

ZL111鋁合金的熔煉工藝及熔模鑄造
格式:pdf
大小:260KB
頁數:3P
人氣 :58
 4.4
4.4
經驗交流 《鑄造技術》01/ 2008 向冒口方向的定向凝固 ,提高此部位組織的致密度。 3. 3. 3 增設冒口補貼 在鑄件試壓滲漏部位增設冒口補貼 ,如圖 2 所示。 使此部位全部處于冒口有效補縮距離范圍內 ,保證組 織的致密度。 4 改進后的效果 通過實施上述 3 個方面的措施 ,使芯子的排氣性 增強、剛度增加、橫斷面裂紋消除 ,下芯抹粘合劑引發 氣孔的隱患消除 ,鑄件滲漏部位組織的致密度增加。 從而使該鑄件試壓滲漏狀況明顯改進。現在每月試壓 滲漏鑄件大幅減少 ,一次試壓合格率穩定在 95 %以 上 ,取得了很好的效果。 收稿日期 :2007209228 ; 修訂日期 :2007211206 作者簡介 :劉寶明 (19602 ) ,陜西寶雞人 ,工程師. 主要從事鑄造工藝技 術研究及生產管理工作. ZL111 鋁合金的熔煉工藝及熔模鑄造 陳玉平 (無錫職業技術學院 ,



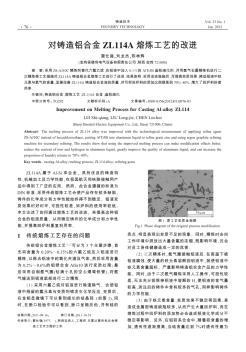
對鑄造鋁合金ZL114A熔煉工藝的改進
格式:pdf
大小:1.1MB
頁數:3P
采用zs-aj10c精煉劑替代六氯乙烷,在鋁液中加入0.1%的alti5b晶粒細化劑,并用氬氣石墨精煉機進行二次精煉等工藝措施對zl114a鑄造鋁合金熔煉工藝進行了改進。結果表明:采用改進措施后,可提高變質效果,降低鋁液中鐵元素與氫氣的含量,顯著改善zl114a鑄造鋁合金液的質量,并可將回爐料的添加比例提高到70%~80%,增大了回爐料的使用率。
鋁合金熔煉與鑄造
格式:pdf
大小:18KB
頁數:3P
鋁合金熔煉與鑄造 鋁合金的熔煉與澆注是鑄造生產中主要環節。嚴格控制熔煉與澆鑄的全過 程,對防止針孔、夾雜、欠鑄、裂紋、氣孔以及縮松等鑄造缺陷起著重要的作 用。由于鋁熔體吸收氫傾向大,氧化能力強,易溶解鐵,在熔煉與澆鑄過程中 必須采取簡易而又謹慎的預防措施,以獲得優質鑄件。 1、鋁合金爐料配制及質量控制 為了熔煉出優質鋁熔體,首先應選用合格的原材料。須對原材料進行科學 管理和適當處理,否則就會嚴重影響合金的質量,生產實踐證明,原材料(包 括金屬材料及輔助材料)控制不嚴會使鑄件成批報廢。 (一)原材料必須有合格的化學成分及組織,具體要求如下: 入廠的合金錠除分析主要成分及雜質含量外,尚就檢查低陪組織及斷口。 實踐證明,使用了含有嚴重縮孔、針孔、以及氣泡的鋁液,就難以獲得致密的 鑄件,甚至會造成整爐、整批的鑄件報廢。 有人在研究鋁硅合金錠對鋁合金針孔的影響時發現,用熔融的純澆鑄砂型 試塊時并不出
ZL111鋁合金熔煉工藝及熔模鑄造熱門文檔
鋁合金型材性能111
格式:pdf
大小:260KB
頁數:12P
4.6
第二節鋁合金材料 鋁合金材料是幕墻工程大量使用的材料,幕墻金屬桿件以鋁合金建筑型材為主(占95%以上)。幕 墻面板也大量使用單層鋁板、鋁塑復合板等。 一.牌號與狀態 gb/t16474—1996《變形鋁及鋁合金牌號表示方法》規定了變形鋁及鋁合金的牌號表示方法。這個 標準是根據變形鋁及鋁合金國際牌號注冊協議組織推薦的國際四位數字體系牌號命名方法制定的,這是 國際上比較通用的牌號命名方法。 這個標準包括國際四位數字體系牌號和四位字符體系牌號兩種牌號的命名方法。按化學成份,已在 國際牌號注冊組織命名的鋁及鋁合金,直接采用國際四位數字體系牌號,國際牌號注冊組織未命名的鋁 及鋁合金,則按四位字符體系牌號命名。 牌號的第一位數字表示鋁及鋁合金的組別,如表2-14所示。 表2-14 組別牌號系列 純鋁(鋁含量不小于99.00%)1××× 以銅為主要合金元素的鋁合金2××× 以錳為主
ZL104鋁合金的鑄造工藝規程
格式:pdf
大小:409KB
頁數:3P
4.8
詳細介紹了zl104鋁合金的工藝規程及水玻璃涂料的配方,討論了有關工藝的作用,按此工藝規程操作可獲得優質的zl104鋁合金.
