

WSE-315氬弧焊機反饋電路的改進
格式:pdf
大小:112KB
頁數:2P
人氣 :55
 3
3
WSE-315氬弧焊機反饋電路的改進——通過對WSE氬弧焊機反饋線路的分析與改進,提高了焊機性能,降低了生產成本,使焊機一致性大大提高,電流檢測信號更加可靠、完善。



 WSE-315氬弧焊機反饋電路的改進
WSE-315氬弧焊機反饋電路的改進 WSE-315氬弧焊機反饋電路的改進
格式:pdf
大小:534KB
頁數:3P
通過對wse氬弧焊機反饋線路的分析與改進,提高了焊機性能,降低了生產成本,使焊機一致性大大提高,電流檢測信號更加可靠、完善。
氬弧焊機點檢表
格式:pdf
大小:37KB
頁數:1P
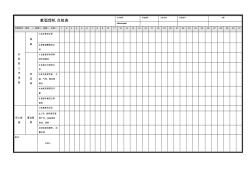
氬弧焊機點檢表 文件編號設備編號設備名稱規格型號日期 db02040606 記錄符號:完好√異常×待修△未用○12345678910111213141516171819202122232425262728293031 開 機 前 工 作 準 備 準 備 1啟動是否正常 2.參數調整是否正 常 空 運 轉 1.設備是否有異常 響聲或振動 2.各指示燈是否正 常 3.有無異常聲音、升 溫、氣味、振動等 情況 4.地線連接是否可 靠 5.易損件能否正常 使用 完工檢 查 清潔保 養 1.電源是否關閉, 2.工件、廢料是否清 理干凈,設備是否 清潔、保養 3.現場是否整理、定 置合理 備注: 點檢人
編輯推薦下載
交流鎢極氬弧焊機引弧穩弧電路的改進
格式:pdf
大小:142KB
頁數:2P
3
交流鎢極氬弧焊機引弧穩弧電路的改進——本文通過對交流鎢極氬弧焊機的電路分析,找了焊機存在穩弧效果不理想和高壓脈沖初級回路電阻熱損耗大等問題的原因,提出改進方案。試驗結果表明,改進方案簡單可行,克服了焊機的不足,取得了良好的效果。
交流鎢極氬弧焊機引弧穩弧電路的改進 交流鎢極氬弧焊機引弧穩弧電路的改進
格式:pdf
大小:105KB
頁數:3P
4.4
本文通過對交流鎢極氬弧焊機的電路分析,找出了焊機存在穩弧效果不理想和高壓脈沖初級回路電阻熱損耗大等問題的原因,提出改進方案。試驗結果表明,改進方案簡單可行,克服了焊機的不足,取得了良好的效果。
WSE315氬弧焊機反饋電路改進熱門文檔
進口氬弧焊機的消化吸收與改進
格式:pdf
大小:134KB
頁數:2P
3
進口氬弧焊機的消化吸收與改進——對從日本、芬蘭等國引進的氬弧焊機進行分析研究,在消化吸收的基礎上加以改進,使常用易損易耗備件逐步實現國產化。
 特種氬弧焊機電源的實現
特種氬弧焊機電源的實現 特種氬弧焊機電源的實現
格式:pdf
大小:475KB
頁數:3P
4.5
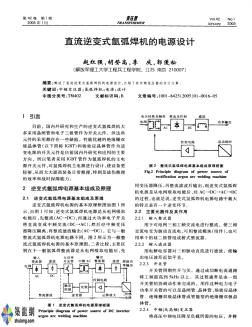
討論了一種用于氬弧焊機的電源系統。該系統解決了現有焊接電源存在的引弧困難、電流控制精度低等問題;電源隨工控機控制的給定焊接電流參數而變化,提高了設備的自動化程度,擴大了焊接參數的可調范圍,降低了焊接電流硬件的復雜程度。實踐證明,整個系統設計合理、操作方便,完全滿足焊接技術的要求。

分體式脈沖氬弧焊機的研究
格式:pdf
大小:272KB
頁數:3P
3
分體式脈沖氬弧焊機的研究——為解決遠距離施工時,由于氬氣氣路和焊炬過長給焊接質量造成的影響。研究了一種分體武脈沖氬孤焊機,該系統減少了氬孤焊單元對逆變焊接電源單元的干擾,并提高了焊接系統的可擴展性。單元模塊均是獨立的微處理器控制系統,通過通信...

