

YX35-125-750彩板瓦成型工藝及專機設計
格式:pdf
大小:1.4MB
頁數:32P
人氣 :53
 4.5
4.5
本科畢業設計(論文) 題 目 YX35-125-750 彩板瓦成型工藝及成型機設計 姓 名 專 業 機械設計制造及其自動化 學 號 指導教師 目 錄 摘 要 ................................................................................................................................. I Abstract ............................................................................................................................. I I 前言 ...........................................



金屬彩板瓦屋面施工工藝
格式:pdf
大小:6KB
頁數:3P
金屬鋁合金板瓦屋面施工工藝 一、安裝工藝流程 天溝—屋面底層板—固定座—屋面保溫棉—屋面外板—收邊泛 水板 二、施工工藝 1、利用鋼管搭設兩個4m×3m的腳手架,每個架子裝上4個輪子, 便于推動。 2、先安屋面內層板按技術要求每個波峰用30mm長的專用自攻螺 釘固定,螺釘帽顏色與鋁合金板顏色一致。 3、鋪置上保溫棉,保溫棉接頭處用專用膠帶封。 4、安裝固定件把固定件用自攻螺釘固定在檁條上,每根檁條上 均有。 5、將第一塊鋼板安放在已固定的固定件上,然后使其與每塊固 定件的中心肋和內肋的底槽壓實并使它們完全嚙合。 6、利用專用鎖邊鎖緊彩瓦的中部肋。 7、定位下列固定件,每一個支撐面一個,并且使固定件的連鎖 肋邊,嚙合于安裝好的鋼板的外肋之上。 8、沿鋼板底部拉一條線,校核鋼板的兩端是否在一條直線上。 將第二塊板方在第二列固定件上,內肋在第一塊鋼板的外肋上,中心 肋位于固定件的中心肋
HDPE成型工藝
格式:pdf
大小:10KB
頁數:5P
hdpe是一種結晶度高、非極性的熱塑性樹脂。原態hdpe的外表呈乳白色, 在微薄截面呈一定程度的半透明狀。無味、無臭、無毒的本色柱狀或扁圓狀顆粒, 硬度、拉伸強度、蠕變性、耐磨性能、化學穩定性較好 物化性能 hdpe的高結晶度導致了它的高密度,抗張力強度,高溫扭曲溫度,粘性以及化 學穩定性。 hdpe比pe-ld有更強的抗滲透性。hdpe的抗沖擊強度較低。ph-hd的特性 主要由密度和分子量分布所控制。適用于注塑模的hdpe分子量分布很窄。對 于密度為0.91~0.925g/cm3,我們稱之為第一類型hdpe;對于密度為0.926~ 0.94g/cm3,稱之為第二類型hdpe;對于密度為0.94~0.965g/cm3,稱之為第三 類型hdpe。 該材料的流動特性很好,mfr為0.1到28之間。分子量越高,ldpe的流動特 性越差,但是有更好的
編輯推薦下載
金屬彩板瓦屋面施工工藝(20201015173843)
格式:pdf
大小:6KB
頁數:3P
4.5
金屬彩板瓦屋面施工工藝 一、安裝工藝流程 天溝—屋面底層板—固定座—屋面保溫棉—屋面外板—收邊泛水板 二、施工工藝 1、利用鋼管搭設兩個4m×3m的腳手架,每個架子裝上4個輪子,便于推動。 2、先安屋面內層板按技術要求每個波峰用30mm長的專用自攻螺釘固定,螺 釘帽顏色與彩板顏色一致。 3、鋪置上保溫棉,保溫棉接頭處用專用膠帶封。 4、安裝固定件把固定件用自攻螺釘固定在檁條上,每根檁條上均有。 5、將第一塊鋼板安放在已固定的固定件上,然后使其與每塊固定件的中心 肋和內肋的底槽壓實并使它們完全嚙合。 6、利用專用鎖邊鎖緊彩瓦的中部肋。 7、定位下列固定件,每一個支撐面一個,并且使固定件的連鎖肋邊,嚙合 于安裝好的鋼板的外肋之上。 8、沿鋼板底部拉一條線,校核鋼板的兩端是否在一條直線上。將第二塊板 方在第二列固定件上,內肋在第一塊鋼板的外肋上,中心肋位于固定件的中心肋 直立地上,重
