

Wirebonding鋁絲超聲焊技術科普知識
格式:pdf
大小:807KB
頁數:3P
人氣 :86
 4.6
4.6
- 1 - Wire bonding 鋁絲超聲焊技術科普知識 一、 什么是 Wire bonding 鋁絲超聲焊技術? 鋁絲超聲焊是其實是使用鋁作為金屬絲的一種 wire bonding 技術。而 Wire bonding 是 一種初級內部互連方法, 用作連到實際的裸片表面或器件邏輯電路的最初一級的內部互連方 式,這種連接方式把邏輯信號或芯片的電訊號與外界連起來。 Wire bonding 有兩種形式: 球焊和楔焊。 金絲球焊是最常用的方法,在這種制程中, 一個熔化的金球黏在一段在線, 壓下后作為第一個焊點, 然后從第一個焊點抽出彎曲的線再 以新月形狀將線 (第二個楔形焊點 )連上,然后又形成另一個新球用于下一個的第一個球焊 點。金絲球焊被歸為熱聲制程,也就是說焊點是在熱 (一般為 150)、超聲波、壓力以及時間 的綜合作用下形成的。 第二種壓焊方法是楔形制程, 這種制程主要使用鋁線,



Wire_bonding鋁絲超聲焊技術科普知識
格式:pdf
大小:24KB
頁數:4P
-1- wirebonding鋁絲超聲焊技術科普知識 一、什么是wirebonding鋁絲超聲焊技術? 鋁絲超聲焊是其實是使用鋁作為金屬絲的一種wirebonding技術。而wirebonding是 一種初級內部互連方法,用作連到實際的裸片表面或器件邏輯電路的最初一級的內部互連方 式,這種連接方式把邏輯信號或芯片的電訊號與外界連起來。 wirebonding有兩種形式:球焊和楔焊。金絲球焊是最常用的方法,在這種制程中, 一個熔化的金球黏在一段在線,壓下后作為第一個焊點,然后從第一個焊點抽出彎曲的線再 以新月形狀將線(第二個楔形焊點)連上,然后又形成另一個新球用于下一個的第一個球焊 點。金絲球焊被歸為熱聲制程,也就是說焊點是在熱(一般為150)、超聲波、壓力以及時間 的綜合作用下形成的。第二種壓焊方法是楔形制程,這種制程主要使用鋁線,

手動超聲波粗鋁絲壓焊機
格式:pdf
大小:94KB
頁數:3P
手動超聲波粗鋁絲壓焊機--cws-3100 主要用途:大、中功率三極管、場效應管;各種功率模塊;大電流快恢復二極 管、肖特基三極管、可控硅;igbt;以上器件及特殊半導體功率器件的內引線焊接(to-3、 to-3p、to-3pf、to-3pn、to-3pl、to-220f、to-126、to-12f、to-66、to-251、to-202)。 特點:1,動作靈活,定位準確、可靠性高、速度快(對于兩條線的器件約每小 時500-1300個管);2,全新的換能器設計,超聲功率富余量大3,獨創的壓力自 動控制技術,調節方便,穩定、準確;4,采用性能優良的超聲、壓力及運動系統,焊 點牢固,弧形狀亮麗,可調性、一致性好;主要技術規格:*使用電源: 220vac±10%、50hz*最大消耗功率:200w*可焊鋁絲線徑:75~500μm(3~2
編輯推薦下載
 用于半導體器件熱超聲球焊的鋁絲
用于半導體器件熱超聲球焊的鋁絲 用于半導體器件熱超聲球焊的鋁絲
格式:pdf
大小:4.8MB
頁數:10P
4.7