鋁合金熱軋工藝(20200929111508)
格式:pdf
大小:50KB
頁數:6P
4.4
鋁及鋁合金熱軋工藝 熱軋坯料主要采用的是半連續、連續兩種生產方式生產鋁錠,現代化的熱連軋大部分 都是采用半連續鑄造的生產方式生產鑄錠,可生產出來的鑄錠重量重,鑄錠的尺寸、表面、 化學成分和內部質量較高 一鑄錠的制備和質量要求。 (1)鑄錠的選擇應考慮到客戶的質量需求和自身設備能力和工藝水平。(舉例子) (2)鑄錠的厚度選擇的依據:成品厚度和變形率 (3)鑄錠寬度選擇的依據:成品的寬度和合金的切邊量 (4)鑄錠長度的選擇依據:熱軋卷的卷徑 二鑄錠的斷面形狀: (1)圓弧形 (2)梯形 (3)v字形 (4)長方形 三鑄錠切頭尾的目的 四熱軋前鑄錠頭尾的處理方式 (1)表面要求不高的產品可以對鑄錠澆鑄口和底部不做任何處理 (2)對表面要求高的產品必須將頭尾鑄造缺陷部分全部切除 (3)鑄錠切頭切尾長度的確定 合金用途膨脹端(≥mm)澆口端(≥mm) 1
鋁合金型材銷售合同書11111
格式:pdf
大小:32KB
頁數:3P
4.7
鋁合金型材銷售合同書, 甲方:(以下簡稱甲方) 乙方:(以下簡稱乙方) 為了更好地開拓“宏達”牌系列鋁型材在慶陽地區的銷售市場,甲乙雙方本著平等、互 利的原則,經友好協商,制訂本合同,供雙方共同執行。 一、范圍及雙方的權利和義務 1、甲方授予乙方在西峰地區范圍內“宏達”牌系列鋁型材的分銷權,月銷量不低于50 噸。合同有效期限自2012年2月20日至2015年2月19日止。 2、乙方如有連續兩個月未銷售甲方型材100噸時,甲方有權終止協議,收回經銷權。 3、分銷權存續期間,甲方不得在乙方的總經銷地區內另設立或授權設立其它特約銷售 點,以確保乙方獨家經銷的權益;乙方也不得向第三家轉讓分銷權或進行有損甲方聲譽的活 動。 4、在本合同簽訂之日三個月內,乙方必須安排布置好分銷范圍內的銷售點。三個月后 未能設立銷售點的地方,甲方可自行前往設點。 5、乙方不得將“宏達
ZL111鋁合金熔煉工藝及熔模鑄造精華文檔
 鑄造工藝對ZL114A鋁合金鑄件性能的影響
鑄造工藝對ZL114A鋁合金鑄件性能的影響 鑄造工藝對ZL114A鋁合金鑄件性能的影響
格式:pdf
大小:668KB
頁數:5P
4.7
通過試驗和數值模擬方式研究了重力鑄造和低壓鑄造兩種澆注方式對zl114a鋁合金平板鑄件組織和性能的影響。結果表明,在熔煉工藝、熱處理工藝相同的情況下,低壓鑄造鑄件的力學性能均高于重力鑄造鑄件的性能,特別是伸長率明顯;重力鑄造條件下,鋁液充型過程金屬液易產生紊流,引起雙層氧化膜裹著氣泡卷入鑄件使鑄件產生縮松和氣孔,其是試樣斷裂的裂紋源;重力鑄造時由于缺乏有效補縮壓力,鑄件內部有明顯縮松缺陷;低壓鑄造可以使金屬液平穩充型,鑄件中不會卷入雙層氧化膜,而且鑄件無明顯縮松缺陷。
ZL101A鋁合金支架的鑄造工藝優化?? ZL101A鋁合金支架的鑄造工藝優化??
