




CO2半自動氣體保護焊下坡焊法的應用
格式:pdf
大小:117KB
頁數:2P
co2半自動氣體保護焊下坡焊法的應用——描述了co2半自動氣體保護焊下坡焊法在離心通風機葉輪前盤與葉片角焊縫上應用的可行性,重點介紹了c02半自動氣體保護焊下坡焊法應用時的操作要點。
CO2半自動氣體保護焊焊接工藝
格式:pdf
大小:28KB
頁數:2P
co2半自動氣體保護焊焊接工藝 co2半自動氣體保護焊焊接工藝 本工藝適用于低碳鋼和低合金高強度鋼各種大型鋼結構工程焊接,其焊接生產率高,抗裂性能好,焊接 變形小,適應性范圍大,可進行薄板及中厚板件焊接,是高效焊接方法之一種,應普及推廣使用。特訂工 藝如下: 一、焊前準備 1.焊前接頭清潔要求在坡口兩側30毫米范圍內影響焊縫質量的毛刺、油污、水銹贓物、氧化皮必須清潔 干凈。 2.當施工環境溫度低于零度或鋼材的碳當量大于0.41%,及結構剛性過大,物件較厚時應采用焊前予熱 范圍為板厚的5倍,但不小于100毫米。 3.工件厚度大于6毫米對接時,為確保焊透強度,在板材的對接邊緣應開切v型或x型坡口,坡口角 度α為60°鈍邊p為0~1毫米(見圖1);當板厚差≥毫米時,應對較厚板材的對接邊緣時行削斜處理 4.焊前應對co2焊機
編輯推薦下載
貯能式半自動CO2氣體保護焊弧焊系統的研究
格式:pdf
大小:201KB
頁數:3P
 3
3
貯能式半自動co2氣體保護焊弧焊系統的研究——采用干荷鉛蓄電池作為焊接電源,構建了貯能式半自動c02電弧焊系統,分析了鉛蓄電池 作為平特性電源配合等速送絲機構焊接電弧變化時的自動調節過程;利用pwm控制器構成的調速系統對等速送絲過程及焊接規范進行調...
SIT氣體保護焊在全位置半自動焊中的應用熱門文檔
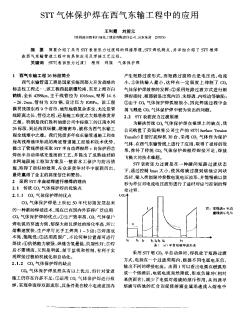
STT氣體保護焊在西氣東輸工程中的應用
格式:pdf
大小:194KB
頁數:3P
3
stt氣體保護焊在西氣東輸工程中的應用——簡要介紹了采用sit表面張力過渡焊的焊接原理,蜘1‘焊機特點,并詳細介紹了stt根焊在西氣東輸管道工程中的具體應用及焊接工藝過程。
 CO_2氣體保護自動焊在鋼構件制作中的應用實踐
CO_2氣體保護自動焊在鋼構件制作中的應用實踐 CO_2氣體保護自動焊在鋼構件制作中的應用實踐
格式:pdf
大小:638KB
頁數:4P
4.7
簡述鋼結構件的用途和市場狀況:鋼結構件焊接量大,要求高;co2氣體保護自動焊與手工電弧焊相比,可提高效率3~5倍,節省焊接材料58%,節電43%,具有焊接成本低、效率高、焊縫成型好、可操作性強等特點,應用廣泛。co2氣體保護自動焊焊接設備主要由焊接電源、焊接機頭、焊接小車、操作臺等組成。對焊接設備各部分功能進行分析,給出焊接電壓、焊接電流、焊接速度、送絲速度等工藝參數,并就焊絲伸出量、co2氣體流量、焊絲質量等對焊接的影響作重點分析。以焊接吊車梁為例,說明焊前準備、焊接、焊縫修整等焊接工藝過程及注意事項。
SIT氣體保護焊在全位置半自動焊中的應用精華文檔
CO_2氣體保護焊在超高結構現場焊接中的應用 CO_2氣體保護焊在超高結構現場焊接中的應用
格式:pdf
大小:472KB
頁數:3P
4.7
通過co2氣體保護焊與焊條電弧焊在同等條件下的焊接對比試驗、焊接工藝試驗對比,結合現場施工情況對co2氣體保護焊的優劣影響進行了綜合分析,指出co2氣體保護焊在野外超高結構現場焊接中有推廣應用的價值。
 混合氣體保護焊在壓力容器焊接中的應用