材料成型工藝論文
格式:pdf
大小:93KB
頁數:5P
4.4
等靜壓成型 摘要:介紹了等靜壓成型工藝的工藝原理、工藝特點、發展概況和前景,研究了研究了等靜 壓成形過程中各種質量缺陷產生的原因和危害性,并提出了相應的 預防措施,以提高產品的生產效率和產品質量。 關鍵詞:等靜壓原理特點工藝缺陷預防措施 1.簡要介紹 (1)等靜壓成型 等靜壓成型是將待壓試樣置于高壓容器中,利用液體介質不可壓縮的性質和 均勻傳遞壓力的性質從各個方向對試樣進行均勻加壓,當液體介質通過壓力泵注 入壓力容器時,根據流體力學原理,其壓強大小不變且均勻地傳遞到各個方向。 此時高壓容器中的粉料在各個方向上受到的壓力是均勻的和大小一致的。通過上 述方法使瘠性粉料成型致密坯體的方法稱為等靜壓法。 起 (2)靜壓成型的過程 等靜壓成型的過程包括1.初期成型壓力較小時,粉體顆粒遷移和重堆積階 段。2.中期壓力提高,粉體局部流動和碎化階段。3.后期壓力最大時,粉體體積
YX35-125-750彩板瓦成型工藝及專機設計熱門文檔
玻璃鋼手工及特殊成型工藝模板
格式:pdf
大小:75KB
頁數:10P
4.6
玻璃鋼模壓成型工藝 模壓成型工藝是復合材料生產中最古老而又富有無限活力的一種成型方 法。它是將一定量的預混料或預浸料加入金屬對模內,經加熱、加壓固化 成型的方法。 模壓成型工藝的主要優點:①生產效率高,便于實現專業化和自動化生 產;②產品尺寸精度高,重復性好;③表面光潔,無需二次修飾;④能一 次成型結構復雜的制品;⑤因為批量生產,價格相對低廉。 模壓成型的不足之處在于模具制造復雜,投資較大,加上受壓機限制, 最適合于批量生產中小型復合材料制品。隨著金屬加工技術、壓機制造水 平及合成樹脂工藝性能的不斷改進和發展,壓機噸位和臺面尺寸不斷增大, 模壓料的成型溫度和壓力也相對降低,使得模壓成型制品的尺寸逐步向大 型化發展,目前已能生產大型汽車部件、浴盆、整體衛生間組件等。 模壓成型工藝按增強材料物態和模壓料品種可分為如下幾種: 手糊玻璃鋼模具制作工藝.txt機會就像禿子頭上一根毛,你抓住就
塑料成型工藝及模具設計(參考論文)
格式:pdf
大小:3.2MB
頁數:50P
4.6
《塑料成型工藝及模具設計》 課程設計指導書 編著梁展翅 審稿吳家聲 策劃張勝利 機電工程系 湖北工業大學商貿學院 ii 2009-09 《塑料成型工藝及模具設計》課程設計指導書 iii 目錄 第1章課程設計指導.............................................................................................................................1 1.1課程設計目的...........................................................................................................................1 1.2課程設計內
 帶螺紋塑件注射模設計及成型工藝
帶螺紋塑件注射模設計及成型工藝 帶螺紋塑件注射模設計及成型工藝
格式:pdf
大小:202KB
頁數:未知
4.4
分析螺紋塑件的結構特點、工藝要求,介紹了基于拼合結構模外卸除螺紋型環的注射模結構以及工作過程,并且對abs的注射成型工藝進行了分析。
礦燈凸透鏡注射模設計及成型工藝 礦燈凸透鏡注射模設計及成型工藝
