




電焊條
格式:pdf
大小:127KB
頁數:8P
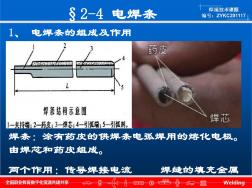
電焊條 目錄 作用 常用型號 分類 存放處理 作用 電焊條 焊條由焊芯及藥皮兩部分構成。焊條是在金屬焊芯外將涂料(藥皮)均勻、向心 地壓涂在焊芯上。焊條種類不同,焊芯也不同。焊芯即焊條的金屬芯,為了保證 焊縫的質量與性能,對焊芯中各金屬元素的含量都有嚴格的規定,特別是對有害 雜質(如硫、磷等)的含量,應有嚴格的限制,優于母材。焊條中被藥皮包覆的 金屬芯稱為焊芯。焊芯一般是一根具有一定長度及直徑的鋼絲。焊接時,焊芯有 兩個作用:一是傳導焊接電流,產生電弧把電能轉換成熱能,二是焊芯本身熔化 作為填充金屬與液體母材金屬熔合形成焊縫。 壓涂在焊芯表面的涂層稱為藥皮。焊條的藥皮在焊接過程中起著極為重要的作 用。若采用無藥皮的光焊條焊接,則在焊接過程中,空氣中的氧和氮會大量侵入 熔化金屬,將金屬鐵和有益元素碳、硅、錳等氧化和氮化形成各種氧化物和氮化 物,并殘留在焊縫中,造成焊縫

編輯推薦下載
電焊條的分類
格式:pdf
大小:766KB
頁數:17P
 4.4
4.4
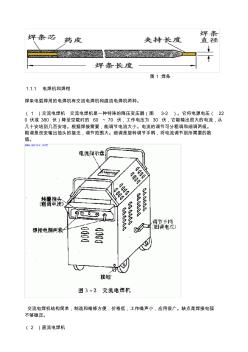
圖1焊條 1.1.1電焊機和焊鉗 焊條電弧焊用的電焊機有交流電焊機和直流電焊機兩種。 (1)交流電焊機交流電焊機是一種特殊的降壓變壓器(圖3-2)。它將電源電壓(22 0伏或380伏)降至空載時的60~70伏,工作電壓為30伏,它能輸出很大的電流,從 幾十安培到幾百安培。根據焊接需要,能調節電流大小。電流的調節可分粗調和細調兩級。 粗調是改變輸出抽頭的接法,調節范圍大。細調是旋轉調節手柄,將電流調節到所需要的數 值。 交流電焊機結構簡單,制造和維修方便,價格低,工作噪聲小,應用很廣。缺點是焊接電弧 不夠穩定。 (2)直流電焊機 直流電焊機是由交流電動機和特殊的直流發電機組成的(圖3-3)。電動機帶動發電機旋轉, 發出滿足焊接要求的直流電,其空載電壓約為50~80伏,工作電壓為30伏。電流調節 范圍為45~3

電焊條輔料
格式:pdf
大小:89KB
頁數:11P
4.7
曲周縣二手電焊條設備調劑中心 1 1 一月二月三月 產品名稱數量金額利潤產品名稱數量金額利潤產品名稱數量金額利潤 合計合計合計 四月五月六月 產品名稱 數 量 金 額 利 潤 產品名稱 數 量 金 額 利 潤 產品名稱 數 量 金 額 利 潤 合計合計合計 電焊條輔料(無機礦石類) 一、無機礦石類 1、大理石:大理石又稱云石,是重結晶的石灰巖,主要成分是caco3。大 曲周縣二手電焊條設備調劑中心 2 理石是以大理巖為代表的一類巖石,包括碳酸鹽巖和有關的變質巖,相對花崗石 來說一般質地較軟。常見巖石有大理巖、石灰巖、白云巖、夕卡巖等。大理石粉 通常用作填料,還廣泛用于人造地磚、橡膠、塑料、造紙、涂料、油漆、油墨、 電纜、建筑用品、食品、醫藥、紡織、飼料、牙膏等日用化工行業,作填充劑起 到增加產品的體積,降低生
TH-290鐵路專用電焊條應用熱門文檔

常用電焊條的規格、型號及用途
格式:pdf
大小:8KB
頁數:3P
4.5
