料1)板件中間嚴重分層開裂,涂膠面貼合面不緊密,凹凸不平,粘壓移位等板件不可投入本工序生產。 2)飾面板面紙起皺、嚴重刮傷、紙與板面分層、紙紋方向不正確的板件不可投入本工序生產。 2、對來件每20件抽檢2-4件,發現不良品,再次抽檢,發現有10%以上不良品,退回上工序全檢,問題嚴重時,應填寫《產品質量事故報告單》向上匯報。 二、開料板件質量標準 1、所開板件須與圖紙開料單和有關技術參數中規格、紋路顏色一致。 2、產品板件鋸(切)面須平直、平整、光滑并與板面成直角90°,加工面無黑邊、無爆邊、無分層、無開裂、無脫紙、無氣泡、無明顯崩口現象. 3、板件切(鋸)面鋸齒痕允許在

板式家具的各種板材介紹
格式:pdf
大小:24KB
頁數:6P
4.5
本篇將為大家講述禾香板,木工板、刨花板、纖維板、實木指接板和多層實木板以及實木 顆粒板的優缺點,它們都是什么樣的板材;常見的板材的飾面處理,并且最后附有環保標準 說明,希望能在大家選擇家具的時候有些許的幫助。本文盡量以較客觀的評價方式對各種板 材進行點評,每樣板材均有其品質優秀的品牌產品存在,下文所列之優缺點是就大部份產 品而言,并不是以偏概全而論。如果本文之觀點與你的觀點相左敬請留言說明。 木工板(俗稱大芯板) 木工板(俗稱大芯板)是具有實木板芯的膠合板,其豎向(以芯板材走向區分)抗彎壓強度 差,但橫向抗彎壓強度較高。現在市場上大部分是實心、膠拼、雙面砂光、五層的細木工板, 是目前裝飾中最常使用的板材之一。 優點: a、細木工板握螺釘力好,強度高,具有質堅、吸聲、絕熱等特點,細木工板含水率不高, 在10%—13%之間,加工簡便,用于家具、門窗及套、隔斷、假墻、暖氣
板式家具生產工藝構成要素及主要流程
格式:pdf
大小:12KB
頁數:5P
4.6
板式家具生產工藝構成要素及主要流程 核心提示: 未來幾年內國內板式家具廠將出現兩種主要生產局面:一是集團化企業的規模化生產,企 業投資一次到位,生產設備先進,市場占有率高,資金雄厚,這些企業生產是大而全,工藝流程 也將更錯綜復雜;另一種就是一些中小企業為了生存或是依附于大企業或是自己聯合起來增強競 爭力,形成一種聯合的生產局面,生產工藝流程將會更細化,會出現工序生產企業,如開料就可 以單獨立廠,將各聯合企業的板料統一加工,再如有些廠去做油漆或某個產品零部件,以提高生 產設備的利用率。無論是前者還是后者,要求產品的工藝流程設計都要越來越清楚,越來越完善, 達到高度的協調統一,這樣才能配合運作。再有就是計算機同局域網的普及和應用,工藝流程現 場管理將實行無工藝文件管理,全部采用條碼管理,生產管理將會更方便、更快捷、更準確。 一、國內板式家具的發展歷程: 所謂板式家具,
板式家具工序質量標準與檢驗規范標準
格式:pdf
大小:425KB
頁數:44P
4.7
..... .專業word可編輯. 開料質量標準 頁數:共2頁第1頁 加工設備名稱:電子鋸、臺鋸操作人員要求:須經培訓合格,熟練掌握設備操作、性能、安全防護措施和注意事項。 項目質量要求 一、作業前檢驗要求 1、板料1)板件中間嚴重分層開裂,涂膠面貼合面不緊密,凹凸不平,粘壓移位等板件不可投入本工序生產。 2)飾面板面紙起皺、嚴重刮傷、紙與板面分層、紙紋方向不正確的板件不可投入本工序生產。 2、對來件每20件抽檢2-4件,發現不良品,再次抽檢,發現有10%以上不良品,退回上工序全檢,問題嚴重時,應填寫《不合格報告》向上匯報。 二、開料板件質量標 準 1、所開板件須與圖紙開料單和有關技術參數中規格、紋路、顏色一致。 2、產品板件鋸(切)面須平直、平整、光滑并與板面成直角90°,加