格式:pdf
大小:664KB
頁數:3P
4.7
分析了礦燈透鏡產品結構以及注射成型存在問題,確定了該類塑件的注射模結構以及模具工作過程。采用靈活的預壓桿機構對產品超厚部分進行二級保壓,解決了礦燈凸透鏡部分容易產生收縮和真空泡等問題。
礦燈凸透鏡注射模設計及成型工藝 礦燈凸透鏡注射模設計及成型工藝
格式:pdf
大小:408KB
頁數:2P
4.6
通過對礦燈透鏡產品結構分析,以及注射成型存在問題點,確定了該類塑件的注塑模具結構,以及模具工作過程。其特別之處在于采用靈活的預壓桿機構對產品超厚部分進行二級保壓,解決了礦燈凸透鏡部分容易產生收縮和真空泡等問題。
YX35-125-750彩板瓦成型工藝及專機設計精華文檔
壓延玻璃成型工藝
格式:pdf
大小:15KB
頁數:6P
4.8
1 壓延玻璃成型工藝 一:玻璃的定義 玻璃:一種較為透明的物質,在熔融時形成連續無規則網絡結構,冷卻過程中 粘度逐漸增大并硬化而不結晶的硅酸鹽類非金屬材料。主要成份是二氧化硅。廣泛 應用于建筑物,用來隔風透光。 玻璃的特性: 玻璃的這種無規則結構,決定了玻璃的下列特性: 1.各向同性,玻璃的質點排列總的說來是無規則的,但又是統計均勻的,因此,它 的物理、化學性質在任何方向都是相同的。而晶體則是各向異性的。例:電阻率、 導熱系數、透過率、折射率等。 2.無固定熔點,玻璃由固體轉變為液體是在一定溫度范圍內逐漸變化的。而晶體是 有確定的熔點的,例如,冰(水的晶體)在0゜c融化。玻璃的這一特性使它可用吹、 拉、壓等多種方法成形。 3.組成和性能的可調性,玻璃的性能可隨其成分在一定范圍內發生連續和逐漸的變 化。而晶體則具有固定的成分和確定的性能。這樣,我們就可以調節玻璃的成分, 使它的性
 大直徑圓鋼成型工藝探討
大直徑圓鋼成型工藝探討 大直徑圓鋼成型工藝探討
格式:pdf
大小:1.1MB
頁數:2P
4.6
圓鋼是機械制造行業廣泛使用的坯料,國內目前能軋制的圓鋼最大直徑在200mm以下,而對于直徑超過200mm的圓鋼,則需要經過鍛壓成型。鋼錠或連鑄坯經過鍛打后,可使組織內部微裂紋焊合,粗大晶粒細化,消除組織內部的疏松缺陷現象,使組織更加致密,纖維流線和外形輪廓一致,材料的綜合性能大大提高。圓鋼成型中,為保證產品表面光滑,無凸凹,需要一種專用的成型模具,模具設計合理與否將對產品質量和生產效率產生重大影響。本
塑料成型工藝與模具設計論文123
格式:pdf
大小:21KB
頁數:3P
4.8
注射模具設計論文 摘要:在現在工業生產中,模具是重要的工藝裝備之一,它在鑄造,鍛造,沖 壓,塑料,粉末冶金,陶瓷制品等生活生產行業中得到廣泛應用。由于采用 模具能提高生產效率、節約材料、降低成本,并且可以保證一定的加工質量 要求,所以,汽車,飛機、拖拉機電器、儀表、玩具和日常用品等產品的零 部件很多都采用模具加工。隨著工業科學技術的,工業產品的品種和數量不 斷增加,產品的改性換代加快,對產品質量、外觀不斷提出新的要求,對模 具質量的要求也越來越高。,如果模具設計及制造水平落后,產品質量低劣, 制造周期長,必將影響產品的更新換代,使產品失去競爭能力,阻礙生產和 經濟的發展。因此,模具設計及制造技術在國民經濟中的地位是顯而易見的。 關鍵詞:塑料模具、塑料注射成型工藝、 一.概況 1.模具的發展概況 模具是利用其特定形狀去成型具有一定的形狀和尺寸制品的工具。在各 種材料加工工業中廣泛使用
EPS制品成型工藝(精)
格式:pdf
大小:1002KB
頁數:18P
4.6
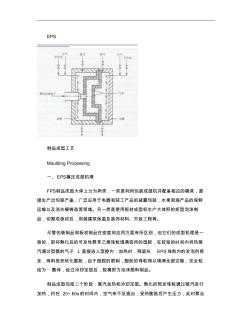