格式:pdf
大小:460KB
頁數:4P
4.7
鋁合金發動機支架鑄件結構復雜、壁厚不均,容易產生縮松縮孔。使用華鑄cae軟件對鋁合金發動機支架鑄件進行了充型凝固過程模擬,預測了縮松、縮孔缺陷。在此基礎上對工藝方案進行了改進和模擬,獲得了合理的鑄造工藝。結果表明,使用華鑄cae軟件能很好地模擬鋁合金鑄件的充型凝固過程,預測鑄件的縮松縮孔缺陷,用于指導鑄造工藝的設計及優化。
ZL104鋁合金的鑄造工藝規程分析
格式:pdf
大小:1.7MB
頁數:1P
4.7
zl104鋁合金在現實工業中應用非常廣泛,探討zl104鋁合金的鑄造工藝規程,分析鑄造工藝的相關作用。在zl104鋁合金的鑄造過程中,探索每一種原材料的比重,以及各個工序中的注意事項,控制zl104鋁合金的鑄造工藝流程,得到優質的zl104鋁合金。討論zl104鋁合金鑄造規程中的原材料準備以及具體要求,精確控制比重,精心準備優質原材料,以通過鑄造得到質量保證的鋁合金,從而在各個需要的行業中得到充分、放心的運用。
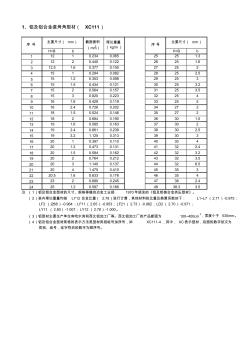
鋁及鋁合金直角角型材(XC111)理論重量對照表
格式:pdf
大小:37KB
頁數:2P
4.6
h=bbh=bb 11210.2340.06525251.3 21220.4400.12226251.6 312.51.60.3770.10527252 41510.2940.08228252.5 5151.20.3530.09829253 6151.50.4340.12130253.2 71520.5640.15731253.5 81530.8200.22332254 9161.60.4290.11933255 10162.40.7260.20234272 11181.50.5240.14635272 121820.6840.19036301.5 13191.60.5850.16337302 1419
ZL111鋁合金熔煉工藝及熔模鑄造最新文檔
ZL 104鋁合金的工藝規程與鑄造質量控制 ZL 104鋁合金的工藝規程與鑄造質量控制
格式:pdf
大小:149KB
頁數:3P
4.8
介紹生產優質zl104鋁合金對原材料的要求與采用的工藝,重點論述了其工藝規程的操作要點與鑄造質量控制措施。
ZL104鋁合金的工藝規程與鑄造質量控制 ZL104鋁合金的工藝規程與鑄造質量控制
格式:pdf
大小:228KB
頁數:3P
4.7
本文講述了zl104鋁合金的工藝規程,并講述了zl104鋁合金的質量控制,按此規程操作可獲優質的zl104鋁合金.

鋁合金熱軋工藝(20200929111517)
格式:pdf
大小:50KB
頁數:6P
4.5
鋁及鋁合金熱軋工藝 熱軋坯料主要采用的是半連續、連續兩種生產方式生產鋁錠,現代化的熱連軋大部分 都是采用半連續鑄造的生產方式生產鑄錠,可生產出來的鑄錠重量重,鑄錠的尺寸、表面、 化學成分和內部質量較高 一鑄錠的制備和質量要求。 (1)鑄錠的選擇應考慮到客戶的質量需求和自身設備能力和工藝水平。(舉例子) (2)鑄錠的厚度選擇的依據:成品厚度和變形率 (3)鑄錠寬度選擇的依據:成品的寬度和合金的切邊量 (4)鑄錠長度的選擇依據:熱軋卷的卷徑 二鑄錠的斷面形狀: (1)圓弧形 (2)梯形 (3)v字形 (4)長方形 三鑄錠切頭尾的目的 四熱軋前鑄錠頭尾的處理方式 (1)表面要求不高的產品可以對鑄錠澆鑄口和底部不做任何處理 (2)對表面要求高的產品必須將頭尾鑄造缺陷部分全部切除 (3)鑄錠切頭切尾長度的確定 合金用途膨脹端(≥mm)澆口端(≥mm) 1

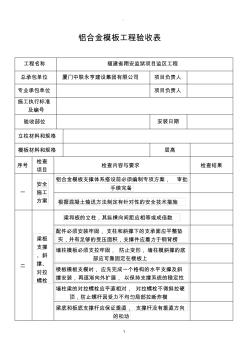
鋁合金模板工程驗收表(20200811190025)
格式:pdf
大小:42KB
頁數:4P
4.7
