

本鋼熱連軋廠1700線4#數控磨床改造項目研究
格式:pdf
大小:754KB
頁數:3P
人氣 :96
 4.6
4.6
軋輥磨床在鋼鐵企業中用于將軋鋼后的軋輥修磨到所需精度后,再送回軋機反復使用。為適應現代鋼鐵企業自動化、連續化、精度高的生產要求,軋輥磨床需要在盡可能短的時間將軋輥表面誤差磨削到μm級。為實現上述目標,文章以本鋼熱軋廠1700線4#數控磨床為例,對該裝置的電氣系統進行改造。實踐證明:本鋼熱軋廠1700線4#數控磨床改造后實現磨削后的軋輥輥型偏差小于±10μ、磨削效率提高30%,滿足了軋鋼板形控制的要求,大幅提高了磨輥車間的勞動生產率。



編輯推薦下載

星形套滾道加工數控磨床改造
格式:pdf
大小:165KB
頁數:2P
4.7
介紹一種用于汽車萬向節星形套滾道磨削加工的數控機床改造方法。分析工件的加工難點,給出解決方法,介紹改造方案及主要部件的結構。
本鋼熱連軋廠#數控磨床改造項目研究熱門文檔
工業級PC機在曲軸數控磨床改造中的應用
格式:pdf
大小:413KB
頁數:3P
4.5
通過應用近幾年剛問世的加固型工業級pc機構成的通用數控系統,成功地實現了曲軸數控磨床的改造,不僅使一臺長期癱瘓的設備恢復了功能,而且為舊數控設備的改造找到了一種較理想的途徑.
 本鋼1780mm熱連軋薄規格產品板形優化
本鋼1780mm熱連軋薄規格產品板形優化 本鋼1780mm熱連軋薄規格產品板形優化
格式:pdf
大小:285KB
頁數:4P
4.8
針對本鋼1780mm生產線薄規格產品板形不良問題,分析了該生產線板形計算模型,得出末機架彎輥力負極限、軋輥輥型匹配不良、軋輥磨削精度低、帶鋼溫度不穩定、一級及二級控制系統不完善、軋制計劃及軋制節奏不合理、工藝設備精度不達標是問題產生的主要原因。為此,對精軋機負荷分配、軋輥輥型、軋制計劃和節奏、板形控制模型等進行了優化,使帶鋼平直度指標命中率從88.3%提高至92.8%,凸度指標命中率從90.5%提高至96.7%。
新余鋼鐵廠熱連軋廠EMC
格式:pdf
大小:17.3MB
頁數:53P
4.4
???????????????????400-0791-869??????????????????168?1???????????????emc??????????????????????????????2012?10?18??????400-0791-869?????www.***.*** ???????????????????400-0791-869??????????????????168?2??????????????????????..........................3????????????..........................................6?????????em
軋輥偏心補償在本鋼1780mm熱連軋生產中的應用 軋輥偏心補償在本鋼1780mm熱連軋生產中的應用
格式:pdf
大小:207KB
頁數:3P
4.4
軋輥偏心是由軋輥和軋輥軸承形狀的不規則造成的。本文分析了軋輥偏心的危害和起因,提出采用lms自適應濾波的方式來解決軋輥偏心問題,該方式在本鋼1780mm熱連軋生產中的應用表明,其減小了軋輥偏心對軋件厚度的影響,保證了產品質量。
本鋼熱連軋廠#數控磨床改造項目研究精華文檔
太鋼熱連軋1549線1~#加熱爐改造
格式:pdf
大小:303KB
頁數:4P
4.5
介紹了太鋼1549mm1~#加熱爐改造項目,在改造項目中成功應用了數字化脈沖燃燒自動控制技術,并在原來技術的基礎上在節能措施方面又做了進一步完善工作,并將收到好的效果,使之能夠更好的滿足目前市場用戶要求,提供了低能耗、低燒損,并能夠在不減小產量的情況下連續頻繁變換加熱不同鋼種的坯料,以及降低操作成本的特殊要求,操作的靈活性和良好的加熱質量為企業加熱爐改造或新建提供了好的方案。
新鋼熱連軋廠油氣潤滑控制系統改造
格式:pdf
大小:464KB
頁數:3P
4.7
針對新鋼熱連軋廠平整機軋輥軸承油氣潤滑系統存在的問題進行了plc控制系統設計并應用,延長了軋輥使用壽命,滿足了生產需求。
熱連軋廠鋼卷橫切剪及附屬設備改造??