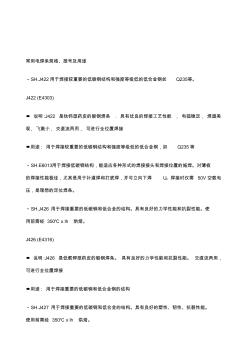
常用電焊條規格、型號及用途 ·sh.j422用于焊接較重要的低碳鋼結構和強度等級低的低合金鋼如q235等。 j422(e4303) ●說明:j422是鈦鈣型藥皮的碳鋼焊條.具有優良的焊接工藝性能,電弧穩定,焊道美觀,飛濺小,交直流 兩用,可進行全位置焊接 ●用途:用于焊接較重要的低碳鋼結構和強度等級低的低合金鋼,如q235等 ·sh.e6013用于焊接低碳鋼結構,能適應各種形式的焊接接頭和焊接位置的施焊。對薄板的焊接性能極佳, 尤其是用于補道焊和打底焊,并可立向下焊u。焊接時僅需50v空載電壓,是理想的定位焊條。 ·sh.j426用于焊接重要的低碳鋼和低合金的結構。具有良好的力學性能和抗裂性能。使用前需經350℃x lh烘焙。 j426(e4316) ●說明:j426是低氫鉀型藥皮的碳鋼焊條。具有良好的力學性
常用電焊條的規格型及用途
格式:pdf
大小:8KB
頁數:3P
4.5
常用電焊條規格、型號及用途 ·用于焊接較重要的低碳鋼結構和強度等級低的低合金鋼如q235等。 j422(e4303) ●說明:j422是鈦鈣型藥皮的碳鋼焊條.具有優良的焊接工藝性能,電弧穩定,焊道美觀, 飛濺小,交直流兩用,可進行全位置焊接 ●用途:用于焊接較重要的低碳鋼結構和強度等級低的低合金鋼,如q235等 ·用于焊接低碳鋼結構,能適應各種形式的焊接接頭和焊接位置的施焊。對薄板的焊接性能 極佳,尤其是用于補道焊和打底焊,并可立向下焊u。焊接時僅需50v空載電壓,是理想的 定位焊條。 ·用于焊接重要的低碳鋼和低合金的結構。具有良好的力學性能和抗裂性能。使用前需經 350℃xlh烘焙。 j426(e4316) ●說明:j426是低氫鉀型藥皮的碳鋼焊條。具有良好的力學性能和抗裂性能。交直流兩用, 可進行全位置焊接 ●用途
常用電焊條規格型及用途
格式:pdf
大小:9KB
頁數:5P
4.8
常用電焊條規格型號及用途 ·用于焊接較重要的低碳鋼結構和強度等級低的低合金 鋼如q235等。j422(e4303)●說明:j422是鈦鈣型藥皮的碳 鋼焊條.具有優良的焊接工藝性能,電弧穩定,焊道美觀, 飛濺小,交直流兩用,可進行全位置焊接●用途:用于焊接 較重要的低碳鋼結構和強度等級低的低合金鋼,如q235 等·用于焊接低碳鋼結構,能適應各種形式的焊接接頭和焊 接位置的施焊。對薄板的焊接性能極佳,尤其是用于補道焊 和打底焊,并可立向下焊u。焊接時僅需50v空載電壓,是 理想的定位焊條。·用于焊接重要的低碳鋼和低合金的結構。 具有良好的力學性能和抗裂性能。使用前需經350℃xlh烘 焙。j426(e4316)●說明:j426是低氫鉀型藥皮的碳鋼焊條。 具有良好的力學性能和抗裂性能。交直流兩用,可進行全位 置焊接●用途:用
常用電焊條分類簡介資料
格式:pdf
大小:108KB
頁數:9P
4.3
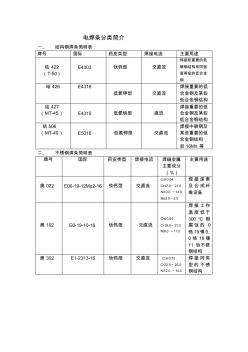
