




 X80鋼級高頻焊接管線管的試制
X80鋼級高頻焊接管線管的試制 X80鋼級高頻焊接管線管的試制
格式:pdf
大小:340KB
頁數:4P
通過優化hfw焊管機組成型參數、焊接參數和焊縫熱處理工藝,成功試制出x80鋼級管線管。首批試制的x80鋼級管線管的各項性能滿足apispec5l標準(44版)的要求,為后續拓展高頻焊管鋼級奠定了工藝基礎。針對試制中出現的問題指出了需要改進的方向。
螺旋埋弧焊接管線管機械性能影響因素的分析 螺旋埋弧焊接管線管機械性能影響因素的分析
格式:pdf
大小:254KB
頁數:未知
分析了卷板質量、成型應力、水壓試驗及包申格效應等因素對螺旋埋弧焊管機械性能的影響,提出通過調整卷板化學成分,改進軋制工藝和成型工藝,減小包申格效應的影響來提高螺旋埋弧焊管的機械性能,以滿足未來輸油、輸氣管線的要求。
編輯推薦下載

工藝管線管道焊接工藝卡
格式:pdf
大小:320KB
頁數:9P
 4.5
4.5
*********制冷工程有限公司 焊接工藝卡 產品名稱工藝管線產品圖號接頭名稱對接工藝評定編號hpz13-1/13-2工藝卡號hgy16-1 接頭簡圖: 材質20# 焊材 及 輔助 材料 名稱牌號規格烘烤℃保溫h用量 kg 規格φ57*3.5 焊絲er50-6φ2.5 焊條thj422φ3.2200℃1-2小時 焊接位置水平方向 焊接方法gtaw+smaw 探傷要求射線探傷iii級合格 焊接方法電源種類 焊縫 層次 焊材牌號 焊材直徑 (mm) 焊接電流 (a) 電弧電壓 (v) 焊接速度 (cm/min) 氣體流量 (l/min) 工藝要求焊接過程說明 gtaw直流1er50-6φ2.5130-14017-196-8坡口加工機械 smaw直流1thj422φ3.290-1
海底油氣輸送焊接管線的疲勞評定 海底油氣輸送焊接管線的疲勞評定
格式:pdf
大小:526KB
頁數:5P
4.8
以旅順至大連海底油氣輸送焊接管線為例,依據英國bs7910標準中的疲勞評定規程,對管線敷設過程中受到周期循環海浪施加在管線上的震動(viv)載荷作用時管線的疲勞性能進行了工程臨界評定,得到了不同水深、不同敷設跨距、不同缺陷形式和位置及不同錯邊量條件下管道焊接接頭的使用壽命,為海底管線敷設工程的定期維護提供了理論依據。
UNS$32750焊接管線管的生產工藝熱門文檔
含埋藏裂紋的海底焊接管線安全評定 含埋藏裂紋的海底焊接管線安全評定
格式:pdf
大小:442KB
頁數:3P
4.4
依據bs7910∶1999標準對含埋藏裂紋的管道焊接接頭進行了安全評定,評定中采用了斷裂和疲勞評定相結合的評定方法,并給出了臨界裂紋、斷裂評定裂紋容許曲線和考慮疲勞的裂紋容許曲線。
直縫焊接管與螺旋焊接管比較
格式:pdf
大小:15KB
頁數:4P
4.5
1 直縫焊接管與螺旋焊接管比較 天津大學船舶與海洋工程 摘要 螺旋焊管強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管 徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。因此,較小口 徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 1引言 焊接鋼管:它是由鋼帶切割成窄鋼條,然后用模具冷加工裹成管狀。然后專用焊機接著將一條管縫焊接。 20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高, 焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。焊接鋼管比無縫鋼管成本低、生產 效率高。我國海洋油氣管道工程中廣泛采用,需求量逐年增加。《“十二五”發展綱要》明確提出,到2015 年輸油氣管道總長度將超過15萬公里,這將比2010年增長90%。 焊接