格式:pdf
大小:232KB
頁數:4P
4.7
濟鋼熱連軋廠鋼卷橫切剪及附屬設備屬于生產線一部分,擔負著開卷檢查取樣的任務,對反饋質量缺陷至關重要。原有設備在使用過程中暴露出一些缺陷:比如運卷不穩定,開卷時候產生壓痕,導入不順暢,導入過程產生劃傷,剪切效率差或無法剪切,廢料輸送不流暢甚至有時候靠人工等。原有設備存在的一系列問題,不但影響取樣效率,還可能造成取樣的失真,甚至存在一定安全隱患。熱連軋廠對鋼卷檢查取樣設備進行了優化改造,實施效果良好,為相關單位的改造提供了借鑒。
本鋼1700熱連軋廠加熱爐改造自動化儀表設計特點
格式:pdf
大小:402KB
頁數:5P
4.6
介紹本溪鋼鐵(集團)有限責任公司1700熱連軋廠加熱爐改造工程的設備設計、施工設計的特點,對重油燃燒段儀表的配置、熱電偶的安裝、管道內有保溫層的平孔板的安裝及取壓、氣動執行機構的選型、閥門選型及安裝、變送器的安裝、控制室到加熱爐現場電纜路由的設計、控制室的設計、dcs的設計、軟件系統升級等主要技術問題進行了闡述,這些舊廠加熱爐改造的設計經驗對其它舊廠加熱爐改造工程及新建加熱爐工程均有借鑒之處。
熱連軋廠鋼卷橫切剪及附屬設備改造
格式:pdf
大小:284KB
頁數:5P
4.7
濟鋼熱連軋廠鋼卷橫切剪及附屬設備屬于生產線一部分,擔負著開卷檢查取樣的任務,對反饋質量缺陷至關重要。原有設備在使用過程中暴露出一些缺陷,比如運卷不穩定,開卷時候產生壓痕,導入不順暢,導入過程產生劃傷,剪切效率差或無法剪切,廢料輸送不流暢甚至有時候靠人工等。原有設備存在的一系列問題,不但影響取樣效率,還可能造成取樣的失真,甚至存在一定安全隱患。熱連軋廠對鋼卷檢查取樣設備進行了優化改造,實施效果良好,為相關單位的改造提供了借鑒。
本鋼熱連軋廠#數控磨床改造項目研究最新文檔
梅鋼熱連軋精軋主速度應用研究 梅鋼熱連軋精軋主速度應用研究
格式:pdf
大小:2.9MB
頁數:2P
4.7
隨著鋼鐵市場發展,對鋼種的多樣性和產品的質量提出了更高的要求,梅鋼原有的傳動設備已不能滿足軋制工藝的需要,必須對精軋區主速度的關鍵設備進行技術改造。文中介紹了改造后精軋主速度控制原理和主要系統構成,并對梅鋼熱連軋精軋主速度主要控制功能的實現進行了分析,對梅鋼熱軋帶鋼廠精軋機組新技術進行了整體的研究,使其滿足熱連軋生產的實際生產的需要。
帶鋼熱連軋軋制力計算研究 帶鋼熱連軋軋制力計算研究
格式:pdf
大小:437KB
頁數:3P
4.5
軋制力是帶鋼熱連軋最重要的工藝參數之一,其計算模型的精度關系著軋制過程的離線模擬和在線控制,以orowan力平衡方程為基礎,采用sims公式,分析軋制力模型在連軋過程中的適用性。
生產輪輞鋼的5機架熱連軋改造
格式:pdf
大小:1.6MB
頁數:4P
4.6
通過將原來的橫列式軋機改造成半連軋機組,正興集團廊坊車輪有限公司將汽車輪輞鋼的成品尺寸公差由±0.4mm提高至±0.2mm,成材率也由94.5%以上提高至97.0%以上,介紹了該改造項目的軋機組成、車間工藝布置和孔型系統等。
本鋼1700毫米寬帶鋼熱連軋機精軋機改造技術分析
格式:pdf
