

基于Solidworks的外六角冷鐓螺釘工藝分析系統
格式:pdf
大小:162KB
頁數:4P
人氣 :84
 4.7
4.7
冷鐓工藝可以提高材料利用率、生產率以及改善金屬零件的機械性能。生產外六角螺釘的主要工藝是冷鐓。構建了一個來源于實例的基于Solidworks的外六角冷鐓螺釘的工藝分析系統,主要完成外六角螺釘工步設計,為設備選擇與模具設計提供可靠的數據,縮短設計周期,減輕設計人員的工作量。


Solidworks的外六角冷鐓螺釘工藝分析系統熱門文檔

 內六角螺釘斷裂失效分析
內六角螺釘斷裂失效分析 內六角螺釘斷裂失效分析
格式:pdf
大小:480KB
頁數:4P
4.8
ml40cr鋼12.9級內六角螺釘在裝配過程中發生斷裂。對斷口進行宏觀和微觀檢驗分析,結果表明:螺釘表面組織為回火屈氏體及回火索氏體+少量未溶鐵素體,表面硬度平均值443.7hv0.3,斷口附近氫質量分數為4.47×10-6,斷裂源區及其余外緣均為沿晶斷裂形貌,部分晶粒表面出現類似雞爪紋或發紋特征,表現出氫致延遲斷裂的特征,擴展區和終斷區主要為沿晶和韌窩的混合斷裂形貌。建議采用ml35crmo或42crmoa鋼制造,改進原材料酸洗工藝;熱處理前增加去鱗工序;改善熱處理工藝以降低螺釘的抗拉強度和硬度值,增加驅氫工藝,并對該批次螺釘進行48h氫脆驗證試驗。
六角螺母冷鐓成形工藝參數的確定及應用 六角螺母冷鐓成形工藝參數的確定及應用
格式:pdf
大小:113KB
頁數:未知
4.3
在四工位螺母冷鐓機上鐓制六角螺母,其生產效率高、表面質量好,是生產螺母的一種很好的生產方式。但與五工位螺母冷鐓機相比,由于少了一個工位(即鐓混六方工步),鐓球后只能直接鐓六角成形,且在第三工位、第四工位之間無夾鉗翻轉裝置,不利于外六方及內外倒角的成形,因此在坯料的用料直徑選擇以及變形工藝參數計算等方面均需要進行適當調整才能滿足零件變形要求。
Solidworks的外六角冷鐓螺釘工藝分析系統精華文檔
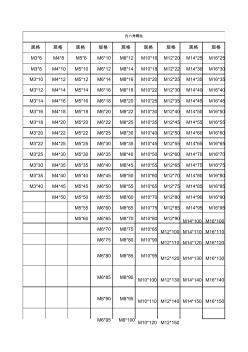
內六角螺釘常用長度
格式:pdf
大小:63KB
頁數:4P
4.5
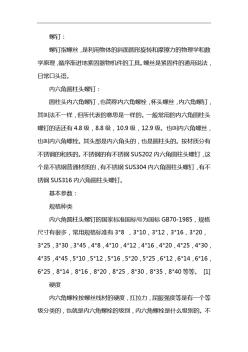
規格規格規格規格規格規格規格規格規格 m3*6m4*8m5*8m6*10m8*12m10*16m12*20m14*25m16*25 m3*8m4*10m5*10m6*12m8*14m10*18m12*22m14*30m16*30 m3*10m4*12m5*12m6*14m8*16m10*20m12*25m14*35m16*35 m3*12m4*14m5*14m6*16m8*18m10*22m12*30m14*40m16*40 m3*14m4*16m5*16m6*18m8*20m10*25m12*35m14*45m16*45 m3*16m4*18m5*18m6*20m8*22m10*30m12*40m14*50m16*50 m3*18m4*20m5*20m6*22m8*25
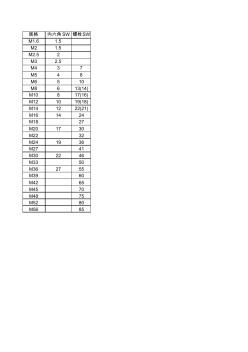
六角螺栓及內六角螺釘扳手開口尺寸
格式:pdf
大小:14KB
頁數:1P
4.7
規格內六角sw螺栓sw m1.61.5 m21.5 m2.52 m32.5 m437 m548 m6510 m8613(14) m10817(16) m121019(18) m141222(21) m161424 m1827 m201730 m2232 m241936 m2741 m302246 m3350 m362755 m3960 m4265 m4570 m4875 m5280 m5685
DIN571六角頭木螺釘
格式:pdf
大小:47KB
頁數:3P
4.5
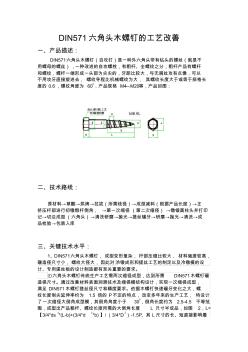
din571六角頭木螺釘的工藝改善 一、產品描述: din571六角頭木螺釘(自攻釘)是一種外六角頭帶有鉆頭的螺絲(就是不 用螺母的螺絲),一種改進的自攻螺栓,有粗桿、全螺紋之分,粗桿產品有螺桿 和螺紋,螺桿一端形成一頭部為尖尖的,牙距比較大,與無屑絲攻有點像,可以 不用攻牙直接旋進去,螺紋導程比機械螺紋為大,其螺紋長度大于或等于規格長 度的0.6,螺紋角度為600,產品規格m4—m20等,產品如圖: b d l b≥0.6l 由允許的沖壓工藝 所形成的凹槽p s edads k 二、技術路線: 原材料→草酸→烘烤→拉拔(所需線徑)→成型減料(根據產品長度)→正 擠壓桿部進行初鐓粗桿倒角,→第一次縮徑(第二次縮徑)→鐓鍛圓柱頭并打印 記→切邊成型(六角頭)→清洗研磨→拋光→搓絲輾牙→研磨→拋光→清洗→成 品檢驗→包裝入庫 三、關鍵技術水平: 1、din571六角頭木螺
Solidworks的外六角冷鐓螺釘工藝分析系統最新文檔