電焊條分類簡介 一、結構鋼焊條簡明表: 牌號國際藥皮類型焊接電流主要用途 結422 (t-50) e4303鈦鈣型交直流 焊接較重要的低 碳鋼結構和同強 度等級的低合金 鋼 結426e4316 低氫鉀型交直流 焊接重要的低 合金鋼及某些 低合金鋼結構 結427 (mt-45)e4315低氫鈉型直流 焊接重要的低 合金鋼及某些 低合金鋼結構 結506 (mt-40)e5016低氫鉀型交直流 焊接中碳鋼及 某些重要的低 合金鋼結構, 如16mn等 二、不銹鋼焊條簡明表 牌號國際藥皮類型焊接電流焊縫金屬 主要成分 (%) 主要用途 奧022e00-19-12mo2-16鈦鈣型交直流 c≤0.04 cr17.0~21.0 ni10.0~14.0 mo2.0~2.5 焊接尿素 及合成纖 維設備 奧102e0-19-10-
TH-290鐵路專用電焊條應用精華文檔
電焊條的配制
格式:pdf
大小:91KB
頁數:14P
4.6
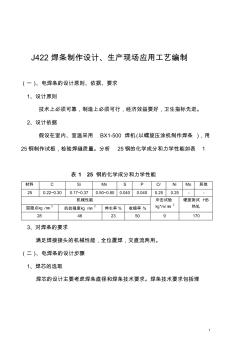
1 j422焊條制作設計、生產現場應用工藝編制 (一)、電焊條的設計原則、依據、要求 1、設計原則 技術上必須可靠,制造上必須可行,經濟效益要好,衛生指標先進。 2、設計依據 假設在室內、室溫采用bx1-500焊機(以螺旋壓涂機制作焊條),用 25鋼制作試板,檢驗焊縫質量。分析25鋼的化學成分和力學性能如表1 表125鋼的化學成分和力學性能 材料csimnspcrnimo其他 250.22~0.300.17~0.370.50~0.800.0400.0400.250.25-- 機械性能沖擊試驗 ㎏*m/㎜2 硬度測試hb 熱軋屈服點㎏/㎜2抗拉強度㎏/㎜2伸長率%收縮率% 284623509170 3、對焊條的要求 滿足焊接接頭的機械性能,全位置焊,交直流兩用。 (二)、電焊條的設計步驟 1、焊
常用電焊條的規格型號及用途
格式:pdf
大小:72KB
頁數:6P
4.5
精品資料 常用電焊條規格、型號及用途 ·sh.j422用于焊接較重要的低碳鋼結構和強度等級低的低合金鋼如q235等。 j422(e4303) ●說明:j422是鈦鈣型藥皮的碳鋼焊條.具有優良的焊接工藝性能,電弧穩定,焊道美觀, 飛濺小,交直流兩用,可進行全位置焊接 ●用途:用于焊接較重要的低碳鋼結構和強度等級低的低合金鋼,如q235等 ·sh.e6013用于焊接低碳鋼結構,能適應各種形式的焊接接頭和焊接位置的施焊。對薄板 的焊接性能極佳,尤其是用于補道焊和打底焊,并可立向下焊u。焊接時僅需50v空載電 壓,是理想的定位焊條。 ·sh.j426用于焊接重要的低碳鋼和低合金的結構。具有良好的力學性能和抗裂性能。使用 前需經350℃xlh烘焙。 j426(e4316) ●說明:j426是低氫鉀型藥皮的碳鋼焊條。具

常用電焊條的規格型號及用途
格式:pdf
大小:8KB
頁數:3P
4.7
. 整理文本 常用電焊條規格、型號及用途 ·sh.j422用于焊接較重要的低碳鋼結構和強度等級低的低合金鋼如q235等。 j422(e4303) ●說明:j422是鈦鈣型藥皮的碳鋼焊條.具有優良的焊接工藝性能,電弧穩定,焊道美觀, 飛濺小,交直流兩用,可進行全位置焊接 ●用途:用于焊接較重要的低碳鋼結構和強度等級低的低合金鋼,如q235等 ·sh.e6013用于焊接低碳鋼結構,能適應各種形式的焊接接頭和焊接位置的施焊。對薄板 的焊接性能極佳,尤其是用于補道焊和打底焊,并可立向下焊u。焊接時僅需50v空載電 壓,是理想的定位焊條。 ·sh.j426用于焊接重要的低碳鋼和低合金的結構。具有良好的力學性能和抗裂性能。使用 前需經350℃xlh烘焙。 j426(e4316) ●說明:j426是低氫鉀型藥皮的碳鋼焊條。具有良好的