板式家具木皮主要用材品種及規格精華文檔
板式家具的材料常識
格式:pdf
大小:2.4MB
頁數:11P
4.3
板材 板式家具最主要的材料就是工業化生產的標準板,長2.44 米,寬1.22米,厚度規格有很多,材料品種繁多,這里 只介紹幾種常用的。 纖維板 有低密度纖維板和中密度纖維板兩種,一般用的是中密 度纖維板,厚度為15mm、18mm適合用來做衣柜、書架 等,3-5mm的用來做非承重板,比如抽屜底板等。 纖維板的特點是密度低,易受潮,加工粉塵大,縱向加 工(比如上螺絲、開孔等)易開裂,如果沒有臺鋸、臺 鉆,不推薦使用纖維板diy。 防潮板 防潮板是在基材的生產過程中加入一定比例的防潮粒子 (一般是綠色的),論壇里木友說的三聚氰胺板就是防潮 板,常見的防潮板是重級刨花板+防潮粒子+三聚氰胺 熱壓裝飾面做成,厚度一般為16mm,適合做櫥柜、浴室 柜等易受潮的家具,當然做衣柜、書架、鞋柜也可以。 防潮板的密度比纖維板大,防潮性能遠高于纖維板,也 不易開裂,比較適合diy。 細木
板式家具開料單
格式:pdf
大小:20KB
頁數:1P
4.4
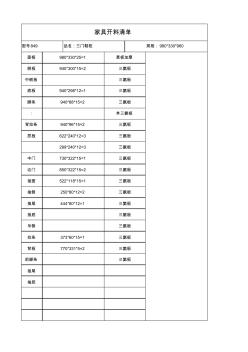
家具開料清單 型號849品名:三門鞋柜規格:980*330*960 面板980*330*25=1素板加厚 側板940*300*15=2三氨板 中側板三氨板 底板940*298*12=1三氨板 腳條940*88*15=2三氨板 :單三氨板 背拉條940*96*15=2三氨板 層板622*240*12=3三氨板 299*240*12=3三氨板 中門730*322*15=1三氨板 邊門850*322*15=2三氨板 抽面522*118*15=1三氨板 拉條373*60*15=1三氨板 抽側250*80*12=2三氨板 抽尾444*80*12=1三氨板 抽底三氨板 吊側三氨板 背板770*331*5=2三氨板 前腳條三氨板 抽尾 抽底
板式家具生產工藝與設備
格式:pdf
大小:37KB
頁數:16P
4.8
板式家具生產工藝與設備 板式家具加工工藝 一基材 板式家具的基本材料是刨花板和中密度纖維板,這兩種板是可以用工業化生產方式 進行大規模生產的工程材料從材料來源幅面尺寸和加工性能方面來說,它們不象實木和其它材料, 對家具的設計和制造約束很少,因此家具設計師和制造商可以不受材料的限制,而完全根據用戶不同品 味的需要,設計和制作功能實用風格各異的家具 刨花板:將木材加工剩余物或小徑材枝椏材加工成一定形狀尺寸刨花,施加一定量膠粘劑,經鋪裝 成型熱壓而成按結構分為普通板和定向板兩類,而普通型刨花板又可分為單層三層漸變三種結構家具用 板以漸變和三層結構為主通常用平壓法制造 刨花板主要優點是可按需加工成不同厚度大幅面的板材;可直接使用;不需干燥;易加工利于機械 化生產;運輸保存方便;價格便宜其缺點是邊部毛糙,易吸濕變形,吸水厚度膨脹率較大;握螺釘力較 低,緊固件不宜多次拆卸;容積重通常高于木材,刨花板

