

TP316L+Q235不銹鋼復合鋼板的焊接工藝探討
格式:pdf
大小:260KB
頁數:4P
人氣 :70
 4.4
4.4
不銹鋼復合鋼板的焊接要求較高,特別是保證焊縫的耐腐蝕性是關鍵。本文主要對TP316L+Q235不銹鋼復 合鋼板的對接和角接形式的接頭,從焊前準備工作,焊接方法及焊接材料的選擇進行分析,制定出較合理的焊接工藝方 案,滿足了設計施工的需要。



310S+Q235B不銹鋼復合鋼板焊接工藝
格式:pdf
大小:1.3MB
頁數:3P
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
 310S+Q235B不銹鋼復合鋼板焊接工藝
310S+Q235B不銹鋼復合鋼板焊接工藝 310S+Q235B不銹鋼復合鋼板焊接工藝
格式:pdf
大小:251KB
頁數:3P
分析了310s+q235b不銹鋼復合鋼板的焊接性和焊接難點。通過分析異種鋼焊接熱應力以及過渡層碳,要獲得良好的焊接接頭,必須做好過渡層的焊接。因此選用了ni、cr含量較高的e310-16焊條作為焊接材料,基于舍夫勒狀態圖,通過數學分析的方法,確定了焊縫的熔合比,提出了可行的焊接工藝,并通過試驗驗證了焊接工藝的合理性。
編輯推薦下載

奧氏體不銹鋼復合鋼板焊接工藝改造
格式:pdf
大小:1.3MB
頁數:3P
4.6
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
TP316L+Q235不銹鋼復合鋼板焊接工藝熱門文檔
不銹鋼復合鋼板焊接工藝
格式:pdf
大小:8KB
頁數:1P
4.6
不銹鋼復合鋼板的焊接工藝研究 【摘要】不銹鋼復材的厚度一般在3-6mm,而基材的厚度則可 能根據需要確定為10以上的任意厚度。由于不銹鋼復合板存在珠 光體鋼與奧氏體鋼兩種材質,所以焊接過程中除了考慮到珠光體基 材的接頭性能和奧氏體復材的性能要求外,還存在著異種鋼的焊接 問題。因此在焊接不銹鋼復合板的過程中同時具有珠光體鋼、奧氏 體鋼和異種鋼的焊接特點,并且由于特殊的用途及散熱情況和應力 狀態的影響復合板的焊接還具有他自己的特點。 【關鍵詞】不銹鋼;技術;焊接 1.特點分析 不銹鋼復合鋼板通常是由較厚的珠光體鋼做基層和較薄的奧氏 體不銹鋼、奧氏體—鐵素體雙相不銹鋼、鐵素體不銹鋼、馬氏體不 銹鋼,以及沉淀硬化型不銹鋼等復合而成。覆層為奧氏體不銹鋼、 奧氏體—鐵素體雙相不銹鋼、鐵素體不銹鋼具有比較高的耐蝕性。 當水中含有氯離子時,這類鋼比馬氏體型不銹鋼抗點腐蝕能力較 好,雙相不銹鋼的點腐
不銹鋼復合鋼板焊接工藝評定試驗
格式:pdf
大小:1.8MB
頁數:7P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

不銹鋼復合鋼板焊接工藝評定試驗 (2)
格式:pdf
大小:2.8MB
頁數:8P
4.8
www.bzfxw.com www.bzfxw.com www.bzfxw.com www.bzfxw.com www.bzfxw.com
奧氏體不銹鋼復合鋼板焊接工藝改造 奧氏體不銹鋼復合鋼板焊接工藝改造
格式:pdf
大小:535KB
頁數:3P
4.5
針對經常出現的復合板焊接裂紋問題,結合金相檢驗、理化試驗,利用舍夫勒圖對裂紋形成的原因進行了分析,并進行了工藝改造,避免了裂紋的產生,保證了生產質量.
TP316L+Q235不銹鋼復合鋼板焊接工藝精華文檔
不銹鋼復合鋼板焊接裂紋 不銹鋼復合鋼板焊接裂紋
格式:pdf
大小:242KB
頁數:3P
4.5
針對經常出現的復合板焊接裂紋問題,結合金相檢驗、理化試驗,利用舍夫勒圖進行原因分析。結果表明,過渡區馬氏體組織的生成,異種鋼接頭的熱應力是產生焊接裂紋的主要原因。減小熔合比是防止裂紋產生的關鍵。
不銹鋼復合鋼板焊接探討 不銹鋼復合鋼板焊接探討
格式:pdf
大小:506KB
頁數:3P
4.4
不銹鋼復合板具有廣闊的發展前景,焊接技術是其推廣應用的關鍵技術。本文就不銹鋼復合板焊接中可能出現的問題以及在實際焊接中應采取的工藝措施進行了討論。

