

基于SLA的復雜零件低壓熔模快速鑄造工藝
格式:pdf
大小:430KB
頁數(shù):4P
人氣 :68
 4.7
4.7
結(jié)合3D打印技術(shù)中的SLA技術(shù)(光固化成形工藝),制得葉輪鑄件的原型,組合蠟模澆注系統(tǒng),通過型殼制備、低壓澆注、脫殼清理、無損探傷等過程,最終獲得了性能良好的通風機葉輪鑄件。經(jīng)核算,運用該技術(shù)制得的葉輪相較于傳統(tǒng)鑄造技術(shù),其實際成本僅為傳統(tǒng)鑄造技術(shù)成本的1/3,耗時僅為1/5。



復雜箱體鑄件低壓鑄造工藝改進
格式:pdf
大小:1.1MB
頁數(shù):2P
針對鑄件在低壓鑄造過程中產(chǎn)生的氣孔、縮松等情況,通過對原工藝的缺點分析,針對其缺點以及鑄件特點提出了新的設(shè)計方案,成功解決了鑄件氣孔及縮松等缺陷,生產(chǎn)出滿足使用要求的優(yōu)質(zhì)鑄件.
大型復雜箱體件的消失模鑄造工藝
格式:pdf
大小:77KB
頁數(shù):4P
478 第十二屆全國鑄造年會暨2011中國鑄造活動周論文集 大型復雜箱體件的消失模鑄造工藝 張俊祥,范隨長,郭亞輝,袁書倉,程俊偉,陳莉,鄭予溶,桑培 (中國一拖集團有限公司工藝材料研究所,河南洛陽471004) 摘要:選擇合適的工藝參數(shù),把消失模鑄造工藝應用到大型復雜箱體件齒輪箱的生產(chǎn)上,簡化了操作, 節(jié)省了大量樹脂砂,提高了鑄件質(zhì)量和精度。 關(guān)鍵詞:消失模鑄造;灰鑄鐵;大型復雜箱體件 消失模鑄造工藝從其自身的工藝特點來看,較適宜的材質(zhì)為灰鑄鐵。而最適合的鑄件種類為結(jié)構(gòu) 復雜(尤其是具有復雜內(nèi)腔)、模樣不易分型、造型困難、需要使用大量砂芯的鑄件[1]。這類鑄件能充分 體現(xiàn)消失模鑄造工藝的優(yōu)越性和經(jīng)濟效益。正因為如此,各種箱(殼)體類灰鐵鑄件在消失模鑄造工藝 中得到了廣泛應用。我公司采用消失模鑄造工藝成功生產(chǎn)了齒輪箱體鑄件。 1產(chǎn)品簡介
SLA復雜零件低壓熔模快速鑄造工藝熱門文檔
 復雜零件批量快速測量技術(shù)研究及應用
復雜零件批量快速測量技術(shù)研究及應用 復雜零件批量快速測量技術(shù)研究及應用
格式:pdf
大小:1.8MB
頁數(shù):4P
4.6
隨著機械制造業(yè)高速發(fā)展,復雜零件測量效率成為了制約產(chǎn)品正常交付的重要因素.項目組通過批量測量工裝的設(shè)計及研制,并基于pc-dmis語言自主開發(fā)設(shè)計了自動測量程序,最終利用高精度三坐標機實現(xiàn)了某復雜零件批量快速測量,測量效率提升顯著.本文主要從實現(xiàn)原理、零件裝夾、多工位多狀態(tài)裝夾工裝、測量流程設(shè)計、測量程序設(shè)計及編寫等方面介紹復雜零件批量快速測量技術(shù)的應用情況.
復雜球墨鑄鐵件尾座的鑄造工藝及模擬 復雜球墨鑄鐵件尾座的鑄造工藝及模擬
格式:pdf
大小:942KB
頁數(shù):3P
4.5
分析了尾座球墨鑄鐵件的結(jié)構(gòu)特點,針對鑄件外型尺寸較大、結(jié)構(gòu)復雜、鑄件內(nèi)外腔都有內(nèi)凹等特點,對該件進行了砂型鑄造的工藝設(shè)計。采用anycasting軟件對該件進行砂型鑄造工藝方案模擬分析,結(jié)果表明,尾座件采用砂型鑄造工藝是合理可行的。
汽車空調(diào)壓縮機零件擠壓鑄造工藝及模具設(shè)計
格式:pdf
大小:91KB
頁數(shù):1P
4.6
通過對擠壓鑄造的直接擠壓和間接擠壓的工藝利弊分析,介紹排除直接擠壓上平面鑄件氮化夾渣的措施.解決間接擠壓排氣難的問題,提出中心澆道進料和料缸澆口杯設(shè)計思想.獲得能熱處理的擠壓鑄件,介紹一種擠壓鑄造中心澆口進料的3開模模具,及模具上的自動開模機構(gòu).
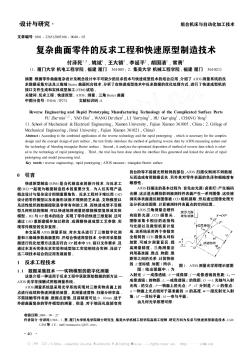
復雜曲面零件的反求工程和快速原型制造技術(shù)
格式:pdf
大小:419KB
頁數(shù):3P
4.5
根據(jù)零件曲面復雜設(shè)計及概念設(shè)計中不可缺少的反求技術(shù)與快速成型技術(shù)的結(jié)合應用,介紹了atos測量系統(tǒng)的反求數(shù)據(jù)采集方法及三角域bezier曲面擬合技術(shù),分析了在快速成型技術(shù)中反求數(shù)據(jù)的優(yōu)化處理方式,進行了快速成型機的接口文件生成和實體成型加工(fdm)試驗。
SLA復雜零件低壓熔模快速鑄造工藝精華文檔