改擴建工程工藝管線碰頭口焊接管理
格式:pdf
大小:247KB
頁數:1P
4.6
改擴建工程中所涉及到的裝置一般來說都能為用戶帶來較大的收益,與此同時,對于工期的要求也非常緊迫,施工組織和新建項目相比也比較繁瑣。在改擴建的工程項目中,會經常遇到新老工藝管線的碰頭口焊接問題。在這類問題中,由于焊接材料和焊接方法的復雜化,如果在焊接過程處理不當,將會給改擴建工程帶來極大的質量隱患。基于此,本文將詳細分析改擴建工程當中的管線碰頭口焊接技術,總結管理的意義。
改擴建工程工藝管線碰頭口焊接管理 改擴建工程工藝管線碰頭口焊接管理
格式:pdf
大小:36KB
頁數:3P
4.8
通過揚子石油化工公司85萬t/a芳烴改擴建工程工藝管線碰頭口焊接質量管理的成功經驗,闡述如何保證改擴建工程工藝管線碰頭口焊縫的焊接質量,為公司以后改擴建工程實施工藝管線碰頭口焊接質量管理積累了經驗。
UNS$32750焊接管線管的生產工藝精華文檔
焊接管理制度 (3)
格式:pdf
大小:155KB
頁數:28P
4.3
目錄 1、焊接工藝評定管理制度----------------th焊管01-2012 2、焊接材料管理制度--------------------th焊管02-2012 3、產品施焊管理制度--------------------th焊管03-2012 4、焊接試板管理制度--------------------th焊管04-2012 5、焊接返修及原材料補焊管理制度--------th焊管05-2012 6、焊接檢驗管理制度--------------------th焊管06-2012 7、焊工管理制度------------------------th焊管07-2012 焊接工藝評定管理制度 th焊管01-2012 1目的:保證鍋爐壓力容器產品制造時所用的焊接工藝得到焊接工藝評定,并確保焊接工 藝評定工作的有
高功率CO_2激光焊接管線鋼接頭的組織與性能 高功率CO_2激光焊接管線鋼接頭的組織與性能
格式:pdf
大小:1.1MB
頁數:5P
4.8
焊接是管線建設的關鍵技術之一,隨著我國管線鋼的快速發展,越來越需要匹配的焊接技術來滿足管線的建設。分析了激光焊在管道焊接中的優缺點,并采用高功率激光焊接設備,對板厚為16mm的x52管線鋼進行焊接,x射線探傷檢測焊縫無裂紋,采用光學顯微鏡分析了焊接接頭的焊縫結晶特性和微觀組織。根據美國石油學會標準apispec5l管線鋼規范,對焊接接頭進行了力學性能試驗。結果表明:焊接接頭的抗拉強度達480mpa,斷于母材;180°接頭彎曲未出現裂紋;-20℃焊縫金屬沖擊韌性cvn=279j,熔合區沖擊韌性cvn=282j,熱影響區沖擊韌性cvn=212j,焊接接頭的最大硬度分布在焊縫下部,為270hv左右。研究表明,各項性能均滿足管線鋼焊接的要求。
輸氣管線在役焊接管道內壁變形的數值模擬 輸氣管線在役焊接管道內壁變形的數值模擬
格式:pdf
大小:1007KB
頁數:5P
4.8
采用焊接過程數值模擬軟件sysweld研究了輸氣管線在役焊接過程中管道內壁的變形,并和常規焊接進行了對比.結果表明,對于在役焊接近縫區的一點,隨著焊接熱源的靠近,變形量逐漸增大,當焊接熱源經過該點時變形量最大,在隨后的冷卻過程中,變形量減小.在役焊接時焊接接頭的變形與常規焊接有較大差異,在役焊接過程中接頭的瞬態變形和殘余變形均為外凸變形;而對于常規焊接,隨著焊接冷卻過程的進行,逐漸由外凸變形過渡為內凹變形,最終的殘余變形為內凹變形.隨著焊接熱輸入的增大,在役焊接接頭近縫區的瞬態變形和殘余變形均增大,遠離焊縫中心區域的瞬態變形和殘余變形隨著熱輸入的增加而減小.