在與金絲焊接使用的機器相當的引線焊接機上進行了鋁絲熱超聲球焊實驗。工業上作出的努力成功地改進了鋁絲球焊機,相對來說,對優選金屬細絲還注意不夠。此文報道了實驗中得到的拉力試驗數據和金相檢驗結果。實驗中,五種鋁合金細絲被短暫地置于高溫下。這樣處理是想模擬電火花熄滅時直接在球上加熱的金屬細絲情況。并提出了一個解釋鋁球形成機理的新的物理模型,還提出了證據以證實其似乎是合理的。此報告中的資料表明了鋁球金屬細絲的發展方向。
全自動超聲波鋁絲焊機中的芯片識別算法 全自動超聲波鋁絲焊機中的芯片識別算法
格式:pdf
大小:1.5MB
頁數:3P
4.4
本文介紹了一種通過對二維模板圖像抽樣的快速匹配算法,并通過引入不變矩,對前n個最佳匹配子圖像判斷,有效降低了失配率。并通過對算法的優化,滿足了在全自動超聲波鋁絲壓焊機中芯片高速(99.95%)識別的要求。
Wirebonding鋁絲超聲焊技術熱門文檔

粗鋁絲壓焊機技術資料
格式:pdf
大小:72KB
頁數:2P
4.8
hs-8510超聲波粗鋁絲焊線機 一、主要用途: 封裝大、中功率三極管、可控硅、場效管、大電流快恢 復二極管、肖特基二極管;igbt;等半導體功率器件及 特殊半導體功率器件的內引線焊接(to-220、to-3p、 to-126、to-12f、to-66、to-251、to-202、to-3p、to-3pf、 to-3pn、to-3pl)。 二、工作原理 來自超聲波發生器的超聲波,經換能器產生高頻振動,通過換能器傳遞到劈刀,當劈刀與引 線及被焊件接觸時,在壓力和振動的作用下,待焊金屬表面相互摩擦,氧化膜被破壞,并發 生塑性變形,致使兩個純凈的金屬面緊密接觸,達到原子距離的結合,最終形成牢固的機械 連接。 三、特點: 1、焊頭的y、z方向的運動均采用由電腦控制的步進電機驅動,精密絲桿和導航傳動,動 作靈活、定位準確、速度快(對于兩條線的器件約每小時500-
超聲功率對粗鋁絲超聲引線鍵合強度的影響 超聲功率對粗鋁絲超聲引線鍵合強度的影響
格式:pdf
大小:751KB
頁數:5P
4.8
超聲功率是影響粗鋁絲引線鍵合強度的最主要因素之一。在盡量排除其他干擾因素的情況下,通過實驗比較了11種不同超聲功率條件下,粗鋁絲引線鍵合的結果,觀察到了超聲功率對粗鋁絲引線鍵合強度的影響:在超聲功率較小情況下(超聲功率比為20%~30%),增大超聲功率有助于提高鍵合強度;在超聲功率較大的情況下(超聲功率比為45%~70%),增大超聲功率反而會降低鍵合強度,出現過鍵合的情況;只有當超聲功率適中時(超聲功率比為35%~40%),才能獲得穩定且滿意的鍵合強度。分析了驗現象的產生原因。

鋁絲拉絲機技術參數
格式:pdf
大小:286KB
頁數:8P
4.7
鋁絲拉絲機 技術要求: 1.拉絲機 -機床入口壓平大小自動制定的軋碎機 -一部分用壞以后可以把絞盤翻轉 -工作能力不少于20000小時,絞盤表面上耐磨的面層 -每個絞盤控制踏板(分別的) -控制臺 -智能數控絞盤傳動 -拉模數量為9個(最多) -精制拉模的絞盤用冷水冷卻 -切削冷卻液到拉模供給 -絞盤結構和布置得防止刨屑現象 -拉模座的支架結構得保證切削冷卻液送到拉模 -拉模座的結構得保證拉模的安裝(件圖2和表3) 2.供給機 -保證拉絲機的不停運行,速度不少于5、6表上的 3.張緊器 -保證裝置正常運行 4.接收器 -鋁絲到繞線盤的可分開的線軸上收卷 繞線盤尺寸: 1)內徑:≈454mm 2)外徑:≈750mm 3)高度:≈260mm -鋁絲到繞線盤的不可分開的線軸上收卷(見圖3) -現成鋁絲分放 -收