大型鋁合金薄壁件低壓鑄造工藝模擬
格式:pdf
大小:544KB
頁數(shù):4P
4.6
采用有限元模擬仿真軟件結(jié)合正交實驗方法,對鋁合金汽車座椅骨架低壓鑄造工藝進行數(shù)值模擬,研究了低壓鑄造工藝參數(shù)對鑄件縮松縮孔、充型及凝固規(guī)律的影響。模擬結(jié)果表明,當澆注溫度為720℃、充型加壓速率為920pa/s及模具預熱溫度為380℃時為最佳工藝參數(shù),鑄件縮孔孔隙率最小,且成形質(zhì)量最佳。
鑄造工藝圖解
格式:pdf
大小:1.1MB
頁數(shù):10P
4.7
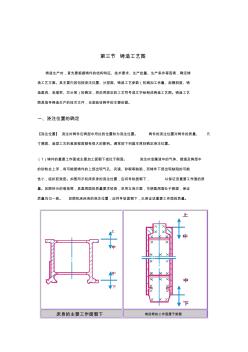
第三節(jié)鑄造工藝圖 鑄造生產(chǎn)時,首先要根據(jù)鑄件的結(jié)構(gòu)特征、技術(shù)要求、生產(chǎn)批量、生產(chǎn)條件等因素,確定鑄 造工藝方案。其主要內(nèi)容包括澆注位置、分型面、鑄造工藝參數(shù)(機械加工余量、起模斜度、鑄 造圓角、收縮率、芯頭等)的確定,然后用規(guī)定的工藝符號或文字繪制成鑄造工藝圖。鑄造工藝 圖是指導鑄造生產(chǎn)的技術(shù)文件,也是驗收鑄件的主要依據(jù)。 一、澆注位置的確定 【澆注位置】澆注時鑄件在鑄型中所處的位置稱為澆注位置。鑄件的澆注位置對鑄件的質(zhì)量、尺 寸精度、造型工藝的難易程度都有很大的影響。通常按下列基本原則確定澆注位置。 (1)鑄件的重要工作面或主要加工面朝下或位于側(cè)面。澆注時金屬液中的氣體、熔渣及鑄型中 的砂粒會上浮,有可能使鑄件的上部出現(xiàn)氣孔、夾渣、砂眼等缺陷,而鑄件下部出現(xiàn)缺陷的可能 性小,組織較致密。如圖所示機床床身的澆注位置,應將導軌面朝下,以保證該重要工作面的質(zhì) 量。如圖所示的卷揚筒,
氣化模鑄造工藝的評價 氣化模鑄造工藝的評價
格式:pdf
大小:374KB
頁數(shù):2P
4.6
到目前為止(1988年中期),估計全世界有100家鑄工場生產(chǎn)與銷售氣化模工藝制成的鑄件,另有100多家鑄工場正在認真實驗這項工藝。這些鑄工場大約30~40%生產(chǎn)鋁鑄件,其余生產(chǎn)黑色鑄件,產(chǎn)量估計為2000t鋁鑄件和4000t鐵鑄件。鋁鑄件用于汽車發(fā)動機的進汽總管、氣缸頭、熱交換器等。鐵鑄件用于汽車發(fā)動機的排氣總管、曲柄箱、閥門零件、管接頭、白口鐵耐磨鑄件和電機外殼等。用量有限或尚處于發(fā)展階段的鑄件還有:灰鐵氣缸體、灰鐵剎車盤、球鐵剎車支架、小型可鍛鑄件、鋁質(zhì)水泵、鋁發(fā)動機支架等。
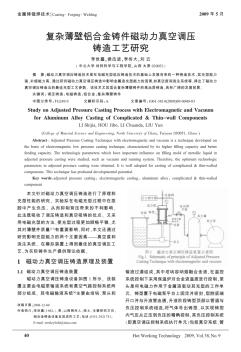
復雜薄壁鋁合金鑄件磁動力真空調(diào)壓鑄造工藝研究
格式:pdf
大小:185KB
頁數(shù):3P
4.8
磁動力真空調(diào)壓鑄造技術(shù)是在電磁充型低壓鑄造技術(shù)的基礎(chǔ)上發(fā)展而來的一種鑄造技術(shù),其充型能力強,補縮能力高。通過研究磁動力真空調(diào)壓鑄造中影響金屬液充型能力的因素,如真空度和澆注系統(tǒng)等,得出了磁動力真空調(diào)壓鑄造法的最佳充型工藝參數(shù)。該技術(shù)尤其適合復雜薄壁鑄件的高品質(zhì)鑄造,具有廣闊的發(fā)展前景。