混合氣體保護焊在壓力容器焊接中的應用 混合氣體保護焊在壓力容器焊接中的應用
格式:pdf
大小:101KB
頁數:1P
4.5
隨著焊接技術的不斷提高,焊接的要求也越來越復雜,這樣一來,常見的焊接氣體已經不能滿足要求,因此混合氣體保護焊應用的出現彌補了出現的不足.混合氣體焊接對各種材料之間的焊接都能發揮良好的作用,尤其針對壓力容器的焊接表現更為出色,有效地保障了焊接的安全性,對壓力容器的保護和維修工作的完成起到了至關重要的作用.本文通過分析混合氣體保護焊在壓力容器焊接的運用,使其能夠更安全快速的得到應用.
SIT氣體保護焊在全位置半自動焊中的應用最新文檔
CO2氣體保護焊在汽車焊接中的應用
格式:pdf
大小:1.2MB
頁數:3P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
混合氣體保護焊在壓力容器焊接中的應用 混合氣體保護焊在壓力容器焊接中的應用
格式:pdf
大小:693KB
頁數:2P
4.4
本文立足于混合氣體保護焊的施焊特點,與傳統焊條電弧焊進行對比,進而闡述了混合氣體保護焊在壓力容器焊接中的應用。
全自動氣體保護焊在管道環縫焊接中的應用 全自動氣體保護焊在管道環縫焊接中的應用
格式:pdf
大小:127KB
頁數:未知
4.4
隨著石油天然氣工業的發展油氣管道越來越向大口徑高壓輸送方向發展,傳統的手工焊已難以適應管道建設的飛速發展,所以必須更新傳統工藝,發展全自動焊接新工藝。本文分別從接頭設計、焊接準備工作、工藝要求等方面介紹了全自動氣體保護焊工藝。
雙絲熔化極氣體保護焊
格式:pdf
大小:211KB
頁數:3P
3
雙絲熔化極氣體保護焊——隨著當前焊接高效化發展方向的提出,對焊接技術提出了愈來愈高的要求。本文就實現高效化的焊接方法——雙絲熔化極氣體保護焊進行了簡要的介紹。
半自動焊接工裝在翼箱焊接中的應用 半自動焊接工裝在翼箱焊接中的應用
格式:pdf
大小:250KB
頁數:未知
4.4
為提高裝載機前車架翼箱部件的焊接效率和品質,根據翼箱的結構特點,自行設計了翼箱背縫和圓搭半自動焊接工裝。此工裝結構簡單,造價較低,使用方便,且可靠性好,可供諸多結構件半自動焊接工裝做設計的借鑒參考。
藥芯焊絲+CO2氣體保護焊在球罐中應用
格式:pdf
大小:131KB
頁數:2P
3
藥芯焊絲+co2氣體保護焊在球罐中應用——論述了藥芯焊絲+co2氣體保護焊的工藝原理、電弧過渡形式及其在球罐全位置焊接中的應用,采用此工藝可保證焊接質量,使焊接效率大為提高、指出了藥芯焊絲存在的主要問題及解決辦法。
全自動富氬氣體保護焊工藝試驗
格式:pdf
大小:177KB
頁數:3P
3
全自動富氬氣體保護焊工藝試驗——通過對全自動富氬氣體保護焊工藝試驗及其焊接設備的選型對比,加深了對全自動富氬氣體保護焊焊接普通低合金鋼及高強度鋼時的工藝特點的了解,選擇了最佳焊接電源及配套設備,并分析了其技術難點,提出了解決方案,確定了合理的...

CO_2/MAG氣體保護焊在工程建設中的應用
格式:pdf
大小:438KB
頁數:4P
4.7
介紹了co2/mag氣保焊工藝方法,高效、優質、低成本的綜合優越性和在化工、石化、石油天然氣工程建設中的應用與發展,分析了co2焊接接頭韌性偏低的產生原因及防止措施,不同種類的氣體與焊絲相組合的工藝特點及控制焊縫成形的操作技術。
SIT氣體保護焊在全位置半自動焊中的應用相關
文輯推薦
知識推薦
百科推薦


職位:工程勞務員(預算員)
擅長專業:土建 安裝 裝飾 市政 園林