 鍵合時間對粗鋁絲超聲引線鍵合強度的影響
鍵合時間對粗鋁絲超聲引線鍵合強度的影響 鍵合時間對粗鋁絲超聲引線鍵合強度的影響
格式:pdf
大小:862KB
頁數:6P
4.6
試驗研究了不同超聲功率條件下,鍵合時間對粗鋁絲引線鍵合強度的影響規律。試驗中記錄了每種鍵合試驗的鍵合時間,采集了每一個鍵合點的剪切測試力作為鍵合點抗剪強度的表征,記錄了每個鍵合點的狀態。結果表明:(1)在小超聲功率條件下,鍵合強度對鍵合時間敏感;在大超聲功率條件下,敏感性下降;(2)短鍵合時間條件下主要鍵合失敗形式為剝離和無粘接,表明鍵合界面的原子擴散不夠;(3)大超聲功率長鍵合時間條件下的鍵合失敗形式多為根切,表明鍵合界面的原子擴散雖然足夠,但長時間的超聲振動也會使粗鋁絲產生疲勞斷裂,形成過鍵合。
Wirebonding鋁絲超聲焊技術精華文檔
可以取代球焊用金的鋁絲 可以取代球焊用金的鋁絲
格式:pdf
大小:3.3MB
頁數:5P
4.8
鋁鍵合有幾個勝于金球鍵合的優點。鋁的成本低廉、價格穩定,而且抗輻射能力強。鋁絲在室溫下即可球鍵合。與楔鍵合相比,球鍵合能更好地利用管殼擁擠的內部。當第一個鍵合點與第二個鍵合點在不同的高度時,球鍵合顯示出更好的彎曲特性和更高的生產效率。
中國鋁絲制布、網、籬報告
格式:pdf
大小:182KB
頁數:7P
4.4
2017-2023年中國鋁絲制布、網、 籬及格柵行業進出口態勢分析及對外 貿易前景展望報告 中國市場調研在線 中國市場調研在線2017-2023年中國鋁絲制布、網、籬及格柵行業進出口態勢分析及對外貿易前 景展望報告 行業市場研究屬于企業戰略研究范疇,作為當前應用最為廣泛的咨詢服務,其研究成果以報 告形式呈現,通常包含以下內容: 一份專業的行業研究報告,注重指導企業或投資者了解該行業整體發展態勢及經濟運行狀 況,旨在為企業或投資者提供方向性的思路和參考。 一份有價值的行業研究報告,可以完成對行業系統、完整的調研分析工作,使決策者在閱讀 完行業研究報告后,能夠清楚地了解該行業市場現狀和發展前景趨勢,確保了決策方向的正確性 和科學性。 中國市場調研在線cninfo360.com基于多年來對客戶需求的深入了解,全面系統地研究了該 行業市場現狀及發展前景,注重信息的時效性,從而更好地把握市
銅絲、金絲、鋁絲對照表
格式:pdf
大小:18KB
頁數:1P
4.4
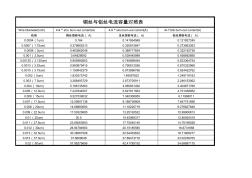
wirediameter(inch)4-9′scuburn-outcurrent(a)4-9′sauburn-outcurrent(a)al-1%siburn-outcurrent(a) 線徑銅絲熔斷電流(a)金絲熔斷電流(a)鋁絲熔斷電流(a) 0.0004(1um)0.1640.1419545690.121927245 0.0007(1.75um)0.3796653130.3208158470.273863263 0.0008(2um)0.4638620480.3897176540.332192738 0.001(2.5um)0.648266920.5394459890.458692895 0.00125(3.125um)0.9059805630.7466994940.633364754 0.0013(3.25um)0.9
《鋁絲小人》制作示意圖
格式:pdf
大小:118KB
頁數:3P
