

05-薄壁紫銅管焊接
格式:pdf
大小:15KB
頁數:1P
人氣 :69
 4.8
4.8
技術交底記錄 表號: 編號: 工程名稱 交底名稱 薄壁紫銅管施工技術交底 交底地點 交底日期 年 月 日 一、 施工工藝要求及驗收標準 1、嚴格按設計施工圖、工程變更聯系單、施工規范和產品工藝要求 進行施工。 2、銅管的切斷按不同管徑分別選用銅管切割器、砂輪切割機和等離 子切割機,切口基本要求為:切斷面必須與管中心垂直,端部外表面和管 件重疊段應光亮、清潔、無油污,否則應對表面進行處理:用鋼銼修平、 紗頭、不銹鋼絲絨或細砂皮打光,用有機溶劑擦洗去除油污。 3、采用氧 -乙炔氣焊,選用薄壁紫銅管專用銀銅焊條和 QJ101 銀釬 焊熔劑施焊。 4、焊接后的管件必須在 8h 內進行清洗,除去殘留的熔劑和熔渣, 常 用煮沸的含 10%~15%的明礬水溶液涂刷接頭處, 然后用水沖洗擦干, 干 燥后再刷清漆保護。 5、管架安裝位置應正確、平整、牢固,支架與管道之間應用石棉板、 橡膠板或木托隔開,且接觸



05-薄壁紫銅管焊接 (2)
格式:pdf
大小:15KB
頁數:1P
技術交底記錄 表號:編號: 工程名稱 交底名稱薄壁紫銅管施工技術交底 交底地點交底日期年月日 一、施工工藝要求及驗收標準 1、嚴格按設計施工圖、工程變更聯系單、施工規范和產品工藝要求 進行施工。 2、銅管的切斷按不同管徑分別選用銅管切割器、砂輪切割機和等離 子切割機,切口基本要求為:切斷面必須與管中心垂直,端部外表面和管 件重疊段應光亮、清潔、無油污,否則應對表面進行處理:用鋼銼修平、 紗頭、不銹鋼絲絨或細砂皮打光,用有機溶劑擦洗去除油污。 3、采用氧-乙炔氣焊,選用薄壁紫銅管專用銀銅焊條和qj101銀釬 焊熔劑施焊。 4、焊接后的管件必須在8h內進行清洗,除去殘留的熔劑和熔渣,常 用煮沸的含10%~15%的明礬水溶液涂刷接頭處,然后用水沖洗擦干,干 燥后再刷清漆保護。 5、管架安裝位置應正確、平整、牢固,支架與管道之間應用石棉板、 橡膠板或木托隔開,且接觸
編輯推薦下載
薄壁紫銅管焊接熱門文檔
 低碳鋼焊條焊接薄壁紫銅管
低碳鋼焊條焊接薄壁紫銅管 低碳鋼焊條焊接薄壁紫銅管
格式:pdf
大小:135KB
頁數:1P
4.3
紫銅零件的焊接,根據技術要求不同,可采用碳弧焊、手工氮弧焊或者使用銅芯焊條的手工電弧焊。而對于壁厚為0.8~2毫米的紫銅管,通常則采用氣焊。但是,氣焊的約束條件比較多,比如硼砂、銅條、電石、氧氣,缺一不可。為此,我廠采用了低碳鋼焊條焊接薄壁紫銅管。經三年的生產


建筑給水薄壁紫銅管施工工法
格式:pdf
大小:142KB
頁數:14P
4.6
本文件僅起參考作用,一切以原件為準 頁腳內容-0- 建筑給水薄壁紫銅管施工工法 單位:中冶京唐管鐵公司 作者:李鐵柱 時間:2007年5月 本文件僅起參考作用,一切以原件為準 頁腳內容-1- 一、前言 我國銅管用于建筑給水工程歷史悠久,但由于經濟條件所致,應用的范圍及數量有限。 近年來,隨著社會的發展和人們生活水平的日益提高,對居住條件要求越來越高,建筑 物內建筑材料的要求也越來越高,一些傳統的給水管材正慢慢退出建筑材料市場或被新 型管材逐漸代替。從國內外發達地區市場看,建筑用銅,特別是直接關系到飲用水質量 的銅水管在不斷上升,建筑給水工程對銅管的需求日益增加,且潛力巨大。 銅管用于建筑給水及熱水工程,其適配性強,經久耐用、環保衛生、不易產生二次污 染。銅管制造工藝簡便、可靠,薄壁銅管不僅可滿足建筑給水工程的使用要求,而且其 綜合成本合理,且有優