316L不銹鋼的焊接工藝
格式:pdf
大小:36KB
頁數:3P
4.4
316l不銹鋼的焊接工藝 1.奧氏體不銹鋼的性能和焊接性分析 316l奧氏體不銹鋼熱導率低、線膨脹系數大,無磁性;抗拉 強度≥550n/mm2,屈服強度≥480n/mm2 1.焊接裂紋 (1)316l奧氏體不銹鋼的導熱系數大約只有低碳鋼的一半, 而線膨脹系數卻大得多,所以焊后在接頭中會產生較大的焊 接內應力。 (2)316l奧氏體不銹鋼的液、固相線的區間較大,結晶時間 較長,且奧氏體結晶的枝晶方向性強,所以雜質偏析現象比 較嚴重。 綜上所述,316l奧氏體不銹鋼焊接時比較容易產生焊接熱 裂紋,包括焊縫的縱向和橫向裂紋、火口裂紋、打底焊的根 部裂紋和多層焊的層間裂紋等。 2.316l奧氏體不銹鋼焊接工藝 2.1焊接方法 316l不銹鋼的焊接,根據不銹鋼的特點,盡可能減少熱輸入量, 故采用手工電弧焊,氬弧焊兩種方法。 2.2焊材選擇 316l奧氏體不銹鋼

316L不銹鋼焊接工藝 (2)
格式:pdf
大小:130KB
頁數:4P
4.7
以后有316l的焊接件一定要按此工藝執行。焊工資質需由《奧氏體不銹鋼合格證》。 316l不銹鋼管道焊接工藝 1.焊接準備 焊接方法:根據不銹鋼的焊接特點,應盡可能減小熱輸入量,一般采用手工電弧焊、鎢極氬弧焊 兩種方法,φ>100mm的采用氬弧焊打底加電弧焊填充蓋面。φ≦100mm且壁厚小于5mm的管 道采用全用氬弧焊,壁厚大于等于5mm的管道采用氬弧打底,電弧焊填充蓋面。 電焊機:由于不銹鋼焊接易產生引弧夾鎢和收縮氣孔需要配備高頻引弧和電流衰減特性的專用 氬弧焊機。 焊材:焊絲采用φpp-tig316l,焊條采用:φ,使用前焊絲表面去除氧化層和油污使用丙酮或酒 精揩干凈;焊條應200-250℃烘干1h,存放保溫筒內隨取隨用。 焊接電流:不銹鋼導熱效率低,約為碳鋼的1/3,電阻率約為碳鋼的5倍,線膨脹系數比碳鋼約 大50%,密度大于碳鋼,因此焊接
TP316L+Q235不銹鋼復合鋼板焊接工藝最新文檔
316L不銹鋼焊接工藝
格式:pdf
大小:147KB
頁數:5P
4.4
以后有316l的焊接件一定要按此工藝執行。焊工資質需由《奧氏體不銹鋼合格證》。 316l不銹鋼管道焊接工藝 1.焊接準備 1.1焊接方法:根據不銹鋼的焊接特點,應盡可能減小熱輸入量,一般采用手工電弧焊、鎢極氬弧 焊兩種方法,φ>100mm的采用氬弧焊打底加電弧焊填充蓋面。φ≦100mm且壁厚小于5mm 的管道采用全用氬弧焊,壁厚大于等于5mm的管道采用氬弧打底,電弧焊填充蓋面。 1.2電焊機:由于不銹鋼焊接易產生引弧夾鎢和收縮氣孔需要配備高頻引弧和電流衰減特性的專 用氬弧焊機。 1.3焊材:焊絲采用φ2.5/pp-tig316l,焊條采用:φ2.5-3.2/a022,使用前焊絲表面去除氧化層和油 污使用丙酮或酒精揩干凈;焊條應200-250℃烘干1h,存放保溫筒內隨取隨用。 1.4焊接電流:不銹鋼導熱效率低,約為碳鋼的1/3,電阻率約為碳鋼的5倍,
淺談不銹鋼復合鋼板儲罐焊接工藝
格式:pdf
大小:98KB
頁數:1P
4.7
淺談不銹鋼復合鋼板儲罐焊接工藝 onthestainlesssteeltankweldingcompound/junliu 【摘要】目前很多化工原料儲罐為節約 成本,將不銹鋼儲罐設計成不銹鋼和碳鋼復合 板儲罐。做好復合板儲罐的焊接工作是施工 的核心工藝。 【關鍵詞】復合板焊接 abstract:atpresent,manychemicalsstor- agetanksinordertosavecosts,thestainlesssteel tankdesignedstainlesssteeltanksandsteelcom- positepanels.makecompositeboardtankwelding isthecoreoftheconstructionprocess. keywords:com
不銹鋼復合鋼板的焊接工藝 不銹鋼復合鋼板的焊接工藝
格式:pdf
大小:127KB
頁數:3P
4.5
對不銹鋼復合鋼板的焊接特點進行了理論分析,總結出其焊接三要素:焊接坡口、焊接材料和參數、焊接順序。實踐證明,只要遵循其焊接要點,不銹鋼復合鋼板的焊接質量是非常穩定的。
不銹鋼復合鋼板的焊接工藝
格式:pdf
大小:271KB
頁數:4P
4.3
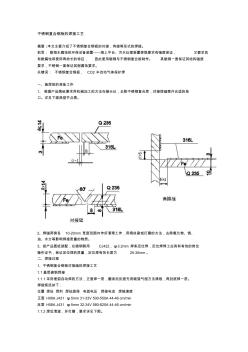
不銹鋼復合鋼板的焊接工藝 摘要:本文主要介紹了不銹鋼復合鋼板的對接,角接等形式的焊接。 前言:耐海水腐蝕的環保設備裝置——海上平臺、污水處理裝置等既要求有強度保證,又要求具 有耐腐蝕和使用壽命長的特征,因此使用碳鋼與不銹鋼復合板制作。其碳鋼一面保證其結構強度 要求,不銹鋼一面保證其耐腐蝕要求。 關鍵詞:不銹鋼復合鋼板,co2半自動氣體保護焊 一、施焊前的準備工作 1、根據產品圖紙要求用機械加工的方法在接頭處,去除不銹鋼復合層,對接焊縫需開合適的坡 口。詳見下面典型節點圖。 2、焊縫兩側各10-20mm寬度范圍內作好清理工作,用鋼絲刷或打磨的方法,去除氧化物、銹、 油、水分等影響焊接質量的物質。 3、按產品圖紙裝配,在碳鋼側用cj422,φ3.2mm焊條定位焊,定位焊焊工應具有有效的崗位 操作證書,保證定位焊的質量,定位焊有效長度為25-30mm。 二、焊接過程