。 。 1 鋁合金模板工程驗收表 工程名稱福建省翔安監獄項目監區工程 總承包單位廈門中聯永亨建設集團有限公司項目負責人 專業承包單位項目負責人 施工執行標準 及編號 驗收部位安裝日期 立柱材料和規格 模板材料和規格層高 序號 檢查 項目 檢查內容與要求檢查結果 一 安全 施工 方案 鋁合金模板支撐體系搭設前必須編制專項方案,審批 手續完備 根據混凝土輸送方法制定有針對性的安全技術措施 二 梁板 支撐 、斜 撐、 對拉 螺栓 梁和板的立柱,其縱橫向間距應相等或成倍數 配件必須安裝牢固,支柱和斜撐下的支承面應平整墊 實,并有足夠的受壓面積,支撐件應著力于鋼背楞 墻柱模板必須支拉牢固,防止變形,墻柱模斜撐的底 部應可靠固定在樓板上 樓板模板支模時,應先完成一個格構的水平支撐及斜 撐安裝,再逐漸向外擴展,以保持支撐系統的穩定性 墻柱梁的對拉螺栓應平直相對,對拉螺栓不得斜拉硬
鋁合金熔煉爐熱平衡計算與分析 鋁合金熔煉爐熱平衡計算與分析
格式:pdf
大小:126KB
頁數:2P
4.6
對某鋁業公司鋁合金熔煉爐進行了熱平衡測試與分析。結果表明,鋁合金熔煉爐煙氣帶走的熱量達56.41%、爐體散熱損失達10.27%。提出可通過降低煙氣帶走的熱量、優化配風比例及優化爐體外側溫度均勻性等措施來提高熔煉爐的熱效率。
6111鋁合金熱變形行為及本構方程 6111鋁合金熱變形行為及本構方程
格式:pdf
大小:254KB
頁數:未知
4.6
利用gleeble-1500熱模擬機,研究6111鋁合金在變形溫度為350℃~550℃、應變速率為0.01s-1~10s-1的熱變形流變應力行為。研究結果表明,6111鋁合金為正應變速率敏感材料,且隨著變形溫度升高抗拉強度減小,其熱變形經歷了從應變硬化階段過渡到穩態變形階段的過程,軟化機制主要為動態回復;采用zener-hollomon參數建立6111鋁合金的本構方程,該方程可用于模擬6111鋁合金材料一般加載情況下的熱成形過程。
ZL101A鋁合金支架成型工藝及模具設計 ZL101A鋁合金支架成型工藝及模具設計
格式:pdf
大小:691KB
頁數:4P
4.8
針對目前zl101a鋁合金支架零件毛坯生產采用常規砂型鑄造存在鑄件致密度低,尺寸精度差和生產效率低的問題,采用金屬型鑄造工藝生產該支架。在模具結構設計方面主要考慮鑄件的取出、澆道和冒口的設置、型芯的固定和取出以及模具的鎖緊等多方面要求。結果表明:由于金屬型冷卻速度較快和鑄造條件比較穩定,所得支架鑄件組織較致密并具有較好的尺寸精度和表面粗糙度,生產效率也有很大提高。
ZL101A鋁合金熱處理工藝研究 ZL101A鋁合金熱處理工藝研究
格式:pdf
大小:251KB
頁數:3P
4.4
本文研究了鑄造al-si合金的熱處理工藝,特別是鑄造zl101a鋁合金輪轂的熱處理工藝,它可以縮短熱處理過程中的固溶、時效處理時間,從而提高鋁合金輪轂的熱處理生產效率,降低能耗。
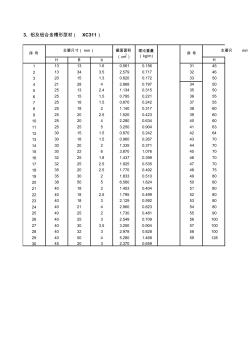
鋁及鋁合金槽形型材(XC311)
格式:pdf
大小:33KB
頁數:2P
4.5
hbbh 113131.60.5610.1563145 213343.52.5790.7173246 320151.30.6200.1723350 4212842.8680.7973450 525132.41.1340.3153550 625151.50.7950.2213655 725181.50.8700.2423755 8251821.1400.3173860 925202.51.5200.4233960 10252042.2800.6344060 11252553.2500.9044163 1230151.50.8700.2424264 1330181.50.9600.2674370 1430
ZL111鋁合金熔煉工藝及熔模鑄造相關
文輯推薦
知識推薦
百科推薦


職位:數據中心暖通設計工程師
擅長專業:土建 安裝 裝飾 市政 園林