大型鋁合金薄壁件低壓鑄造工藝研究
格式:pdf
大小:251KB
頁數(shù):4P
4.3
采用有限元模擬仿真軟件結(jié)合正交試驗方法,對鋁合金汽車座椅骨架低壓鑄造工藝進行數(shù)值模擬,研究了低壓鑄造加壓工藝參數(shù)對鑄件縮松、縮孔、充型及凝固規(guī)律的影響。結(jié)果表明,當充型時間為1.5s、增壓壓力為7kpa及保壓時間為100s時,鑄件縮孔、縮松率最小,且成形質(zhì)量最佳。
SLA復雜零件低壓熔模快速鑄造工藝最新文檔


薄壁殼體鑄鋁件低壓鑄造工藝設(shè)計
格式:pdf
大小:295KB
頁數(shù):2P
4.6
分析了薄壁殼體鑄鋁件上蓋的結(jié)構(gòu)和金屬型重力鑄造工藝缺陷,采用低壓鑄造工藝,設(shè)計低壓模具,探索薄壁殼體鑄鋁件的二次頂出低壓模具設(shè)計的新方法,降低了生產(chǎn)成本和廢品率,減小了勞動強度,提高了生產(chǎn)率。
鋁錠鑄造工藝
格式:pdf
大小:16KB
頁數(shù):5P
4.8
鋁錠鑄造工藝 產(chǎn)品質(zhì)量的好壞主要在這一步驟,而且整個鑄造工藝,也是以這一過程為主。鑄造過程 是一個由液態(tài)鋁冷卻、結(jié)晶成為固體鋁錠的物理過程。 1.連續(xù)澆鑄 連續(xù)澆鑄可分為混合爐澆鑄和外鑄兩種方式。均使用連續(xù)鑄造機。混合爐澆鑄是將 鋁液裝入混合爐后,由混合爐進行澆鑄,主要用于生產(chǎn)重熔用鋁錠和鑄造合金。外鑄是由抬 包直接向鑄造機澆鑄,主要是在鑄造設(shè)備不能滿足生產(chǎn),或來料質(zhì)量太差不能直接入爐的情 況下使用。由于無外加熱源,所以要求抬包具有一定的溫度,一般夏季在690~740℃,冬 季在700~760℃,以保證鋁錠獲得較好的外觀。 混合爐澆鑄,首先要經(jīng)過配料,然后倒人混合爐中,攪拌均勻,再加入熔劑進行精煉。 澆鑄合金錠必須澄清30min以上,澄清后扒渣即可澆鑄。澆鑄時,混合爐的爐眼對準鑄造 機的第二、第三個鑄模,這樣可保證液流發(fā)生變化和換模時有一定的機動性。爐眼和鑄造機
快速注塑機球鐵模板的鑄造工藝?? 快速注塑機球鐵模板的鑄造工藝??
格式:pdf
大小:115KB
頁數(shù):未知
4.3
介紹了快速注塑機模板的鑄造方法。包括化學成分和鑄造工藝的設(shè)計,熔煉及球化孕育處理工藝。經(jīng)檢測,模板的各項性能均能滿足用戶的要求。
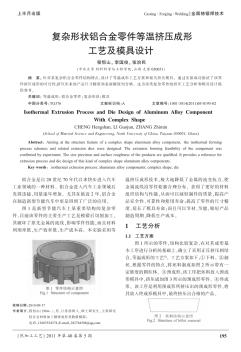
復雜形狀鋁合金零件等溫擠壓成形工藝及模具設(shè)計
格式:pdf
大小:1.8MB
頁數(shù):3P
4.4
針對某復雜鋁合金零件結(jié)構(gòu)特點,設(shè)計了等溫成形工藝方案和相關(guān)擠壓模具。通過實驗成功驗證了該零件擠壓成形的可行性,擠壓出來的產(chǎn)品尺寸精度和表面精度均合格。這為該類復雜零件的擠壓工藝分析和模具設(shè)計提供參考。