電焊條輔料
格式:pdf
大小:80KB
頁數:14P
4.6
電焊條輔料 一、無機類 (一)礦石類 1、大理石:大理石又稱云石,是重結晶的石灰巖,主要成分是caco3。大 理石是以大理巖為代表的一類巖石,包括碳酸鹽巖和有關的變質巖,相對花崗石來說 一般質地較軟。常見巖石有大理巖、石灰巖、白云巖、夕卡巖等。大理石粉通常用作 填料,還廣泛用于人造地磚、橡膠、塑料、造紙、涂料、油漆、油墨、電纜、建筑用 品、食品、醫藥、紡織、飼料、牙膏等日用化工行業,作填充劑起到增加產品的體積, 降低生產成本。 電焊條用大理石粉須具有高白度、高純度、粒徑均勻等特點,其作用主要是造渣 和造氣,其次是穩弧和提高熔渣的堿度以及脫硫等。 主要化學成分指標(%): caco3≥95s≤0.03p≤0.03 在焊條藥皮中的作用: (1)脫硫; (2)穩弧; (3)分解co2,保護焊縫不被氧化、氮化; (4)造成短渣、使方向性焊接方便; (5)脫磷(間接)。 對焊
TH-290鐵路專用電焊條應用最新文檔
電焊條牌號
格式:pdf
大小:474KB
頁數:6P
4.6
電焊條的牌號 焊條牌號是根據焊條的主要用途、性能特點對焊條產品的具體命名。我國焊條牌號是按照國家標準gb 980—76《焊條分類及型號編制方法》制訂的。1995年后,參照國際標準修訂的新國標(gb/t5117—95、 gb/t5118—95、gb/t983—95等)頒布,同時廢止了相應的舊焊條國家標準。焊條型號編制本應按照新 的焊條國家標準執行,由于目前國內焊條國家標準尚不全,而國內各行各業對原有的焊條牌號及編制方法 沿用已久,已成習慣,故新編制的《焊接材料產品樣本》中仍保留了原焊條牌號,將新國家標準中的焊條 型號與原牌號對照并加以標注。 焊條牌號及編制方法如下。 電焊條的牌號共分為十大類,如結構鋼焊條(包括低合金高強鋼焊條)、耐熱鋼焊條、不銹鋼焊條等。 焊條牌號通常以一個漢語拼音字母(或漢字)與三位數字表示。拼音字母(或漢字)表示焊條各大類,后 面的三位數字中
 鋼芯奧氏體冷焊球鐵電焊條的研制與應用
鋼芯奧氏體冷焊球鐵電焊條的研制與應用 鋼芯奧氏體冷焊球鐵電焊條的研制與應用
格式:pdf
大小:2.8MB
頁數:8P
4.7
用h08a鋼絲作焊芯,在藥皮中加鎳粉和釔基重稀土等合金制成的新型fe—ni型奧氏體冷焊球鐵“球348”電焊條,可替代焊補球鐵鑄件用的“鑄308”純鎳電焊條.提高了焊縫金屬的機械性能、加工工藝性和抗裂性能,降低成本60%.
運用電焊條專用潤濕劑改善焊接接頭質量的研究
格式:pdf
大小:172KB
頁數:2P
3
運用電焊條專用潤濕劑改善焊接接頭質量的研究——通過大量試驗研究表明.當前市售的j422、a102等電焊條,在施工過程中,由于熔渣和液態金屬時固態金屬、熔渣時液態金屬還缺乏良好的潤涅作用,使焊接接頭熔舍區極易產生如咬邊、夾渣、焊瘤、未熔舍、熔舍帶不平...