eps 制品成型工藝 mouldingprocessing 一、eps模壓成型機理 fps制品成型大體上分為兩類,一類是利用包裝成型機并配備相應的模具,直 接生產出包裝產晶,廣泛應用于電器和輕工產品的減震包裝,水果和海產品的保鮮 運輸以及消失模鑄造等領域。另一類是使用板材成型機生產大體積的矩型泡沫制 品,切割成板材后,用做建筑保溫及裝飾材料、市政工程等。 盡管包裝制品和板材制品在密度和應用方面有所區別,但它們的成型機理是一 致的,即將熟化后的可發性聚苯乙烯珠粒填滿密閉的型腔,在較短的時間內將熱蒸 汽通過型壁的氣孑l直接進入型腔內,加熱時,殘留在eps珠粒內的發泡劑揮 發,珠料受熱軟化膨脹,由于型腔的限制,膨脹的珠粒得以填滿全部空隙,完全粘 結為?整體,經過冷卻定型后,脫模即為泡沫翅料制品。 制品成型包括二個階段:蒸汽加熱和冷卻定型。熟化的預發珠粒通過蒸汽進行 加熱,約在20
YX35-125-750彩板瓦成型工藝及專機設計最新文檔
JCOE鋼管成型工藝
格式:pdf
大小:399KB
頁數:8P
4.6
jcoe制造技術是上世紀90年代發展起來的一種焊管成型工藝,該工藝 的主要成型過程是先將鋼板銑邊(或刨邊)后經縱邊預彎,再按j型→c型 →o型的順序成型,每一步沖壓均以三點彎曲為基本原理。由于是多道次漸 進壓制成型,所以必須解決如下一些問題:如何確定模具形狀、上模沖程 和下模間距,以及需要多少道次才能保證沖壓出最合適的彎曲半徑和最佳 的開口毛圓管坯。而這些問題又與鋼板材質、不同鋼板生產廠的具體力學 特性、鋼管規格(直徑和壁厚)有關,因而非常復雜。目前主要靠“試錯 法”,即每當更換新規格或新鋼種,就取一定數量的小樣進行試壓,摸索 出合適的沖壓量。試錯法比較可靠,但是效率比較低。由于工藝參數較多, 僅通過試錯法就相當麻煩。為了獲得一套成熟的工藝,甚至需要幾個月的 試錯過程。 螺旋管 螺旋管特點:直縫焊管生產工藝簡單,生產效率高,成本低,發展較 快。螺旋焊管的強度一般比直縫焊管高

玻璃鋼成型工藝 (2)
格式:pdf
大小:29KB
頁數:14P
4.8
玻璃鋼成型工藝 (拉擠工藝、模壓工藝、纏繞工藝、手糊工藝) 拉擠成型工藝模壓工藝 一概述 拉擠成型工藝是將浸透膠液的連續無捻粗紗、氈、帶或布等增強材料,在牽引力的作用下, 通過模具擠壓成型、固化,連續不斷地生產長度不限的玻璃鋼型材。 拉擠成型工藝是玻璃鋼成型工藝中的一種特殊工藝,適于生產各種斷面形狀的玻璃鋼型材, 如棒、管、實體型材(工字形、槽形、方形型材)和空腹型材等。其優點是: 1、生產過程連續進行,制品質量穩定,重復性好; 2、增強材料含量可根據要求進行調整,產品強度高; 3、能夠調整制品的縱向強度和橫向強度,滿足不同的使用要求; 4、能夠生產截面形狀復雜的制品,滿足特殊場合使用的要求; 5、制品具有良好的整體性,原材料的利用率高; 6、設備的投資費用低。 二拉擠工藝用原材料 1、樹脂基體 在拉擠工藝中,應用最多的是不飽和聚酯
玻璃鋼成型工藝
格式:pdf
大小:23KB
頁數:9P
4.7
玻璃鋼成型工藝(基本概念) 成型工藝 復合材料成型工藝是復合材料工業的發展基礎和條件。隨著復合材料應用領 域的拓寬,復合材料工業得到迅速發鎮,其老的成型工藝日臻完善,新的成型方 法不斷涌現,目前聚合物基符合材料的成型方法已有20多種,并成功地用于工 業生產,如: (1)手糊成型工藝--濕法鋪層成型法; (2)噴射成型工藝; (3)樹脂傳遞模塑成型技術(rtm技術); (4)袋壓法(壓力袋法)成型; (5)真空袋壓成型; (6)熱壓罐成型技術; (7)液壓釜法成型技術; (8)熱膨脹模塑法成型技術; (9)夾層結構成型技術; (10)模壓料生產工藝; (11)zmc模壓料注射技術; (12)模壓成型工藝; (13)層合板生產技術; (14)卷制管成型技術; (15)纖維纏繞制品成型技術; (16)連續制板生產工藝; (17)澆鑄成型技術; (18)拉擠成型工藝; (19)連
