

新型奧氏體不銹鋼A102焊條工藝性能研究
格式:pdf
大小:101KB
頁數(shù):4P
人氣 :61
 4.5
4.5
研究A102不銹鋼焊條工藝性能的影響。對于酸性不銹鋼焊條而言,目前國內(nèi)各廠家生產(chǎn)的不銹鋼焊條都不同程度的存在各種問題,如熔滴過渡不穩(wěn),飛濺較大等。所研制焊條的藥皮配方在原來A102焊條的藥皮組成成分的基礎(chǔ)上對每種組分進(jìn)行輪番調(diào)整所得到的較好的藥皮配方,通過藥皮配方的改善來提高研制焊條的工藝性能,提高其利用率。



高效奧氏體不銹鋼代用焊條的研究
格式:pdf
大小:189KB
頁數(shù):4P
高效奧氏體不銹鋼代用焊條的研究——通過采用低碳鋼芯(h08e)和藥皮過渡合金元素獲得了高熔敷效率的不銹鋼代用新型焊條,試驗表明,該焊條具有電弧穩(wěn)定、熔渣流動性良好、焊條尾部不發(fā)紅、藥皮無脫落等特點;焊縫金屬化學(xué)成分、力學(xué)性能達(dá)到同類型鉻鎳合金焊芯不...
奧氏體不銹鋼焊條的應(yīng)用
格式:pdf
大小:131KB
頁數(shù):3P
奧氏體不銹鋼焊條的應(yīng)用——介紹了鋼材焊繾產(chǎn)生裂蚊的機理和鼻氏體不銹銅焊條在施工生產(chǎn)中的應(yīng)用,分析了焊條的化學(xué)成份與母材化學(xué)成掙之間的關(guān)系及其施工操作中的要點。
編輯推薦下載
奧氏體不銹鋼的焊條選用要點
格式:pdf
大小:6KB
頁數(shù):1P
4.4
奧氏體不銹鋼的焊條選用要點: 不銹鋼主要用于耐腐蝕,但也用作耐熱鋼和低溫鋼。因此,在焊接不銹鋼時,焊條的性能必須與不銹鋼的用途 相符。不銹鋼焊條必須根據(jù)母材和工作條件(包括工作溫度和接觸介質(zhì)等)來選用。 1、一般來說,焊條的選用可參照母材的材質(zhì),選用與母材成分相同或相近的焊條。如:a102對應(yīng) 0cr19ni9;a137對應(yīng)1cr18ni9ti。 2、由于碳含量對不銹鋼的抗腐蝕性能有很大的影響,因此,一般選用熔敷金屬含碳量不高于母材的不銹鋼焊 條。如316l必須選用a022焊條。 3、奧氏體不銹鋼的焊縫金屬應(yīng)保證力學(xué)性能。可通過焊接工藝評定進(jìn)行驗證。 4、對于在高溫工作的耐熱不銹鋼(奧氏體耐熱鋼),所選用的焊條主要應(yīng)能滿足焊縫金屬的抗熱裂性能和焊接 接頭的高溫性能。 (1)對cr/ni≥1的奧氏體耐熱鋼,如1cr18ni9
奧氏體不銹鋼A102焊條工藝性能熱門文檔
 A102優(yōu)質(zhì)系列不銹鋼焊條的研制
A102優(yōu)質(zhì)系列不銹鋼焊條的研制 A102優(yōu)質(zhì)系列不銹鋼焊條的研制
格式:pdf
大小:424KB
頁數(shù):3P
4.5
隨著我國經(jīng)濟的發(fā)展,不銹鋼制品的用量越來越大,不銹鋼焊條的使用量也越來越大。據(jù)保守估計,1998年我國不銹鋼焊條的產(chǎn)銷量已達(dá)到8000t以上。目前我國不銹鋼焊條的性能較以往已有了較大的提高,但與國外名牌產(chǎn)品相比,仍有較大差距。例如,施焊時飛濺大,焊縫成形不美觀,氣孔敏感性有時較大,在正常施焊電流下焊條藥皮易發(fā)紅脫落等。另外,由于熔敷金屬含碳量較高,與國外名牌焊條相比,耐腐蝕性能也存在較大差距。針對國產(chǎn)不銹鋼焊條存在的問題,我們進(jìn)行了大量的研究與探索,成功地開發(fā)出適合中國國情的金威牌優(yōu)質(zhì)不銹鋼焊條。
新型A102不銹鋼焊條的研制
格式:pdf
大小:113KB
頁數(shù):2P
3
新型a102不銹鋼焊條的研制——介紹了新型a102焊條的研制過程,分析了影響不銹鋼焊條發(fā)紅開裂的諸多因素,通過引入新材料并更新配方結(jié)構(gòu),成功地解決了困擾多年的焊條藥皮發(fā)紅開裂問題。
新型A102不銹鋼焊條的研制 新型A102不銹鋼焊條的研制
格式:pdf
大小:73KB