WSE315氬弧焊機反饋電路改進精華文檔
 管板自動脈沖氬弧焊機的應用
管板自動脈沖氬弧焊機的應用 管板自動脈沖氬弧焊機的應用
格式:pdf
大小:57KB
頁數:2P
4.6
1.管板自動脈沖氬弧焊機簡介我公司從瑞典esab公司購買了一臺mechtig315管板自動脈沖氬弧焊機,該焊機具有先進的設計和強大的功能:①可作為一臺高品質的逆變弧焊電源進行焊條電弧焊、手工鎢極氬弧焊操作。②可配合多種焊接機頭(prb、prg、pri)進行管子和管子、管子和管板多種形式的焊接。
氬弧焊機安全操作規程 (3)
格式:pdf
大小:6KB
頁數:2P
4.8
氬弧焊機安全操作規程 1.氬弧焊機的使用應執行jgj33—2001的相關規定。 2.應檢查并確認電源、電壓符合要求,接地裝置安全可靠。 3.應檢查并確認氣管、水管不受外壓和無外漏。 4.應根據材質的性能、尺寸、形狀先確定極性,再確定電壓、電流和氬氣 的流量。 5.安裝的氬氣減壓閥、管接頭不得沾有油脂。安裝后,應進行試驗并確認 無障礙和漏氣。 6.冷卻水應保持清潔,水冷型焊機在焊接過程中,冷卻水的流量應正常, 不得斷水施焊。 7.高頻引弧的焊機,其高頻防護裝置應良好,亦可通過降低頻率進行防護; 不得發生短路,振蕩器電源線路中的聯鎖開關嚴禁分接。 8.使用氬弧焊時,操作者應戴防毒面罩,釷鎢棒的打磨應設有抽風裝置, 貯存時宜放在鉛盒內。鎢極粗細應根據焊接厚度確定,更換鎢極時,必須切 斷電源。磨削鎢極端頭時,操作人員必須戴手套和口罩,磨削下來的粉塵, 應及時清除,釷、鈰、鎢極不得隨身攜帶。 9.
采用IGBT的串聯諧振式逆變氬弧焊機主電路設計
格式:pdf
大小:236KB
頁數:6P
3
采用igbt的串聯諧振式逆變氬弧焊機主電路設計——本文介紹了目前國內外先進的串聯諧振式逆變氬弧焊機主電路的拓撲結構,并對其各個環節(輸入輸出濾波、igbt逆變電路、高頻變壓器、高頻整流電路等)的設計及器件選擇作了詳細的闡述。
WSE315氬弧焊機反饋電路改進最新文檔
場效應晶體管逆變式氬弧焊機的研制
格式:pdf
大小:119KB
頁數:3P
3
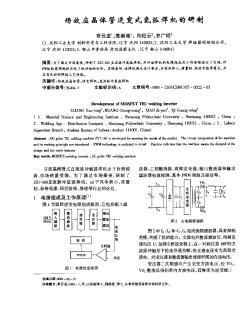
場效應晶體管逆變式氬弧焊機的研制——為了滿足市場需要.研制了x7-160直流脈沖氬弧焊機,并對誼焊機的電路組成廈工作原理進行了介紹.對pwn脈寬調制技術做了較詳細的分析。實踐表明.誼焊機滿足設計要求,具有體積小、質量輕、高垃節能等特點,并具有良好的焊...

高頻脈沖場效應管逆變氬弧焊機的研制
格式:pdf
大小:929KB
頁數:3P
4.6
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
氬弧焊機放電電極的材料代用 氬弧焊機放電電極的材料代用
格式:pdf
大小:152KB
頁數:未知
4.3
我廠使用的ga-500型氬弧焊機,系70年代上海電焊機廠產品。火花放電器的放電電極燒壞后,一直采用多根φ3mm的銅棒代用。因電腐蝕,更換一次一般只能使用一個星期左右。為此,我們用一根φ6mm鉬棒代替銅棒,效果很好。使用一年多來,未出現任何問題,其具體做法是:
NZA2-300型氬弧焊機電弧穩定器的改進 NZA2-300型氬弧焊機電弧穩定器的改進
格式:pdf
大小:255KB
頁數:未知
4.4
nza2-300型鎢極自動氬弧焊機上的電弧穩定器是由電子管組成,其中的關鍵元件zqm1-400/3.5閘流管已不再生產。為了修復該機,我們使用3ct200型可控硅成功地替代了這種閘流管,經試用,效果良好。nza2-300型鎢極自動氬弧焊機電弧穩定器的原理見圖1,改進后的原理圖見圖2。當焊接電流由正極性變為反極性過零點時,信號變壓器輸出一正脈沖信號,在電位器w上形成脈沖電壓,從而使z_2(或3ct200)導通,電容c_1經z_2(或3ct200)給電弧一個穩弧脈沖電壓,使電弧穩定燃燒。在改進后的電路中,除了用3ct200替代了z_2以外,還增加了r_2、c_2兩個元件。r_2是對來自電位器w
采用IGBT的串聯諧振式逆變氬弧焊機主電路設計 采用IGBT的串聯諧振式逆變氬弧焊機主電路設計
格式:pdf
大小:194KB
頁數:6P
4.6
本文介紹了目前國內外先進的串聯諧振式逆變氬弧焊機主電路的拓撲結構,并對其各個環節(輸入輸出濾波、igbt逆變電路、高頻變壓器、高頻整流電路等)的設計及器件選擇作了詳細的闡述。
交流鎢極氬弧焊機控制電路的新設計 交流鎢極氬弧焊機控制電路的新設計
格式:pdf
大小:89KB
頁數:4P
4.7
在分析交流鎢極氬弧焊機控制電路的基礎上,新設計了交流鎢極氬弧焊機控制電路,克服了原電路存在的穩弧效果不理想和電阻熱損耗大等問題。
用直流氬弧焊機點焊鋁合金 用直流氬弧焊機點焊鋁合金
格式:pdf
大小:32KB
頁數:未知
4.8
用直流氬弧焊機點焊鋁合金用直流氬弧焊機(nsa1-300-2),如果采用常規的直流氬弧焊方式點焊鉛合金,易將鋁材局部燒結并使無極嚴重燒損。因此,制造廠家不主張用直流氬弧焊機焊接鋁合金,因為它不具備焊接鋁材的特性。1992年,我單位一臺nsa1-30-...
WSE315氬弧焊機反饋電路改進相關
文輯推薦
知識推薦
百科推薦


職位:投標造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