4.6
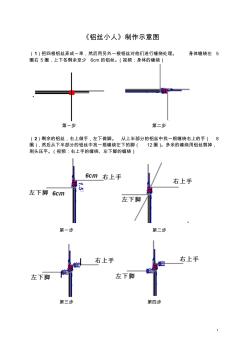
1 《鋁絲小人》制作示意圖 (1)把四根鋁絲弄成一束,然后用另外一根鋁絲對他們進行纏繞處理。身體纏繞左5 圈右5圈,上下各剩余至少6cm的鋁絲。(視頻:身體的纏繞) 第一步第二步 (2)剩余的鋁絲,右上做手,左下做腳。從上半部分的鋁絲中找一根纏繞右上的手(8 圈),然后從下半部分的鋁絲中找一根纏繞左下的腳(12圈)。多余的纏繞用鋁絲剪掉, 刺頭壓平。(視頻:右上手的纏繞、左下腳的纏繞) 第一步第二步 第三步第四步 2 (3)用同樣的方法完成左上的手,右下的腳。從上半部分的鋁絲中找兩根做左上的手 以及纏繞,從下半部分的鋁絲中找兩根做右下的腳以及纏繞。(視頻:左上手、右下腳 的纏繞) 第一步第二步 第三步第四步 (4)制作頸部與頭部。手腳成型擺成如下第一步姿勢。把下半部分的鋁絲向上折進行 頸部纏繞(3圈)。多余的刺頭壓平。用筆桿等器具進行頭部的造型,可以自
Wirebonding鋁絲超聲焊技術最新文檔
鋁絲陣Z箍縮非平衡輻射 鋁絲陣Z箍縮非平衡輻射
格式:pdf
大小:1.1MB
頁數:7P
4.5
利用基于細致組態非平衡電離模型和非平衡輻射輸運的輻射磁流體力學理論,用數值模擬的方法研究了鋁絲陣z箍縮的內爆過程和輻射特性,獲得到了合理的內爆動力學圖像和與實驗結果基本符合的x光輻射功率和總能量等輻射參數,并研究了鋁絲陣z箍縮過程中產生的輻射能譜結構。結果表明:鋁絲陣z箍縮內爆x光輻射是非平衡的,除了存在可以用普朗克能譜近似描述的低能輻射外,還存在大量的k殼層高能輻射。討論了各種輻射機制對總輻射的貢獻,分別計算了線輻射、復合輻射和軔致輻射在各個光子能量范圍內所占的份額,討論了利用高能段連續輻射能譜診斷電子溫度的方法,由能譜反推的電子溫度,需要進行修正才能反映輻射吸收的影響。
馬鋁絲阻塞大腸診治報告 馬鋁絲阻塞大腸診治報告
格式:pdf
大小:85KB
頁數:未知
4.7
馬鋁絲阻塞大腸診治報告王明忠天津市武清縣汊沽港動物醫院(301721)馬咀嚼吞咽粗糙,夾在飼草中的鋁絲,可隨食丸進入十二指腸,由于腸的蠕動推移而沉積在回盲瓣乙狀彎曲部,隨著鋁的增多,久而久之形成圓球狀物而導致腸阻塞。國內外有關資料未見報告,故將此病的...
結晶器喂鋁絲工藝技術開發與應用實踐 結晶器喂鋁絲工藝技術開發與應用實踐
格式:pdf
大小:501KB
頁數:3P
4.7
通過優化喂絲工藝參數,保證鋁的回收率和鋁含量的合格率,鑄坯鋁元素的分布基本均勻,鑄坯質量和軋材性能有所改善。該工藝解決了含鋁鋼水的澆注難題,不影響煉鋼生產節奏。
冷拉鋁絲銅絲織構形成的研究 冷拉鋁絲銅絲織構形成的研究
格式:pdf
大小:301KB
頁數:未知
4.7
本文是用x射線照相法之一針孔法為研究手段,對冷拉金屬線材織構研究的實驗總結報告,記錄了實驗中的全部思考過程,對出現的一些現象進行了嘗試性的解決。
復合鋁絲在含鋁鋼生產中的應用 復合鋁絲在含鋁鋼生產中的應用
格式:pdf
大小:220KB
頁數:3P
4.4
介紹了板坯結晶器喂復合鋁絲生產含鋁鋼的新工藝。結果表明,采用結晶器喂復合鋁絲工藝后,保護渣性能比喂普通鋁絲得到很大程度的改善,鑄坯表面質量、軋材的力學性能也得到一定程度的提高。
用噴射鋁絲法提高鋁的收得率 用噴射鋁絲法提高鋁的收得率
格式:pdf
大小:189KB
頁數:未知
4.6