建筑給水薄壁紫銅管施工工法教學文案
格式:pdf
大小:78KB
頁數:9P
4.8
精品文檔 精品文檔 建筑給水薄壁紫銅管施工工法 單位:中冶京唐管鐵公司 作者:李鐵柱 時間:2007年5月 精品文檔 精品文檔 一、前言 我國銅管用于建筑給水工程歷史悠久,但由于經濟條件所致,應用的范圍及 數量有限。近年來,隨著社會的發展和人們生活水平的日益提高,對居住條件要 求越來越高,建筑物內建筑材料的要求也越來越高,一些傳統的給水管材正慢慢 退出建筑材料市場或被新型管材逐漸代替。從國內外發達地區市場看,建筑用銅, 特別是直接關系到飲用水質量的銅水管在不斷上升,建筑給水工程對銅管的需求 日益增加,且潛力巨大。 銅管用于建筑給水及熱水工程,其適配性強,經久耐用、環保衛生、不易產 生二次污染。銅管制造工藝簡便、可靠,薄壁銅管不僅可滿足建筑給水工程的使 用要求,而且其綜合成本合理,且有優良的性能價格比,是理想的建筑給水管材 之一。目前在北京所建的各種高級寫字樓、高級
薄壁紫銅管焊接精華文檔


建筑給水薄壁紫銅管施工工法教學文案 (2)
格式:pdf
大小:78KB
頁數:9P
4.5
精品文檔 精品文檔 建筑給水薄壁紫銅管施工工法 單位:中冶京唐管鐵公司 作者:李鐵柱 時間:2007年5月 精品文檔 精品文檔 一、前言 我國銅管用于建筑給水工程歷史悠久,但由于經濟條件所致,應用的范圍及 數量有限。近年來,隨著社會的發展和人們生活水平的日益提高,對居住條件要 求越來越高,建筑物內建筑材料的要求也越來越高,一些傳統的給水管材正慢慢 退出建筑材料市場或被新型管材逐漸代替。從國內外發達地區市場看,建筑用銅, 特別是直接關系到飲用水質量的銅水管在不斷上升,建筑給水工程對銅管的需求 日益增加,且潛力巨大。 銅管用于建筑給水及熱水工程,其適配性強,經久耐用、環保衛生、不易產 生二次污染。銅管制造工藝簡便、可靠,薄壁銅管不僅可滿足建筑給水工程的使 用要求,而且其綜合成本合理,且有優良的性能價格比,是理想的建筑給水管材 之一。目前在北京所建的各種高級寫字樓、高級
薄壁紫銅管彎曲工藝及模具設計 薄壁紫銅管彎曲工藝及模具設計
格式:pdf
大小:455KB
頁數:4P
4.3
針對制冰設備中薄壁紫銅管的彎曲工藝,在分析其彎曲過程中的應力、應變情況以及產生的各種質量問題的原因后,制訂了退火、潤滑、彎曲工藝。根據材料變形特點設計了彎管模,并采用反變形槽和彎管芯棒,解決了彎曲過程中內緣起皺、外緣變扁的缺陷。經生產實踐證明,工藝過程設計合理,模具結構簡單實用,加工的產品質量好,適合小批量生產。