L360NB管線管
格式:pdf
大小:103KB
頁數:6P
4.4
鋼管常用規格參數表編輯 無縫鋼管理論重量表 外徑mm 0.50.60.811.21.41.51.61.82 60.070.080.10.120.140.160.170.170.190.2 70.080.10.120.150.170.190.20.210.230.25 80.090.110.140.170.20.230.240.250.280.3 90.110.120.160.20.230.260.280.290.320.35 100.120.140.180.220.260.30.310.330.360.4 110.130.150.20.250.290.330.350.370.410.44 120.140.170.220.270.32
UNS$32750焊接管線管的生產工藝最新文檔
基于案例推理的激光焊接管理 基于案例推理的激光焊接管理
格式:pdf
大小:95KB
頁數:4P
4.7
為提高激光焊接試驗的成功率,將基于案例推理(cbr)技術應用在激光焊接系統中。介紹了激光焊接系統的案例表示、案例檢索(包括權重設定和相似度計算)以及實例檢索,使用最近鄰算法從案例庫中找尋最相近的案例。實例表明,cbr技術能夠有利于提高激光焊接試驗的成功率。
常用焊接管件的放樣方法
格式:pdf
大小:3.0MB
頁數:30P
4.7
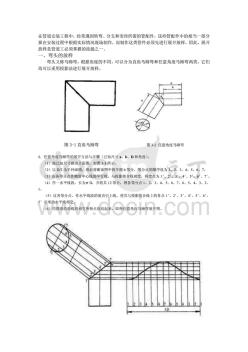
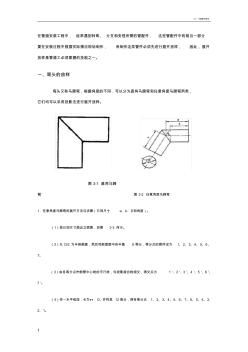
v1.0可編輯可修改 1 在管道安裝工程中,經常遇到轉彎、分支和變徑所需的管配件,這些管配件中的相當一部分 要在安裝過程中根據實際情況現場制作,而制作這類管件必須先進行展開放樣,因此,展開 放樣是管道工必須掌握的技能之一。 一、彎頭的放樣 彎頭又稱馬蹄彎,根據角度的不同,可以分為直角馬蹄彎和任意角度馬蹄彎兩類, 它們均可以采用投影法進行展開放樣。 圖3-1直角馬蹄 彎圖3-2任意角度馬蹄彎 1.任意角度馬蹄彎的展開方法與步驟(己知尺寸a、b、d和角度)。 (1)按已知尺寸畫出立面圖,如圖3-3所示。 (2)以d/2為半徑畫圓,然后將斷面圖中的半圓6等分,等分點的順序設為1、2、3、4、5、6、 7。 (3)由各等分點作側管中心線的平行線,與投影接合線相交,得交點為1'、2'、3'、4'、5'、6'、 7'。 (4)作一水平線段,長為πd,并將其1
焊接管在成品油輪的應用 焊接管在成品油輪的應用
格式:pdf
大小:2.3MB
頁數:6P
4.4
本文主要是對焊接管在成品油輪的應用進行了介紹,并且也對焊接管的特點、選用、設計、制作和安裝要求等知識進行了相關的探討和介紹

潔凈廠房工藝管線管理制度
格式:pdf
大小:136KB
頁數:7P
4.7
副本編號: ****制藥廠 頒發部門: 技術質量科 題目: 潔凈廠房工藝管線管理制度 共3頁 第1頁 文件編碼: sop―a1―005 版本號: 01 替代:起草: 部門審查:qa審查:批準:執行日期: 2008-06-30 變更記載: 修訂號:批準: 變更原因及目的: 文件副本分發明細 提取車間01 正本:技術質量科副本編號:01 程序性文件 潔凈廠房工藝管線管理制度 文本編號sop-a1-005版本號01生效日期2008-06-30第2頁共7頁 一.目的: 建立潔凈廠房工藝管線管理制度,以規范潔凈廠房工藝管線安裝,確保符合gmp及相 關法規要求,防止發生污染、火災等事故。 二.范圍: 本標準適用于***制藥廠精烘包潔凈廠房工藝管線安裝規定。 三.責任者: 1、潔凈廠房操作人員:按本標準要求,負責對崗位的