SMC模壓成型工藝過程
格式:pdf
大小:11KB
頁數:5P
4.5
smc模壓成型工藝過程 smc模壓成型工藝過程,主要有以下幾個工序 1.壓制前準備 (1)smc的質量檢查 smc片材的質量對成型工藝過程及制品質量有很大的影響。因此,壓制前必 須了解料的質量,如樹脂糊配方、樹脂糊的增稠曲線、玻纖含量、玻纖浸潤劑類 型、單重、薄膜剝離性,硬度及質量均勻性等。 (2)剪裁 按制品的結構形狀,加料位置,流程決定片材剪裁的形狀與尺寸,制作樣板 裁料。剪裁的形狀多為方形或圓形,尺寸多按制品表面投影面積的40%-80%。為 防止外界雜質的污染,上下薄膜在裝料前才揭去。 (3)設備的準備 ①熟悉壓機的各項操作參數,尤其要調整好工作壓力和壓機運行速度及臺面 平行度等。 ②模具安裝一定要水平,并確保安裝位置在壓機臺面的中心,壓制前要先徹 底清理模具,并涂脫模劑。加料前要用干凈紗布將脫模劑擦均,以免影響制品外 觀質量。對于新模具,用前必須去油。 2、加料
ABS板材擠出成型工藝探討 ABS板材擠出成型工藝探討
格式:pdf
大小:465KB
頁數:未知
4.5
abs樹脂是丙烯腈-丁二烯-苯乙烯的三元共聚物,因其具有優異的綜合物理性能,因而得以廣泛應用。abs樹脂可用注塑、擠出、吹塑、壓延、熱成型等不同的加工工藝進行成型加工。目前,用擠出法生產的abs板材在冰箱內襯材料中得到最大程度的應用。我國冰箱市場巨大,預計在冰箱內襯材料方面abs樹脂的年用量應在5萬t以上。近年來,國內為冰箱內襯提供板材的生產設備多為進口設備,性能較好,但由于使用工藝條件的不同,設備狀況的差異,甚至有的生產線設備的
微注射成型工藝及裝備研究進展(論文)
格式:pdf
大小:1.9MB
頁數:5P
4.5
微注射成型工藝及裝備研究進展 作者:王小華,丁玉梅,謝鵬程,楊衛民,wangxiaohua,dingyumei,xiepengcheng,yangweimin 作者單位:北京化工大學機電工程學院,北京,100029 刊名:現代塑料加工應用 英文刊名:modernplasticsprocessingandapplications 年,卷(期):2012,24(1) 參考文獻(11條) 1.shenyk;wuwyananalysisofthethree-dimensionalmicro-injectionmolding[外文期刊]2002(03) 2.changpeichi;hwangshengjye;leehueihuangdevelopmentofanexternal-typemicroi
銅棒成型工藝及流程
格式:pdf
大小:12KB
頁數:7P
4.6
銅棒成型工藝及流程 導讀:銅棒就是指經過擠制或拉制而成的實心銅棒材。 銅棒的種類有很多,包括了紫銅棒、黃銅棒、白銅棒和青銅 棒等。銅棒成型有著自己的原則。銅棒成型工藝也可以說成 是銅棒生產工藝。而不同的銅棒種類,有會有不同的成型工 藝,有著不同的特點。那么今天,小編主要詳細介紹下“銅 棒成型工藝及流程”。 銅棒銅棒材質有哪些呢?銅棒材質包括了h59、h59-1、 h59-2、h59-3、h60、h60-2、h62、h63、h65、h68、h70、 h80、h90;c1100、c1020、c2680、c2800、c2600、c2801、 c5191、c5210、c2200、c7521、c7541、c17200、c1070、 c7701、qsn6.5-0.1、qsn8-0.3、qsn4-0.3、bzn18-18、 bzn15-20、cube2等。介紹銅棒成型工藝及流程之前, 我們說下
YX35-125-750彩板瓦成型工藝及專機設計相關
文輯推薦
知識推薦
百科推薦


職位:資深消防設計師
擅長專業:土建 安裝 裝飾 市政 園林


