

X65級高頻焊接鋼管爆裂原因分析
格式:pdf
大小:958KB
頁數:4P
人氣 :58
 4.8
4.8
通過化學成分分析、力學性能測試、金相檢驗以及掃描電鏡分析等方法對某規格為φ457 mm×7.1 mm的X65級高頻焊(HFW)鋼管水壓試驗時發生爆裂的原因進行了分析。結果表明:鋼管爆裂失效是由于其直焊縫上存在冷焊缺陷以及焊縫沖擊韌度不合格所致;焊縫中存在冷焊缺陷使其有效承載面積減小,原始裂紋在冷焊缺陷處萌生并擴展,加之焊縫沖擊韌度低,抗裂紋擴展能力差,在水壓試驗壓力作用下最終導致該鋼管于焊縫處失穩爆裂。



 高頻焊接鋼管能量轉化分析
高頻焊接鋼管能量轉化分析 高頻焊接鋼管能量轉化分析
格式:pdf
大小:305KB
頁數:2P
從電磁場基本理論出發,概要闡述了高頻焊接鋼管的原理及系統的能量轉化,涉及到電磁場理論、電路原理、磁性材料等物理學基本內容。提出了能量轉化的機制和組成,旨在為高頻焊接鋼管生產企業提高電能利用率,降低消耗和生產成本起到理論指導作用。
高頻焊接鋼管焊縫的超聲波自動檢測工藝 高頻焊接鋼管焊縫的超聲波自動檢測工藝
格式:pdf
大小:812KB
頁數:4P
在高頻焊接鋼管焊縫自動超聲波檢測的實際工作中,精確的焊縫跟蹤較難實現,易影響檢測的可靠性。通過對超聲波檢測技術進行分析,利用6db聲束全壁厚覆蓋區進行檢測,提出了一套超聲波檢測新工藝。實踐證明:該工藝可以在焊縫跟蹤不精確的情況下實現可靠的超聲波檢測,為高頻焊接鋼管焊縫自動超聲波檢測提供了一套有效的檢測方法。
編輯推薦下載
高頻焊接鋼管工藝參數的研究
格式:pdf
大小:564KB
頁數:3P
4.5
《熱加工工藝》2009年第38卷第1期 金屬鑄鍛焊技術casting·forging·welding上半月出版 高頻直縫焊管是利用高頻電流的趨膚效應和 鄰近效應,將成型好管坯的待焊邊迅速地加熱到 一定的溫度,在擠壓輥的作用下完成焊接的 [1-4]。 由此可知,其焊接質量由產品規格、輸入熱量、開 口角、輥速等因素所控制。而上述這些因素又受 到生產環境和其它因素的影響而產生波動,從而 使得高頻焊管的焊接質量不易控制 [4] 。 影響焊接質量的因素主要有四個:產品規格、 焊接速度、焊接功率和開口角度 [5-8] ,本文將對不同 工藝參數下的高頻焊接鋼管試樣進行拉伸試驗、 金相分析、洛氏硬度測試、沖擊和冷彎試驗分 析 [6-9],研究其焊接區域的力學性能、晶粒組織,找 出最佳的工藝參數方案,以提高焊接質量和產品 合格率。 1焊接工藝參
集裝箱用方矩形高頻焊接鋼管的開發 集裝箱用方矩形高頻焊接鋼管的開發
格式:pdf
大小:345KB
頁數:5P
4.6
通過對國內近年來集裝箱生產情況調查,發現我國集裝箱生產用方矩形管大部分依靠進口,成本較高,對生產制造廠家十分不便。為改變這一現狀,國家提出國內焊管行業開發集裝箱用方矩形高頻焊接鋼管的計劃。文章著重介紹集裝箱用方矩形高頻焊管的原料、規格、化學成分、力學性能等有關技術要求,并簡述了該焊管的生產工藝及開發該產品存在的幾個問題,進行了經濟效益分析。
X65級高頻焊接鋼管爆裂原因分析熱門文檔