頁數(shù):2P
4.7
介紹了新型a102焊條的研制過程,分析了影響不銹鋼焊條發(fā)紅開裂的諸多因素,通過引入新材料并更新配方結(jié)構(gòu),成功地解決了困擾多年的焊條藥皮發(fā)紅開裂問題。
 奧氏體不銹鋼的焊條電弧焊
奧氏體不銹鋼的焊條電弧焊 奧氏體不銹鋼的焊條電弧焊
格式:pdf
大小:61KB
頁數(shù):2P
4.8
分析了奧氏體不銹鋼焊接過程中容易出現(xiàn)問題(晶間腐蝕和熱烈紋)的原因;介紹了防止和減少晶間腐蝕、熱烈紋的常用措施;講述了奧氏體不銹鋼焊條電弧焊時的注意事項。
奧氏體不銹鋼A102焊條工藝性能精華文檔
 低碳鋼芯奧氏體不銹鋼代用焊條的研究
低碳鋼芯奧氏體不銹鋼代用焊條的研究 低碳鋼芯奧氏體不銹鋼代用焊條的研究
格式:pdf
大小:76KB
頁數(shù):3P
4.4
采用低碳鋼芯(h08e)和高效藥皮過渡合金元素獲得了高熔敷效率的不銹鋼代用新型焊條,對試驗焊條焊接過程進(jìn)行高速攝影、焊縫金屬化學(xué)成分分析以及金相組織觀察。結(jié)果表明,試驗焊條具有電弧穩(wěn)定、熔渣流動性良好,焊條尾部不發(fā)紅、藥皮無脫落等特點;熔滴呈噴射過渡,焊縫金屬化學(xué)成分、顯微組織達(dá)到同類型鉻鎳合金焊芯不銹鋼焊條的要求。解決了不銹鋼焊條尾部發(fā)紅、開裂等問題,同時也顯著降低了不銹鋼焊條的成本。
不銹鋼焊條的工藝性能與使用 不銹鋼焊條的工藝性能與使用
格式:pdf
大小:462KB
頁數(shù):2P
4.4
在我國經(jīng)濟迅猛發(fā)展的今天,不銹鋼結(jié)構(gòu)與制品越來越多,但其在焊接過程中最突出的問題就是國產(chǎn)不銹鋼焊條的工藝性能不良。與國外名牌不銹鋼焊條相比,在工藝性能上存在以下幾方面的問題。(1)焊條抗發(fā)紅開裂性差國產(chǎn)不銹鋼焊條往往
奧氏體不銹鋼TIG焊 奧氏體不銹鋼TIG焊
格式:pdf
大小:113KB
頁數(shù):2P
4.7
本文通過試驗,敘述了tig焊焊接奧氏體不銹鋼時焊接速度與熔深、焊縫表面顏色的關(guān)系,從而給出了最佳范圍,使之達(dá)到焊縫成形好、表面顏色好的目的。
超級奧氏體不銹鋼的性能
格式:pdf
大小:70KB
頁數(shù):5P
4.4
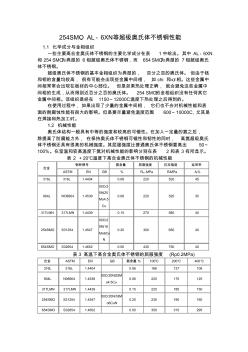
254smo、al-6xn等超級奧氏體不銹鋼性能 1.1化學(xué)成分與金相組織 一些主要高合金奧氏體不銹鋼的主要化學(xué)成分在表1中給出。其中al-6xn 和254smo為典型的6鉬超級奧氏體不銹鋼,而654smo為典型的7鉬超級奧氏 體不銹鋼。 超級奧氏體不銹鋼的基本金相組織為典型的,百分之百的奧氏體。但由于鉻 和鉬的含量均較高,很有可能會出現(xiàn)些金屬中間相,如chi和σ相。這些金屬中 間相常常會出現(xiàn)在板材的中心部位。但是如果熱處理正確,就會避免這些金屬中 間相的生成,從而得到近百分之百的奧氏體。254smo的金相組織沒有任何其它 金屬中間相。該組織是經(jīng)在1150~12000c溫度下熱處理之后得到的。 在使用過程中,如果出現(xiàn)了少量的金屬中間相,它們也不會對機械性能和表 面的耐腐蝕性能有很大的影響。但是要盡量避免溫度范圍600~10000c,尤其是 在焊
奧氏體不銹鋼A102焊條工藝性能最新文檔
A102焊條藥皮成分優(yōu)化設(shè)計及其工藝性能的研究
格式:pdf
大小:141KB
頁數(shù):4P
3
a102焊條藥皮成分優(yōu)化設(shè)計及其工藝性能的研究——建立以飛濺率作為目標(biāo)函數(shù),長石、大理石、螢石、盒屬錳為優(yōu)化因子的數(shù)學(xué)模型根據(jù)數(shù) 學(xué)模型進(jìn)行編程計算得出優(yōu)化結(jié)果,利用優(yōu)化配方制成焊條通過各項工藝性能對比試驗研究,證明優(yōu)化設(shè)計的a102焊條在保持原...