運用電焊條專用潤濕劑改善焊接接頭質量的研究 運用電焊條專用潤濕劑改善焊接接頭質量的研究
格式:pdf
大小:44KB
頁數:2P
4.4
通過大量試驗研究表明,當前市售的j422、a102等電焊條,在施工過程中,由于熔渣和液態金屬對固態金屬、熔渣對液態金屬還缺乏良好的潤濕作用,使焊接接頭熔合區極易產生如咬邊、夾渣、焊瘤、未熔合、熔合帶不平緩等缺陷。因此通過上述潤濕作用對焊接接頭熔合區影響關系的探討,從改進焊條配方入手,研制出一種新型的電焊條專用潤濕劑。此潤濕劑能有效地改善該類電焊條產品的焊接工藝性能及焊接接頭質量,提高經濟效益。
 非金屬工業礦物在電焊條中的應用
非金屬工業礦物在電焊條中的應用 非金屬工業礦物在電焊條中的應用
格式:pdf
大小:338KB
頁數:未知
4.4
電焊條是工業部門大量使用的焊接材料,其中以e4303鈦鈣型焊條使用量最大,占總使用量的80%。焊條的藥皮主要由人造金紅石、鈦白粉和還原鈦鐵礦等構成。由于這些材料價格上揚,使焊條生產成本上升。為了降低生產成本,并提高、改進電焊條的產品質量和生產工藝,將廉價的非金屬工業礦物引入電焊條藥皮的配方,取得了良好的效果。在醴陵、株洲、錦州
連續涂層電焊條技術的推廣應用 連續涂層電焊條技術的推廣應用
格式:pdf
大小:124KB
頁數:1P
4.8
我國前些年研究開發的連續涂層電焊條及其相應的焊接設備和工工藝系列技術(ccew),是焊接技術的一次突破性發展,是對傳統焊接方法的徹底變革,對經濟建設具有十分重大的意義。本文作者全面介紹了連續涂層電焊條系列技術的概念,工藝裝備、焊接的性能和優點,提出全方位推廣應用這項高新焊接技術以取代傳統焊接方法的建議,
利用普通電焊條焊接鑄鐵件 利用普通電焊條焊接鑄鐵件
格式:pdf
大小:61KB
頁數:1P
4.4
眾所周知,普通結構鋼焊條主要是用來焊接普通碳素結構鋼,而用它來焊接鑄鐵,則很難達到滿意的焊接效果.筆者在設備維修工作中,摸索發現了一種利用普通結構鋼焊條焊接鑄鐵件的方法,經實踐檢驗,質量可靠,效果理想,適用于性能要求不是很高的中小型機械設備的維修,尤其適用于農機、農具的維修及應急情況下的維修.現介紹該方法的使用要點和操作注意事項.
常用電焊條的規格型號及用途 (2)
格式:pdf
大小:9KB
頁數:6P
4.6
常用電焊條規格、型號及用途 ·sh.j422用于焊接較重要的低碳鋼結構和強度等級低的低合金鋼如q235等。 j422(e4303) ●說明:j422是鈦鈣型藥皮的碳鋼焊條.具有優良的焊接工藝性能,電弧穩定,焊道美 觀,飛濺小,交直流兩用,可進行全位置焊接 ●用途:用于焊接較重要的低碳鋼結構和強度等級低的低合金鋼,如q235等 ·sh.e6013用于焊接低碳鋼結構,能適應各種形式的焊接接頭和焊接位置的施焊。對薄板 的焊接性能極佳,尤其是用于補道焊和打底焊,并可立向下焊u。焊接時僅需50v空載電 壓,是理想的定位焊條。 ·sh.j426用于焊接重要的低碳鋼和低合金的結構。具有良好的力學性能和抗裂性能。使 用前需經350℃xlh烘焙。 j426(e4316) ●說明:j426是低氫鉀型藥皮的碳鋼焊條。具有良好的力學性能和抗裂性
利用普通電焊條焊接鑄鐵件 利用普通電焊條焊接鑄鐵件
格式:pdf
大小:61KB
頁數:1P
4.7
眾所周知,普通結構鋼焊條主要是用來焊接普通碳素結構鋼,而用它來焊接鑄鐵,則很難達到滿意的焊接效果.筆者在設備維修工作中,摸索發現了一種利用普通結構鋼焊條焊接鑄鐵件的方法,經實踐檢驗,質量可靠,效果理想,適用于性能要求不是很高的中小型機械設備的維修,尤其適用于農機、農具的維修及應急情況下的維修.現介紹該方法的使用要點和操作注意事項.
TH-290鐵路專用電焊條應用相關
文輯推薦
知識推薦
百科推薦

職位:建筑環境與設備工程
擅長專業:土建 安裝 裝飾 市政 園林