直縫高頻焊接鋼管的生產工藝流程
格式:pdf
大小:21KB
頁數:3P
4.7
直縫高頻焊接鋼管的生產工藝流程 直縫燒焊鋼管是經過高頻燒焊機組將一定的規格的長條形鋼帶卷成圓管狀并將直縫燒焊而 成鋼管。鋼管的式樣可以是圓形的,也可以是方形或異形的,它決定于于焊后的定徑軋制。 燒焊鋼管的材料主要是:低碳鋼及σs≤300n/mm2、σs≤500n/mm2的低硼鋼或其它鋼材。 直縫鋼管高頻燒焊的出產工藝流程如下所述: 流程圖 高頻燒焊 高頻燒焊是依據電磁感應原理和交流電荷在導體中的趨膚效應、鄰近效應和渦電流熱效 應,使焊縫邊緣的鋼材部分加熱到熔化狀況,經虎符的擠壓,使對接焊縫成功實現晶間結合, 因此達到焊縫燒焊之目標。高頻焊是一種感應焊(或壓力電阻焊),它無須焊縫補充料,無 燒焊飛濺,燒焊熱影響區窄,燒焊成型好看,燒焊機械性能令人滿意等長處,因為這個在鋼 管的出產中遭受廣泛的應用。 鋼管的高頻燒焊正是利用交流電的趨膚效應和鄰近效應,鋼材(帶鋼)經滾壓成型后,
高頻焊接鋼管工藝參數的研究 高頻焊接鋼管工藝參數的研究
格式:pdf
大小:320KB
頁數:3P
4.5
為了提高冷彎鋼管焊接質量,采用不同工藝參數對其進行焊接,用金相、掃描電鏡及硬度測試、沖擊、冷彎和拉伸等方法研究了其焊接鋼管的組織及力學性能。結果表明,焊縫區域沒有裂紋、氣孔等缺陷。試樣焊縫中心組織為魏氏組織,熱影響區的組織是魏氏組織、珠光體和先共析鐵素體,母材為珠光體和鐵素體。試樣焊縫處的表面布氏硬度最高,熱影響區居中,而母材最低。焊縫組織粗大,硬度最高,韌性最低。試樣彎曲角隨面能量呈山型變化趨勢,只有面能量處于最佳值時,焊縫力學性能最佳。
X65鋼高頻焊管焊接區的顯微組織和低溫韌性 X65鋼高頻焊管焊接區的顯微組織和低溫韌性
格式:pdf
大小:795KB
頁數:4P
4.6
為查明x65鋼高頻焊管焊接區沖擊功異常的原因,通過光學顯微鏡和x射線衍射對母材、焊縫及焊接熱影響區進行微觀研究.結果表明,顯微組織對金屬低溫韌性有顯著影響.當塊狀鐵素體組織較多時,焊接區晶粒尺寸大,硬度小,沖擊功低;當多邊形鐵素體組織較多時,焊接區晶粒尺寸小,硬度大,沖擊功高.通過合理的熱處理工藝,可在焊接區獲得粒狀鐵素體組織,提高沖擊功,改善焊縫和焊接熱影響區低溫韌性.