S30403+Q345R不銹鋼復合鋼板自動焊焊接工藝
格式:pdf
大小:104KB
頁數:2P
4.8
不銹鋼復合鋼板是石油和化工生產中應用較多的復合鋼板,我公司承接了某化工廠6臺不銹鋼復合鋼板壓力容器的生產任務,其主體材質是30mm+4mm的s30403+q345r。由于工期較短,如按常規的焊接方法,對過渡層和復層采用手工電弧焊進行焊接,不能按時完工。為了確保設備按時交付,對其工藝進行探討,通過查閱許多有關資料及試驗,為了提高工作效率,確定復層和過渡層采用自動焊進行焊接。
 不銹鋼復合鋼板及焊接
不銹鋼復合鋼板及焊接 不銹鋼復合鋼板及焊接
格式:pdf
大小:505KB
頁數:3P
4.4
主要對不銹鋼復合鋼板進行簡介,并介紹不銹鋼復合鋼板的焊接特點,詳細介紹不銹鋼復合鋼板焊接材料的選擇、焊前準備、焊接規范、不銹鋼復合鋼板焊材的選用、不銹鋼復合鋼板焊接中應注意的問題。不銹鋼復合鋼板及焊接在我公司得到廣泛的應用,經濟效益明顯。針對不同的行業,不同的環境,在實際生產中可借鑒使用,會取得良好的經濟效益和使用效果。
雙相不銹鋼復合鋼板的焊接 雙相不銹鋼復合鋼板的焊接
格式:pdf
大小:284KB
頁數:4P
4.6
舉世矚目的三峽工程在排砂鋼管的制作安裝中,選用了雙相不銹鋼復合鋼板,這在國內水電建設中尚屬首次。而雙相不銹鋼復合鋼板的焊接在金屬結構制作安裝中要求高,難度大。為此進行了大量的工藝評定、焊工培訓以及產品焊接等應用研究。較全面地掌握了雙相不銹鋼復合鋼板的焊接技術,保證了三峽工程金屬構件的制造安裝。
不銹鋼復合鋼板焊接要點及技巧
格式:pdf
大小:36KB
頁數:6P
4.7
不銹鋼復合鋼板的焊接要點及技巧 摘要:不銹鋼復合鋼板既有不銹鋼較強的耐腐蝕性,又有普通 鋼的經濟性。但其制造及焊接工藝較復雜,特別是對過渡層及復合 層的焊接質量要求很高。由于不銹鋼復合鋼板是由兩層不同性質的 鋼板復合而成,故在焊接時有其特殊性,本文針對不銹鋼復合鋼板 的焊接要點及技巧進行了簡單的探討。 關鍵詞:不銹鋼復合鋼板焊接要點焊接技巧 焊接工藝的制定 不銹復合鋼板的焊接屬于不同組織異種鋼的焊接,焊接時如果 焊接工藝不合理,在焊接應力作用下易產生結晶裂紋,在熱影響 區易產生液化裂紋。當用結構鋼焊條焊接基層時,如果熔化到不 銹鋼復層,由于合金元素滲入焊縫,焊縫硬度增加,塑性降低,易 導致裂紋產生;當用不銹鋼焊條焊接復層時,如果熔化到結構鋼基 層,會使焊縫合金成分稀釋而降低焊縫的塑性和耐腐蝕性。 焊接材料 復合鋼板的基層和復層分別選用各自適用的焊接材料進行焊 接。關鍵是接近復層的過
TP316L+Q235不銹鋼復合鋼板焊接工藝相關
文輯推薦
知識推薦
百科推薦


職位:鋼結構項目管理工程師
擅長專業:土建 安裝 裝飾 市政 園林