奧氏體不銹鋼雙電極焊條單弧焊工藝分析
格式:pdf
大小:132KB
頁數(shù):2P
3
奧氏體不銹鋼雙電極焊條單弧焊工藝分析——研究了板厚8inm的1crl8ni9ti奧氏體不銹鋼雙電極單孤焊工藝參數(shù),比較了單、雙電極電孤焊工藝特點。試驗結(jié)果表明,奧氏體不銹鋼雙電極焊條單孤焊工藝具有高效節(jié)能、焊縫成形好、熱影響區(qū)窄的特點。
雙電極奧氏體不銹鋼焊條單弧焊工藝研究 雙電極奧氏體不銹鋼焊條單弧焊工藝研究
格式:pdf
大小:897KB
頁數(shù):4P
4.8
本文研究了雙電極奧氏體不銹鋼焊條單弧焊電弧的靜特性、焊接電流、電弧電壓、焊芯間隙對雙電極焊條單弧焊的工藝性能和焊縫成形的影響;通過熱電偶測試技術(shù),對雙電極焊條單弧焊焊接過程中不同部位焊芯表面溫升進(jìn)行了測定.研究結(jié)果表明焊芯直徑為4.0mm的雙電極a102焊條,其合適焊接工藝參數(shù)為:焊接電流140~160a,電弧電壓45v左右,焊條兩芯間隙1.2~1.5mm,焊接板厚8mm的1cr18ni9ti材料,焊縫成形良好.
奧氏體不銹鋼雙電極焊條單弧焊工藝分析 奧氏體不銹鋼雙電極焊條單弧焊工藝分析
格式:pdf
大小:302KB
頁數(shù):2P
4.4
研究了板厚8mm的1cr18ni9ti奧氏體不銹鋼雙電極單弧焊工藝參數(shù),比較了單、雙電極電弧焊工藝特點。試驗結(jié)果表明,奧氏體不銹鋼雙電極焊條單弧焊工藝具有高效節(jié)能、焊縫成形好、熱影響區(qū)窄的特點。
321奧氏體不銹鋼
格式:pdf
大小:35KB
頁數(shù):3P
4.7
321不銹鋼 不銹鋼321是鈦穩(wěn)定的奧氏體不銹鋼,常用于1000-1600of溫度范圍。 321不銹鋼概述【上海奔來金屬材料有限公司】 不銹鋼321是一種是ni-cr-mo耐熱,鈦穩(wěn)定的奧氏體合金,通常用于1000°-1600°f的 溫度范圍。321不銹鋼主要用于碳化物沉淀范圍為800°-1500°f的連續(xù)和間歇使用溫度的 應(yīng)用。321型類似于304型不銹鋼,但鈦的添加量至少是碳含量的五倍。這種鈦添加減少 或防止了焊接過程中和800°-1500°f的使用條件下的碳化物沉淀。為了在1500°-1650°f 的使用溫度下提供對晶間腐蝕和連多硫酸應(yīng)力腐蝕開裂的最佳抵抗力,可以使用空氣冷卻。 321不銹鋼特點 ?①.抗氧化溫度可達(dá)1600°f ?②.穩(wěn)定抵抗焊接熱影響區(qū)(haz)晶間腐蝕 ?③.抵抗連多硫酸應(yīng)力
不銹鋼焊條焊接氣孔影響因素的研究及新型A102不銹鋼焊條的研制
格式:pdf
大小:134KB
頁數(shù):4P
4.4
不銹鋼焊條焊接氣孔影響因素的研究及新型a102不銹鋼焊條的研制 張楚信 (杭州電焊條廠,浙江杭州310008) 摘要:系統(tǒng)闡述了不銹鋼焊條工藝性能改進(jìn)中所產(chǎn)生焊接氣孔的一系列影響因素,通過大量的配方 調(diào)整試驗、研究總結(jié)出改善不銹鋼焊條焊接工藝及解決由此引發(fā)的焊接氣孔問題的主要方法,提出在限 制藥皮含水量的同時,還要采取合理使用氟化物,控制熔敷金屬的硅含量,適當(dāng)提高熔渣的堿度及焊條 的烘焙溫度和延長烘焙時間等措施,可實現(xiàn)不銹鋼焊條抗氣孔能力的全面提高和焊接工藝性能的徹底改 進(jìn),是新型a102不銹鋼焊條研制的又一成功范例。 關(guān)鍵詞:不銹鋼焊條;焊接氣孔;影響因素;研制新途徑。 中圖分類號:tg422.1文獻(xiàn)標(biāo)識碼:a 文章編號:1001-4551(2000)04-0083-03 studyontheeffectfactorsofweldingbu
奧氏體不銹鋼A102焊條工藝性能相關(guān)
文輯推薦
知識推薦
百科推薦


職位:暖通制冷空調(diào)設(shè)計師
擅長專業(yè):土建 安裝 裝飾 市政 園林