高頻焊接鋼管項目可行性研究報告(專業經典案例)
格式:pdf
大小:2.5MB
頁數:46P
4.6
http://www.***.*** 高頻焊接鋼管項目可行性研究報告 (用途:發改委甲級資質、立項、審批、備案、申請資金、節能評估等) 版權歸屬:中國項目工程咨詢網 www.***.*** http://www.***.***/ -2- 《項目可行性研究報告》簡稱可研,是在制訂生產、基建、科研計 劃的前期,通過全面的調查研究,分析論證某個建設或改造工程、某 種科學研究、某項商務活動切實可行而提出的一種書面材料。 項目可行性研究報告主要是通過對項目的主要內容和配套條件, 如市場需求、資源供應、建設規模、工藝路線、設備選型、環境影響、 資金籌措、盈利能力等,從技術、經濟、工程等方面進行調查研究 和分析比較,并對項目建成以后可能取得的財務、經濟效益及社會影 響進行預測,從而提出該項目是否值得投資和如何進行建設的咨詢意 見,為項目決策提
X65級高頻焊接鋼管爆裂原因分析精華文檔
焊管高頻焊接原理
格式:pdf
大小:88KB
頁數:8P
4.5
焊管高頻焊接原理 高頻焊接起源于上世紀五十年代,它是利用高頻電流所產生的集膚效應和相鄰效應,將鋼 板和其它金屬材料對接起來的新型焊接工藝。高頻焊接技術的出現和成熟,直接推動了直縫 焊管產業的巨大發展,它是直縫焊管(erw)生產的關鍵工序。高頻焊接質量的好壞,直 接影響到焊管產品的整體強度,質量等級和生產速度。 作為焊管生產制造者,必須深刻了解高頻焊接的基本原理;了解高頻焊接設備的結構和工作 原理;了解高頻焊接質量控制的要點。 1高頻焊接的基本原理 所謂高頻,是相對于50hz的交流電流頻率而言的,一般是指50khz~400khz的高頻電流。 高頻電流通過金屬導體時,會產生兩種奇特的效應:集膚效應和鄰近效應,高頻焊接就是利 用這兩種效應來進行鋼管的焊接的。那么,這兩個效應是怎么回事呢? 集膚效應是指以一定頻率的交流電流通過同一個導體時,電流的密度不是均勻


高頻焊接H型鋼型號
格式:pdf
大小:127KB
頁數:5P
4.7
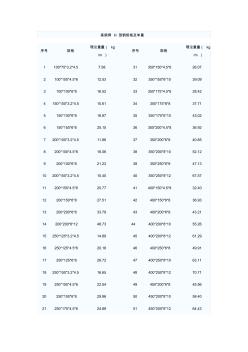
高頻焊接h型鋼型號、截面尺寸、理論重量表 jg/t137-2001 序號 型號高度x 寬度 截面尺寸理論 重量 kg/m 序號 型號高度x 寬度 截面尺寸 理論重 量kg/mhbt1t2hbt1t2 1 100*50 100502.33.24.2071 350*150 3001503.24.519.16 2100503.24.55.82723001503.26.022.62 3 100*100 1001004.56.012.53733001504.56.026.07 41001006.08.016.52743001504.58.030.64 5 120*120 1201203.24.511.27753001504.59.032.9
高頻焊接H型鋼理論重量
格式:pdf
大小:35KB
頁數:2P
4.6
高頻焊h型鋼規格及單重 序號規格 理論重量(kg /m) 序號規格 理論重量(kg /m) 1100*75*3.2*4.57.5831350*150*4.5*626.07 2100*100*4.5*612.5332350*150*6*1039.09 3100*100*6*816.5233350*175*4.5*628.42 4150*100*3.2*4.510.6134350*175*6*837.71 5150*100*6*818.8735350*175*6*1043.02 6150*150*6*825.1536350*200*4.5*836.92 7200*100*3.2*4.511.8637350*200*6*840.85 8200*100*4.5*616.0638350*200

X65級高頻焊接鋼管爆裂原因分析最新文檔
高頻焊接H型鋼的生產與實踐 高頻焊接H型鋼的生產與實踐
格式:pdf
大小:465KB
頁數:3P
4.5
介紹了高頻焊接h型鋼的優點、生產工藝及主要設備,并分析了原料、鐓粗、擠壓、微張力、冷卻等工藝過程對h型鋼質量的影響。