銅管焊接工藝
格式:pdf
大小:8KB
頁數:3P
4.5
一、焊接 總要求:保證管路不泄漏,焊接管路橫平豎直焊液均勻分布于焊縫。保證各部件的功 能完好無損,注意各閥件的方向性。 1.銅管下料 a.工具:割管刀,卷尺,線號筆,銼 b.步驟: ①根據圖紙要求的尺寸和管徑,用卷尺量取相應的長度,并用線號筆記下位置 ②較粗的銅管要固定后,再用割刀拆下,要保證割口平齊,不變形 ③用銼把割口毛邊銼平,并用抹布擦拭干凈 2.焊接 a.工具:焊槍,乙炔瓶,氧氣瓶,氮氣瓶 b.步驟: ①檢查氧氣瓶和乙炔瓶內的量是否足夠 ②根據圖紙要求來進行焊接 ③在焊接電磁閥時,應把電磁閥的線圈拆下,以防毀壞,并注意其流向 ④焊接其它部件,如液鏡、膨脹閥、單向閥等應注意焊接時受熱損壞,必要時可把 可拆部件卸下,并用濕棉布包裹被焊閥體 ⑤焊接時應在被焊管內通低速氮氣,防止氧化 ⑥焊接完畢后,冷卻,用干燥氮氣清理管內氧化物和焊渣 二、焊接 1.0焊
薄壁紫銅管焊接最新文檔
銅管焊接工藝
格式:pdf
大小:84KB
頁數:4P
4.4
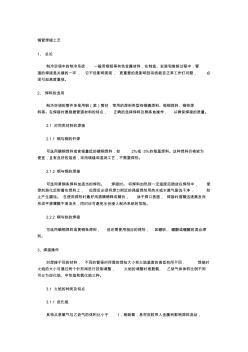
銅管焊接工藝 1、總論 制冷空調中的制冷系統,一般用銅鋁等有色金屬材料,在制造、安裝和維修過程中,管 道的焊接是關鍵的一環,它不但影響美觀,更重要的是影響到系統能否正常工作燈問題,必 須引起高度重視。 2、焊料的選用 制冷空調的管件多是用銅(紫)管材,常用的焊料類型有銅磷焊料、銀銅焊料、銅鋅焊 料等。在焊接時要根據管道材料的特點,正確的選擇焊料及熟練地操作,以確保焊接的質量。 2.1對同類材料的焊接 2.1.1銅與銅的釬焊 可選用磷銅焊料或含銀量低的磷銅焊料,如2%或5%的銀基焊料。這種焊料價格較為 便宜,且有良好的溶液,采用填縫和濕潤工藝,不需要焊劑。 2.1.2鋼與鋼的焊接 可選用黃銅條焊料加適當的焊劑。焊接時。將焊料加熱到一定溫度后插放在焊劑中,使 焊劑溶化后附著在焊料上,但焊后必須將焊口附近的殘留焊劑用熱水或水蒸氣刷洗干凈,防 止產生腐蝕。在使
紫銅管施工 (2)
格式:pdf
大小:14KB
頁數:9P
4.3
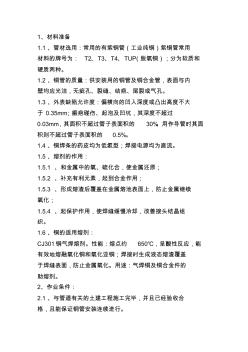
1、材料準備 1.1、管材選用:常用的有紫銅管(工業純銅)紫銅管常用 材料的牌號為:t2、t3、t4、tup(脫氧銅);分為軟質和 硬質兩種。 1.2、銅管的質量:供安裝用的銅管及銅合金管,表面與內 壁均應光潔,無疵孔、裂縫、結疤、尾裂或氣孔。 1.3、外表缺陷允許度:偏橫向的凹入深度或凸出高度不大 于0.35mm;瘢疤碰傷、起泡及凹坑,其深度不超過 0.03mm,其面積不超過管子表面積的30%。用作導管時其面 積則不超過管子表面積的0.5%。 1.4、銅焊條的藥皮均為低氫型;焊接電源均為直流。 1.5、熔劑的作用: 1.5.1、和金屬中的氧、硫化合,使金屬還原; 1.5.2、補充有利元素,起到合金作用; 1.5.3、形成熔渣后覆蓋在金屬熔池表面上,防止金屬繼續 氧化; 1.5.4、起保護作用,使焊縫緩慢冷卻,改善接頭結晶組 織。 1.6、銅的適用熔劑: cj3