 日制單倒角六角螺母冷鐓工藝和模具設計
日制單倒角六角螺母冷鐓工藝和模具設計 日制單倒角六角螺母冷鐓工藝和模具設計
格式:pdf
大小:136KB
頁數:未知
4.8
國內廠家生產日制單倒角六角螺母,先采用圓鋼鐓球工藝即瓦氏鐓鍛法生產出加厚的雙倒角螺母,再用車床車去一面倒角而成。此工藝生產工序復雜,材料利用率低,生產成本高,而且六角棱線清尖部分不易達到要求。
 硬質合金制造冷、熱鐓六角螺母凹模
硬質合金制造冷、熱鐓六角螺母凹模 硬質合金制造冷、熱鐓六角螺母凹模
格式:pdf
大小:171KB
頁數:2P
4.3
目前我國緊固標準件產量較大、出口量激增,但模具供應的數量、質量和規格尚不能滿足生產要求。在標準件生產中,模具的成本約占生產成本的12%,比國外高出1倍左右。我廠根據自制各種牌號高質量硬質合金,金剛石砂輪以及機加工裝備的優勢,研制成功硬質合金冷鐓六角螺母凹模,六片組合硬質合金冷、熱鐓六角螺母凹模,以及硬質合金六角螺母勒光模具,其中包括尚未制訂國
外六角頭螺栓標準
格式:pdf
大小:101KB
頁數:2P
4.7
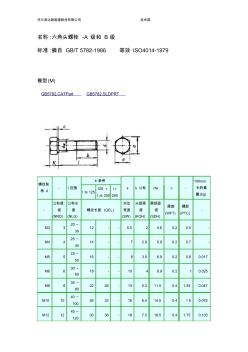
沃爾奔達新能源股份有限公司技術部 名稱:六角頭螺栓-a級和b級 標準:摘自gb/t5782-1986等效iso4014-1979 模型(m) gb5782.catpartgb5782.sldprt 螺紋規 格d -l范圍 b參考 sk公稱dwc- 100mm 長的重 量(kg)l≤125 125< l≤200 l> 200 - 公稱直 徑 (nnd) 公稱長 度 (nlg) 螺紋長度(gel) 對邊 寬度 (sw) 頭部高 度 (koh) 肩部直 徑 (sdh) 厚度 (wft) 螺距 (ptc) - m33 20~ 30 12--5.524.60.20.5- m44 25~ 40 14--72.85.90.20.7- m55 25~ 50 16

Solidworks的外六角冷鐓螺釘工藝分析系統相關
文輯推薦
知識推薦
百科推薦


職位:建筑結構安裝BIM工程師
擅長專業:土建 安裝 裝飾 市政 園林