焊接管理制度
格式:pdf
大小:147KB
頁數:6P
4.8
中國3000萬經理人首選培訓網站 更多免費資料下載請進:http://www.***.***好好學習社區 焊接管理制度 1、焊接工藝評定管理 執行公司焊接工藝評定控制,焊接工藝評定管理工作由公司所屬焊檢公司負責實施,由項目焊接 技術人員根據工程焊接情況和要求(規格、材質)提出申請,由焊檢公司出據由公司總工批準能夠覆蓋 整個工程焊接的工藝評定一覽表,作為項目工程焊接編制焊接工藝卡的依據及指導性文件來執行。 2、焊機管理 3.1、公司所有焊機統一有機具站管理調拔,各專業工區需用焊機直接向本項目機具站工區租賃. 3.2、焊機由公司機具站負責維護保養.按《設備管理維修制度》執行。 3.3、焊接熱處理設備由熱機公司負責管理,使用的計量儀表應處于有效期內。 3、焊接材料管理 4.1、焊材采購采用專業工區計劃報批,由項目經營部(物資)統一采購,采購嚴格執行公司
焊接管理流程
格式:pdf
大小:2.0MB
頁數:45P
4.3
. . 焊接管理流程 1.目的 加強公司各項目焊接質量控制,保證公司焊接質量管理體系有效的運行,確保焊接質量持續滿足業主和當地有關法律法規以及國 內外相關技術標準的要求。 2.范圍 本流程適應于公司范圍內的所有工程的焊接管理。 3.定義 3.1焊接工藝評定:為驗證所擬定的焊件焊接工藝的正確性而進行的試驗過程及結果評價。 3.2焊接工藝規程:制造焊件所有關的加工和實踐要求的焊接工藝指導文件,可保證由熟練焊工或操作工操作時質量的再現性 3.3焊工技能評定:為驗證焊工執行焊接工藝規程能力的試驗過程及結果評價。 3.4焊接熱處理:在焊接之前、焊接過程中或焊接之后,將焊件全部或局部加熱、保溫、冷卻,以改善工件的焊接工藝性能、焊接接 頭的金相組織和力學性能的一種工藝。焊接熱處理包括預熱、后熱和焊后熱處理。 4.職責 4.1技術中心:審核“焊接工藝評定計劃”,編制“焊接工藝評定任

不銹鋼焊接管 (2)
格式:pdf
大小:5.8MB
頁數:14P
4.7
201不銹鋼焊管 201不銹鋼焊管、具有耐酸、耐堿,密度高、拋光無氣泡、無針孔等特點,是生產各種表殼、表帶底蓋 優質材料等。主要用于做裝飾管,工業管,一些淺拉伸的制品. 201不銹鋼焊管是國際不銹鋼標示方法 201不銹鋼焊管--s20100(aisi.astm) 美國鋼鐵學會是用三位數字來標示各種標準級的可鍛不銹鋼的。其中: ①奧氏體型不銹鋼用200和300系列的數字標示, ②鐵素體和馬氏體型不銹鋼用400系列的數字表示。例如,某些較普通的奧氏體不銹鋼是以201、304、316 以及310為標記 ③鐵素體不銹鋼是以430和446為標記,馬氏體不銹鋼是以410、420以及440c為標記,雙相(奧氏體- 鐵素體) ④不銹鋼、沉淀硬化不銹鋼以及含鐵量低于50%的高合金通常是采用專利名稱或商標名。 202不銹鋼焊管 202不銹鋼管化學
UNS$32750焊接管線管的生產工藝相關
文輯推薦
知識推薦
百科推薦


職位:建筑結構安裝BIM工程師
擅長專業:土建 安裝 裝飾 市政 園林


