

"WSTAR"整體硬質合金鉆頭
格式:pdf
大小:161KB
頁數:1P
人氣 :77
 4.4
4.4
"WSTAR"整體硬質合金鉆頭可以對不易進行干式、半干式加工的零件或使用鉆頭進行加工的孔進行加工,它特別適合對鋼材進行半干式加工。




編輯推薦下載


 整體硬質合金鉆頭CoroDrill 860切削速度最快的整體硬質合金鉆頭
整體硬質合金鉆頭CoroDrill 860切削速度最快的整體硬質合金鉆頭 整體硬質合金鉆頭CoroDrill 860切削速度最快的整體硬質合金鉆頭
格式:pdf
大小:357KB
頁數:1P
4.5
先進的槽形和排屑槽設計與獨特的涂層相結合是corodrill860獲得成功的關鍵。
WSTAR整體硬質合金鉆頭熱門文檔
如何選擇硬質合金鉆頭?
格式:pdf
大小:35KB
頁數:2P
4.6
連怡機電技術(上海)有限公司 連怡機電技術(上海)有限公司www.***.*** 如何選擇硬質合金鉆頭? 選用硬質合金鉆頭的考慮因素 1.加工穩定性 除了考慮鉆孔精度要求外,選擇鉆頭時還需考慮加工機床的穩定性。機床穩定性對于鉆 頭的安全使用壽命和鉆孔精度至關重要,因此需要仔細檢驗機床主軸、夾具及附件的工作 狀態。 此外,還應考慮鉆頭自身的穩定性。例如,整體硬質合金鉆頭剛性最好,因此可達到很 高的加工精度。而硬質合金可轉位刀片鉆頭的結構穩定性較差,容易發生偏斜。這種鉆頭 上安裝了兩片可轉位刀片,其中內刀片用于加工孔的中心部分,外刀片則加工從內刀片至 外徑處的外緣部分。由于在加工初始階段只有內刀片進入切削,鉆頭處于不穩定狀態,極易 引起鉆體偏斜,且鉆頭越長,偏斜量越大。 因此,在使用長度超過4d的硬質合金可轉位刀片鉆頭進行鉆削加工時,在開始鉆進階



WSTAR整體硬質合金鉆頭精華文檔
什么是硬質合金鉆頭
格式:pdf
大小:18KB
頁數:2P
4.8
什么是硬質合金鉆頭 硬質合金鉆頭通常情況下被認為是一種用于巖心鉆探所的鉆頭。簡單來說,在進行巖心鉆探 所的工作的時候,硬質合金鉆頭是依靠鉆壓工藝與自身旋轉所產生的沖擊載荷破碎巖石的。 在整個鑿巖鉆進過程中,鉆頭會經常受到高頻率的沖擊載荷,而且受到扭轉、彎曲、拉伸、 壓縮等多種復合應力的作用,在高速回轉碰撞的環境下經受巖石、巖粉和礦水等工作介質的 磨損與腐蝕。 硬質合金鉆頭的特點以及用途: 1、能夠適合較為復雜材質的鉆孔,可以選擇較高的切削速度。 2、精選合金鉆頭專用的高性能合金刀片,有效減少崩刀,保持良好的耐磨性。 3、多層幾何切削端刃,提高排泄性能,保持較小的切削阻力。 4、除常用的直角柄外,備有多種柄型,適合多種鉆機,鉆床配用。 常見硬質合金鉆頭的分類和牌號: 1、yg3x(k01):硬度≥91.5;在鎢鈷鈦合金中耐磨性最好,但沖擊韌性較差,適于鑄鐵, 有色金屬及其合
WSTAR整體硬質合金鉆頭最新文檔