大小:443KB
頁數:4P
4.5
分析了本鋼連軋廠七架普通四輥精軋機的改造,對所采用的工作輥彎輥裝置和軋輥軸向橫移裝置的工作原理進行了研究,結果表明,產品板型得到控制,質量顯著提高。
太鋼熱連軋廠1549線試軋薄規格取得新突破 太鋼熱連軋廠1549線試軋薄規格取得新突破
格式:pdf
大小:70KB
頁數:1P
4.3
近日,太鋼熱連軋廠1549mm生產線成功試軋了1.2毫米的碳鋼薄規格產品,實現了國內同類型軋機薄規格生產的新突破。
2006年本鋼重點技術改造項目
格式:pdf
大小:66KB
頁數:1P
4.8
2006年生產經營總目標和預計完成計劃 以市場為導向,以調整產品結構為主線,以追求效益最大化為目標,突出 品種規格,提高實物質量,“雙高”產品比例達到70%;加速推進三熱軋等21 項重點技改項目,提升核心競爭力;主導產品產量:鋼850萬噸、熱軋板700萬 噸、冷軋板180萬噸;大力降低成本,實現銷售收入超300億元、實現利潤超 10億元;大力發展循環經濟,主要經濟技術指標達到國內先進水平,其中噸鋼 綜合能耗降到800公斤以下,噸鋼可比能耗降到780公斤以下,噸鋼耗新水降 到7.9噸以下;堅持和諧發展,強化環保治理,實現安全生產“三為零”,建綠色 本鋼。 2006年本鋼重點技術改造項目 加大礦山開發和建設。實施鐵礦增產改造,使礦業公司鐵精礦產量達到 700萬噸;聯合開發棉花堡子、賈家堡子等后備礦山,
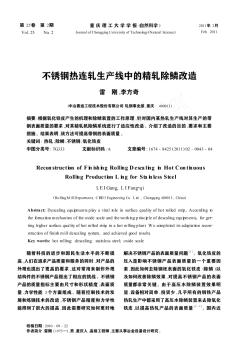
不銹鋼熱連軋生產線中的精軋除鱗改造
格式:pdf
大小:459KB
頁數:5P
4.7
根據氧化鐵皮產生的機理和除鱗裝置的工作原理,針對國內某熱軋生產線對其生產的帶鋼表面質量的要求,對其精軋機除鱗系統進行了適應性改造。介紹了改造的目的、要求和主要措施。結果表明,該方法可提高帶鋼的表面質量。
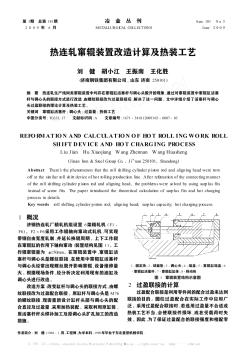
熱連軋竄輥裝置改造計算及熱裝工藝
格式:pdf
大小:418KB
頁數:3P
4.5
熱連軋生產線同類竄輥裝置中均存在竄輥缸活塞桿與調心頭脫開的現象,通過對竄輥裝置中竄輥缸活塞桿與調心頭的聯接方式進行改造、由螺紋聯接改為過盈聯接后,解決了這一問題。文中詳細介紹了活塞桿與調心頭過盈聯接的理論計算及熱裝工藝。
 CRTS Ⅱ型無砟軌道板專用數控磨床定位分析
CRTS Ⅱ型無砟軌道板專用數控磨床定位分析 CRTS Ⅱ型無砟軌道板專用數控磨床定位分析
格式:pdf
大小:187KB
頁數:未知
4.7
通過對crtsⅱ型無砟軌道板專用數控磨床定位點及支撐力的理論分析,確定了crtsⅱ型無砟軌道板在專用數控磨床磨削中定位點的合理位置,以及各支撐液壓缸支撐力的大小分配比,使crtsⅱ型無砟軌道板能夠在所受彎矩均勻、正應力最小的狀態下進行磨削,從而減小了自身內部應力的影響,提高了crtsⅱ型無砟軌道板的磨削質量。
本鋼熱連軋廠#數控磨床改造項目研究相關
文輯推薦
知識推薦
百科推薦


職位:建筑工程師
擅長專業:土建 安裝 裝飾 市政 園林