紫銅管施工
格式:pdf
大小:14KB
頁數:9P
4.8
1、材料準備 1.1、管材選用:常用的有紫銅管(工業純銅)紫銅管常用 材料的牌號為:t2、t3、t4、tup(脫氧銅);分為軟質和 硬質兩種。 1.2、銅管的質量:供安裝用的銅管及銅合金管,表面與內 壁均應光潔,無疵孔、裂縫、結疤、尾裂或氣孔。 1.3、外表缺陷允許度:偏橫向的凹入深度或凸出高度不大 于0.35mm;瘢疤碰傷、起泡及凹坑,其深度不超過 0.03mm,其面積不超過管子表面積的30%。用作導管時其面 積則不超過管子表面積的0.5%。 1.4、銅焊條的藥皮均為低氫型;焊接電源均為直流。 1.5、熔劑的作用: 1.5.1、和金屬中的氧、硫化合,使金屬還原; 1.5.2、補充有利元素,起到合金作用; 1.5.3、形成熔渣后覆蓋在金屬熔池表面上,防止金屬繼續 氧化; 1.5.4、起保護作用,使焊縫緩慢冷卻,改善接頭結晶組 織。 1.6、銅的適用熔劑: cj3
浮動盤管換熱器紫銅管焊接結構及工藝的改進 浮動盤管換熱器紫銅管焊接結構及工藝的改進
格式:pdf
大小:106KB
頁數:3P
4.4
敘述了浮動盤管換熱器中紫銅管氣焊和釬焊的比較,經生產和使用,證明了使用火焰釬焊的優越性,產品質量得到提高。
浮動盤管換熱器中紫銅管焊接結構及工藝的改進 浮動盤管換熱器中紫銅管焊接結構及工藝的改進
格式:pdf
大小:85KB
頁數:2P
4.4
敘述了浮動盤管換熱器中紫銅管氣焊和釬焊的比較,經生產和使用,證明了使用火焰釬焊的優越性,產品質量得到提高。
薄壁紫銅管與不銹鋼管的氬弧焊 薄壁紫銅管與不銹鋼管的氬弧焊
格式:pdf
大小:164KB
頁數:未知
4.5
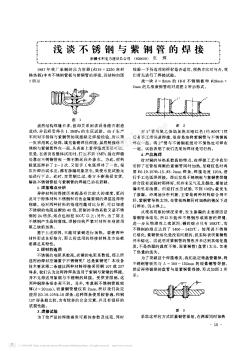
某廠煉銅用的冷卻水裝置,外套是用紫銅管與不銹鋼管對接焊制成的。要求焊后長期使用焊口不脫落,通水進行壓力試驗時(水壓為0.15mpa)不滲漏。過去采用銀、銅釬料釬焊,但釬焊接頭強度低,使用壽命短。我們采用手工鎢極氬弧焊試焊效果良好,解決了該廠的實際問題。1.焊前準備冷卻水裝置外套的結構尺寸如圖1所示,為確保構件焊后同心,焊縫背面無焊漏,設計了定位芯棒,它與焊件的裝配情況見圖2。芯棒由h62黃銅制造,用于承托焊縫并起散熱作用。芯棒外壁應貼緊接管內壁,其端頭鉆有通孔,以便焊后從焊件中取出。
紫銅管的氬弧焊焊接工藝 紫銅管的氬弧焊焊接工藝
格式:pdf
大小:83KB
頁數:未知
4.5
紫銅管的氬弧焊焊接工藝河北省電建第二工程公司鄧子剛手工鎢極氬弧焊焊接紫銅管克服了氧一乙炔焊存在的缺點,使焊接接頭強度高,成型美觀漂亮。本文主要介紹了手工鎢極氬弧焊焊接不同壁厚紫銅管的焊前準備,焊接材料以及焊接工藝。經上安電廠氫站紫銅管的焊接和贊皇縣化...
薄壁紫銅管焊接相關
文輯推薦
知識推薦
百科推薦


職位:幕墻設計師
擅長專業:土建 安裝 裝飾 市政 園林