板式家具木皮主要用材品種及規格最新文檔
板式家具板類部件的變形及解決方法 (2)
格式:pdf
大小:21KB
頁數:8P
4.7
板式家具板類部件的變形及解決方法 制造板式家具時,大都采用中密度纖維板、細木工板、刨花板以及膠合板等作為板式家具的 基材,這些基材具有幅面大、表面平整、易于加工、便于涂飾等優點,但也有吸濕、彈性變 形等缺點。有些剛剛加工好的家具的部件過不了幾天就發生了變形,如原先平整的柜門發生 了翹曲,而且基本上沒有辦法恢復。如何解決這些令人頭痛的問題呢?實際上,可以從產生 變形的原因來進行探討。www.***.***,j.y:w7r/o0b7z2m!m,f: 眾所周知,構成板式家具的主要零部件有旁板,擱板、門板、頂板或面板以及背板等, 板件所存在的主要變形有板件的彈性彎曲、翹曲、蠕變等,其中,翹曲和蠕變在很大程度上 取決于基材本身的內在質量,而零部件的彈性彎曲,除了板件本身的質量之外,主要還取決 于生產過程的管理和工藝的處理。對于基材本身的問題,可以選

板式家具板類部件的變形及解決方法
格式:pdf
大小:293KB
頁數:3P
4.4
板式家具板類部件的變形及解決方法 制造板式家具時,大都采用中密度纖維板、細木工板、刨花板以及膠合板等作為板式家具的基材,這些基材具有幅面大、表面平整、易于加工、便于涂飾等 優點,但也有吸濕、彈性變形等缺點。有些剛剛加工好的家具的部件過不了幾天就發生了變形,如原先平整的柜門發生了翹曲,而且基本上沒有辦法恢復。如何 解決這些令人頭痛的問題呢?實際上,可以從產生變形的原因來進行探討。 眾所周知,構成板式家具的主要零部件有旁板,擱板、門板、頂板或面板以及背板等,板件所存在的主要變形有板件的彈性彎曲、翹曲、蠕變等,其中,翹曲 和蠕變在很大程度上取決于基材本身的內在質量,而零部件的彈性彎曲,除了板件本身的質量之外,主要還取決于生產過程的管理和工藝的處理。對于基材本身 的問題,可以選用內應力較小,強度較大的品牌產品。而對于在外力作用下的彈性變形,則是一個比較復雜的問題,下面就以擱板和高柜的長門為例來加以
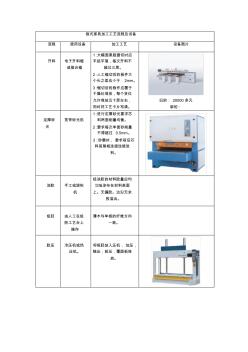
板式家具生產工藝流程及設備
格式:pdf
大小:388KB
頁數:2P
4.6
板式家具加工工藝流程及設備 流程使用設備加工工藝設備圖片 開料電子開料鋸 或推臺鋸 1:大幅面素版據切時應 平起平落,每次開料不 超過三層。 2:人工鋸切后的板件大 小頭之差應小于2mm。 3:鋸切后的板件應置于 干燥處堆放,每個貨位 允許堆放五十層左右, 同時將工藝卡片寫清。 舊的:20000多元 新的: 定厚砂 光 寬帶砂光機 1:進行定厚砂光要求芯 料兩面削量均衡。 2:要求每次單面砂削量 不得超過0.5mm。 3:砂磨時,要求前后芯 料首尾相連接連續進 料。 涂膠手工或滾輪 機 經涂膠的材料膠量應均 勻地涂布在材料表面 上。無漏膠。邊沿無余 膠溢出。 組胚由人工在組 胚工藝臺上 操作 薄木與單板的纖維方向 一致。 膠壓冷壓機或熱 壓機。 將板胚放入壓機,加壓, 穩壓,卸壓,覆面板堆 放。 裁邊精密裁邊圓 鋸機和雙面 裁邊鋸機 覆面板裁邊時先經刻痕 鋸在其背

板式家具工序質量標準及檢驗規范10
格式:pdf
大小:456KB
頁數:33P
4.8
裁板質量標準 文件編號:版本號:頁數:共2頁第1頁 編制:審核:批準: 加工設備名稱:電子鋸、裁板鋸、萬能推臺鋸操作人員要求:須經培訓合格,熟練掌握設備操作、性能、安全防護措施和注意事項。 項目質量要求 一、作業前檢驗要求 1、粘壓料1)冷壓中間嚴重分層開裂,涂膠面貼合面不緊密,凹凸不平,粘壓移位等板件不可投入本工序生產。 2)飾面板面紙起皺、嚴重刮傷、紙與板面分層、紙紋方向不正確的板件不可投入本工序生產。 2、對來件每20件抽檢2-4件,發現不良品,再次抽檢,發現有10%以上不良品,退回上工序全檢,問題嚴重時,應填寫《產品質量事故報告單》向上匯 報。 二、開料板件質量標準 1、所開板件須與圖紙開料單和有關技術參數中規格、紋路顏色一致。 2、產品板件鋸(切)面須平直、平整、光滑并與板面成直角90°,加工面無黑邊、無爆邊、無分層、
板式家具生產對刨花板的質量要求 板式家具生產對刨花板的質量要求
格式:pdf
大小:340KB
頁數:4P
4.5
刨花板的制造工藝較為簡單,產量較大,價格較低,是板式家具的主要基材。分析了板式家具生產對刨花板的質量要求,以期為板式家具及刨花板生產企業的良性發展提供借鑒。
 竹編飾面板式家具創新工藝
竹編飾面板式家具創新工藝 竹編飾面板式家具創新工藝
格式:pdf
大小:420KB
頁數:3P
4.4
本文定義了新型家具樣式——竹編飾面板式家具,探討了該家具的特點,并系統研究竹編飾面板式家具板件形態及其工藝流程,最后提出了竹編飾面家具的創新工藝。
實用新型鋁塑板式家具研究 實用新型鋁塑板式家具研究
格式:pdf
大小:135KB
頁數:2P
4.7
針對長期以來船用家具采用木質板式家具的各種不足,提出研制一種質量輕、強度高、防護性強的新型板式船用家具—鋁塑板式家具。通過分析該型家具的加工工藝,并結合試驗手段使得設計可靠性得到驗證。該研究為未來海洋工程中重量控制要求嚴格的產品提供了有力的保障。
板式家具木皮主要用材品種及規格相關
文輯推薦
知識推薦
百科推薦


職位:機電造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