高頻焊接H型鋼型號
格式:pdf
大小:114KB
頁數:5P
4.5
高頻焊接h型鋼型號、截面尺寸、理論重量表 jg/t137-2001 序號型號高度x寬度 截面尺寸理論重 量kg/m 序號 型號高度x寬 度 截面尺寸理論重量 kg/mhbt1t2hbt1t2 1 100*50 100502.33.24.2071 350*150 3001503.24.519.16 2100503.24.55.82723001503.26.022.62 3 100*100 1001004.56.012.53733001504.56.026.07 41001006.08.016.52743001504.58.030.64 5 120*120 1201203.24.511.2775300150
X80鋼級高頻焊接管線管的試制 X80鋼級高頻焊接管線管的試制
格式:pdf
大小:340KB
頁數:4P
4.4
通過優化hfw焊管機組成型參數、焊接參數和焊縫熱處理工藝,成功試制出x80鋼級管線管。首批試制的x80鋼級管線管的各項性能滿足apispec5l標準(44版)的要求,為后續拓展高頻焊管鋼級奠定了工藝基礎。針對試制中出現的問題指出了需要改進的方向。
高頻焊接鋼管 高頻焊接鋼管
格式:pdf
大小:224KB
頁數:未知
4.5
鋼管的抗彎和抗扭能力較一般鋼材大,是一種經濟斷面鋼材。隨著工業的發展,需要大量鋼管,因此,電焊鋼管生產技術有了飛躍發展,其中高頻焊接鋼管是發展電焊鋼管生產的主要方向。在奮發圖強、自力更生的精神鼓舞下,我們試制成功高頻接觸焊管和高頻感應焊管,在生產實踐中,效果顯著,現簡介于下。一、高頻焊管原理高頻焊管機由機械和電氣兩部分組成。機械部分包括帶鋼對焊機、展卷機、切邊機、成型機、焊接機、定徑機、鋸斷機等,組成鋼管自動生產線。電氣部分為一臺高頻發生器,圖1為發生器的原理圖,外電源輸入經整流后,送入振蕩管屏極,與槽路偶合產生高頻振蕩,由輸出變壓器將高頻電能,通過接觸塊(或感應器)輸送給管子,進行加熱焊接。
高頻焊接鋼管機平軋輥設計 高頻焊接鋼管機平軋輥設計
格式:pdf
大小:554KB
頁數:未知
4.4
給出了焊接鋼管設計時帶鋼尺寸的計算公式以及卷圓中開口平輥、閉口平輥和定徑中定徑平輥的計算方法,特別是對軋制時鋼帶厚度和寬度與受力和變形的關系進行了探討.實踐證明,據此算法設計的平軋輥使用時間長,且生產出的焊接鋼管表面質量也有較大幅度的提高.
CT80鋼級高頻焊接連續油管焊接規范初探 CT80鋼級高頻焊接連續油管焊接規范初探
格式:pdf
大小:879KB
頁數:5P
4.8
通過宏觀、微觀金相分析和壓扁試驗結果對不同焊接規范條件下ct80鋼級φ38.1mm×3.18mm高頻焊接連續油管焊接接頭試樣進行評價,總結了按不同焊接規范生產的產品質量水平和壓扁試樣斷口特征,為評價焊接規范合理性以及確定合理焊接規范提供了依據。
X52高頻焊管焊縫沖擊失效原因分析 X52高頻焊管焊縫沖擊失效原因分析
格式:pdf
大小:1.5MB
頁數:6P
4.5
在-20℃的低溫條件下對系列x52高頻焊(hfw)管焊縫試樣進行了夏比沖擊試驗,發現個別樣品的沖擊功明顯低于正常平均值。采用掃描電子顯微鏡(sem)、能譜分析儀(eds)以及電子背散射衍射(ebsd)等顯微分析技術研究其異常的原因。結果表明,沖擊韌性異常試樣的斷口為解理或沿晶斷裂形貌,在斷口裂紋起源處存在夾雜物的偏聚區,焊管基體組織中存在嚴重的珠光體偏聚區,從而導致焊接過程中在焊縫區域形成珠光體條帶組織。而沖擊功正常的試樣斷口為韌窩形貌,基體組織分布均勻。x52焊管焊縫沖擊韌性的異常降低主要與母材基體組織分布不均勻和焊接工藝有關。
X65級高頻焊接鋼管爆裂原因分析相關
文輯推薦
知識推薦
百科推薦


職位:化學工程與工藝
擅長專業:土建 安裝 裝飾 市政 園林