淺析針狀硬質合金鉆頭
格式:pdf
大小:198KB
頁數:4P
4.7
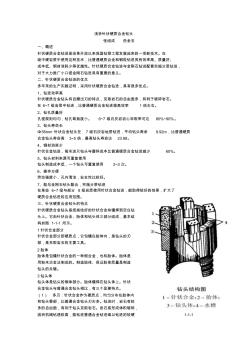
淺析針狀硬質合金鉆頭 張紹成岳金石 一、概述 針狀硬質合金鉆進是改革開放以來我國鉆探工程發展起來的一項新技術。在 級中硬巖層中使用這種技術,比普通硬質合金和鋼粒鉆進具有效率高、質量好、 成本低、鋼材消耗少等優越性。針狀硬質合金鉆進與金剛石鉆進配套實施分層鉆進, 對于大力推廣小口徑金剛石鉆進具有重要的意義。 二、針狀硬質合金鉆進的優點 多年來的生產實踐證明,采用針狀硬質合金鉆進,具有很多優點。 1、鉆進效率高 針狀硬質合金鉆頭有自磨出刃的特點,克取巖石的自由面多,有利于破碎巖石。 在6~7級巖層中鉆進,比普通硬質合金鉆進提高效率1倍左右。 2、鉆孔質量好 孔徑規則均勻,鉆孔彎曲度小。6~7級石灰巖巖心采取率可達80%~90%。 3、鉆頭壽命長 φ56mm針狀合金鉆頭在7級石灰巖地層鉆進,平均鉆頭壽命9.92m,比普通硬質 合金鉆頭壽命高3~5倍,最高鉆頭壽命達2
 硬質合金鉆頭制造工藝的改進
硬質合金鉆頭制造工藝的改進 硬質合金鉆頭制造工藝的改進
格式:pdf
大小:141KB
頁數:1P
4.4
某鑄造廠購買我廠生產的牌號為yc8的一批a122a型刀片。刀片尺寸如圖所示。該廠用此刀片制成硬質合金鉆頭,用于加工鑄鐵管。其工藝是用氧乙炔焰加熱,將刀片釬焊在45鋼刀體的半封閉槽形內,然后在簡易設備上磨去如圖所示的陰影部分,制成鉆頭。
兩種新結構硬質合金鉆頭 兩種新結構硬質合金鉆頭
格式:pdf
大小:190KB
頁數:1P
4.7
市場對高性能鉆削的需要不斷增長,下面介紹兩種最新產品。kennametal公司開發了頂角為135°的整體硬質合金直槽麻花鉆系列產品。g型鉆頭用細顆粒硬質合金制成,使用時可不預鉆中心孔,其尺寸和形狀有多種,標準直徑范圍為3~16mm,鉆削斜面或難加工表面時的抗偏滑性能好。g-7型鉆頭具有兩條鉸削的切削刃,可免去后續的鉸削加工。非標準直徑,焊聚晶金剛石刀片

正確使用硬質合金鉆頭
格式:pdf
大小:535KB
頁數:2P
4.7
正確使用硬質合金鉆頭 因為硬質合金相當寶貴,正確使用鉆頭,做到物盡其用,是每一個機械加工從業者的責任。 正確使用硬質合金鉆頭,主要包括如下幾個方面: 1.選擇正確的機床硬質合金鉆頭可應用于數控機床,加工中心等功率大、剛性好的機 床,并且應保證刀尖跳動tir8-10°時,不可鉆。<8-10°時,進給應減至正常的1

常用的硬質合金鉆頭 (2)
格式:pdf
大小:8KB
頁數:1P
4.5
常用的硬質合金鉆頭規格: φ43通水煤鉆頭 φ90高效組合鉆頭 φ78高效組合鉆頭 φ55高效組合鉆頭 φ86高效通水鉆頭 三翼螺旋鉆頭 φ55三翼刮刀鉆頭 高效組合鉆頭四級組合 φ130六方組合鉆頭 φ65三翼鉆頭 φ76高效通水鉆頭 φ110高效組合鉆頭 φ55兩翼內絲鉆頭 φ28(通水)煤鉆頭

硬質合金鉆頭的合理選用
格式:pdf
大小:260KB
頁數:5P
4.5
硬質合金鉆頭的合理選用 過去,人們一直認為鉆削加工必須在較低的進給量和切削速度下進行,這種觀點在使用普通 鉆頭的加工條件下曾經是正確的。如今,隨著硬質合金鉆頭的出現,鉆削加工的概念也發生 了變化。事實上,通過正確選用合適的硬質合金鉆頭,可以大幅度提高鉆削生產率,降低每 孔加工成本。 硬質合金鉆頭的基本類型 可供用戶選擇的硬質合金鉆頭分為四種基本類型:整體硬質合金鉆頭、硬質合金可轉位刀片 鉆頭、焊接式硬質合金鉆頭和可更換硬質合金齒冠鉆頭。每種鉆頭都具有適合特定加工條件 的優點。 (1)整體硬質合金鉆頭 整體硬質合金鉆頭適于在先進的加工中心上使用。這種鉆頭采用細顆粒硬質合金材料制造, 為延長使用壽命,還進行了tialn涂層處理,專門設計的幾何刃型使鉆頭具有自定心功能, 在鉆削大多數工件材料時具備良好的切屑控制及排屑性能。該鉆頭的自定心功能和嚴格控制 的制造精度可確保孔的鉆削質
WSTAR整體硬質合金鉆頭相關
文輯推薦
知識推薦
百科推薦


職位:造價專業主管
擅長專業:土建 安裝 裝飾 市政 園林