低壓、差壓和調(diào)壓鑄造工藝原理及其優(yōu)勢
格式:pdf
大小:213KB
頁數(shù):3P
4.4
低壓、差壓和調(diào)壓鑄造是保證鑄件成形性和優(yōu)良內(nèi)在品質(zhì)的重要工藝方法.分析了三種反重力鑄造工藝的原理,對低壓、差壓和調(diào)壓鑄造方法的優(yōu)勢及適用范圍進行了對比.指出在生產(chǎn)中可根據(jù)產(chǎn)品具體要求選擇相應的鑄造方法.
離合器殼體低壓鑄造工藝優(yōu)化
格式:pdf
大小:409KB
頁數(shù):2P
4.4
分析了離合器殼體鑄件的結(jié)構(gòu),研究了低壓鑄造離合器殼體鑄件工藝的難點。通過增加保溫冒口、調(diào)整涂層厚度、設(shè)置預鑄孔、優(yōu)化澆注系統(tǒng)、調(diào)整澆注參數(shù)等多種手段,解決了離合器殼體鑄件厚大部位的鑄造缺陷問題,生產(chǎn)出滿足使用要求的合格鑄件。
樹脂砂低壓鑄造工藝研究與應用
格式:pdf
大小:1.1MB
頁數(shù):7P
4.4
研究了樹脂砂低壓鑄造工藝理論與原理,結(jié)合工藝試驗得到了鋁合金zl104渦輪泵出口管樹脂砂低壓鑄造工藝規(guī)范.采用該工藝規(guī)范制造的鋁合金zl104渦輪泵出口管已用于cz-5和cz-7運載火箭液氧煤油液體火箭發(fā)動機之中,cz-5和cz-7運載火箭已通過了飛行考核,液氧煤油液體火箭發(fā)動機工作正常.由此表明:鋁合金zl104渦輪泵出口管樹脂砂低壓鑄造工藝是合理、正確和有效的.
石膏型低壓鑄造工藝規(guī)程的研究與應用
格式:pdf
大小:625KB
頁數(shù):4P
4.7
基于低壓鑄造生產(chǎn)要求,對石膏型制備與烘干工藝、合金熔煉與澆注工藝進行研究,升液管預熱有利于均勻噴涂涂料,升液管口平面上放置石棉墊板和過濾網(wǎng)片可提高服役壽命。旨在為薄壁葉片和大型復雜薄壁鑄造鋁合金鑄件的生產(chǎn)提供科學依據(jù)。

汽車殼體低壓鑄造工藝與模具設(shè)計
格式:pdf
大小:526KB
頁數(shù):3P
4.8
介紹了汽車殼體零件低壓鑄造工藝與模具設(shè)計。內(nèi)容主要有低壓鑄造工藝參數(shù)的設(shè)計,包括升液壓力與升液速度、充型壓力和充型速度的計算、澆注溫度的確定、結(jié)晶壓力和保壓時間的計算等;模具設(shè)計,包括模具結(jié)構(gòu)與壁厚的確定、型腔尺寸的計算、型芯和抽芯的計算、模具的三維造型。
SLA復雜零件低壓熔模快速鑄造工藝相關(guān)
文輯推薦
知識推薦
百科推薦


職位:水電安裝工程預算員
擅長專業(yè):土建 安裝 裝飾 市政 園林