美國瓊斯-勞林公司的克里夫蘭鋼廣,為改善鋼水的脫氧和提高金屬鋁在鋼中的收得率,采用了鋁絲噴射法對鋼水進行脫氧。向鋼水罐內噴射鋁絲的具體工藝為:在向罐內噴射鋁絲之前,先用定氧探頭測定出罐內鋼水的實際含氧量,而后根據測定結果計算出達到目標含氧量所需的鋁絲噴射量。然后按照所需的鋁絲量,以約100m/min的速度向罐內鋼水中噴
超聲波鍵合用鋁絲機械性能和防腐性能的研究 超聲波鍵合用鋁絲機械性能和防腐性能的研究
格式:pdf
大小:154KB
頁數:5P
4.7
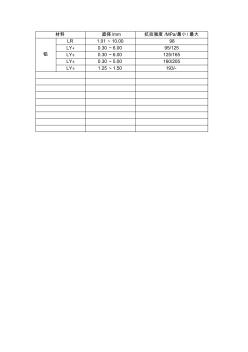
研究了用于集成電路封裝,分立器件的微細鋁絲,描述及比較了al-1%si,al-mg(al-0.5%mg,al-1%mg),特殊合金(al-mg-pd,al-cu-fe)和替代鋁材料的機械性能及防腐性能,絲拉到最終尺寸后,在不同溫度下退火,并在相同條件下測試不同絲材的破斷強度,屈服強度和延伸率,在經過高壓蒸煮測試(pct)后,通過考察絲表面和模截面的腐蝕程度介紹了鋁絲的防腐性能和剩余強度,結果發現可根據鋁絲的拉伸性能和防腐性能絲進行分類。
51.“絲絲入扣”鋁絲手工藝品講解
格式:pdf
大小:1.3MB
頁數:23P
4.8
湖南大學生創新創業孵化基地項目 “絲絲入扣”鋁絲手工藝品有限公司 ——***學院 “絲絲入扣”團隊 計 劃 書 *** 2014.10.15 1 目錄 一、基本情況.................................................................. 項目名稱、擬成立時間、注冊資本.......................................... 主要股東、股份比例...................................................... 主營業務................................................................ 聯系人電話、qq、微信、營銷推廣............................
鋁絲手工機器人制作教程
格式:pdf
大小:2.3MB
頁數:8P
4.6
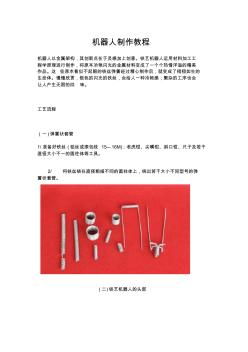
機器人制作教程 機器人以金屬架構,其創新點在于靈感加上創意。鐵藝機器人運用材料加工工 程學原理進行制作,將原本冷艷閃光的金屬材料變成了一個個熱情洋溢的精美 作品。這些原本看似不起眼的鐵絲彈簧經過精心制作后,就變成了栩栩如生的 生命體。慢慢欣賞,銀色的閃光的鐵絲,會給人一種冷艷感;繁雜的工序也會 讓人產生無限的回味。 工藝流程 (一)彈簧狀套管 1/準備好鐵絲(鋁絲或漆包線15—16m);老虎鉗、尖嘴鉗、斜口鉗、尺子及若干 直徑大小不一的圓柱體等工具。 2/將鐵絲繞在直徑粗細不同的圓柱體上,繞出若干大小不同型號的彈 簧狀套管。 (二)鐵藝機器人的頭部 制作機器人的頭部。(根據自己的喜好,頭部的形狀可以有不同的變化。) 頭部正面頭部側 面頭部反面 (三)身體上部分與制作手臂的鐵絲連接 將身體上部分的大號彈簧與制作手臂的鐵絲連接起來。 (四)身體上部分與頭部連接
Wirebonding鋁絲超聲焊技術相關
文輯推薦
知識推薦
百科推薦


職位:室內裝飾安全員
擅長專業:土建 安裝 裝飾 市政 園林


