




高速鋼鉆頭擴孔、鉆孔的切削用量
格式:pdf
大小:102KB
頁數:5P
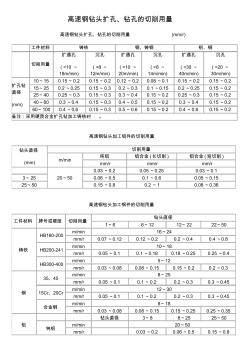
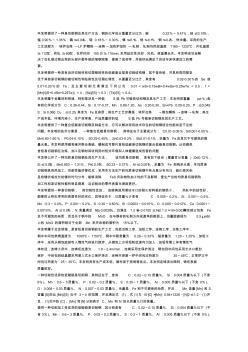
高速鋼鉆頭擴孔、鉆孔的切削用量 高速鋼鉆頭擴孔、鉆孔的切削用量(mm/r) 工件材料鑄鐵鋼、鑄鋼鋁、銅 切削用量 擴通孔 (=10~ 18m/min) 沉孔 (=8~ 12m/min) 擴通孔 (=10~ 20m/min) 沉孔 (=8~ 14m/min) 擴通孔 (=30~ 40m/min) 沉孔 (=20~ 30m/min) 擴孔鉆 直徑 (mm) 10~150.15~0.20.15~0.20.12~0.20.08~0.10.15~0.20.15~0.2 15~250.2~0.250.15~0.30.2~0.30.1~0.150.2~0.250.15~0.2 25~400.25~0.30.15~0.30.3~0.40.15~0.20.25~0.30.15~0.2 40~600.3~0.40.
編輯推薦下載

鉆頭切削參數表
格式:pdf
大小:74KB
頁數:4P
 4.4
4.4
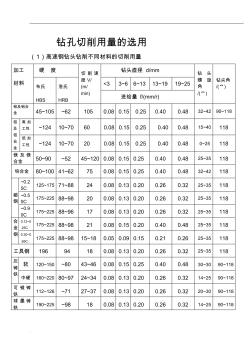
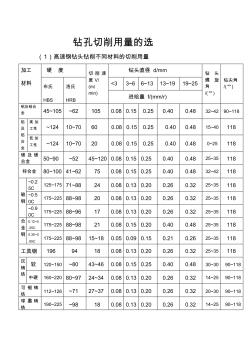
鉆孔切削用量的選 加工 材料 硬度 切削速度v/ (m/ min) 鉆頭直徑d/mm 鉆頭螺旋 角 /(°) 鉆尖角 /(°) 布氏 hbs 洛氏 hrb <33~66~1313~1919~25 進給量f/(mm/r) 鋁及鋁合金 45~105~621050.080.150.250.400.4832~4290~118 鋁 及 鋁 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 鎂及鎂合金50~90~5245~1200.080.150.250.400.4825~35118 鋅合金 80~10041~62750.080.1
高速鋼鉆頭鉆削參數
格式:pdf
大小:32KB
頁數:2P
4.7
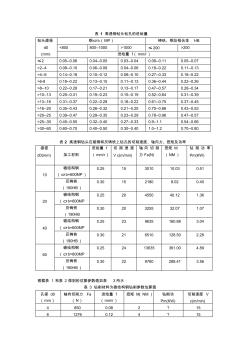
表1高速鋼鉆頭鉆孔的進給量 鉆頭直徑 d0 (mm) 鋼σb(mp)鑄鐵、鋼及鋁合金hb 1000≤200>200 進給量f(mm/r) ≤20.05--0.060.04--0.050.03--0.040.09--0.110.05--0.07 >2--40.08--0.100.06--0.080.04--0.060.18--0.220.11--0.13 >4--60.14--0.180.10--0.120.08--0.100.27--0.330.18--0.22 >6-80.18--0.220.13--0.150.11--0.130.36--0.440.22--0.26 >8--100.22--0.280.17--0.210.13--0.170.47--0.570.28--0.
SECO公司推出高效切削鎢鋼鉆頭熱門文檔
鉆頭切削參數表(2)
格式:pdf
大小:66KB
頁數:3P
4.8
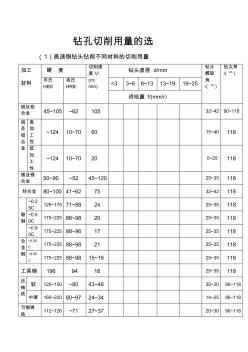
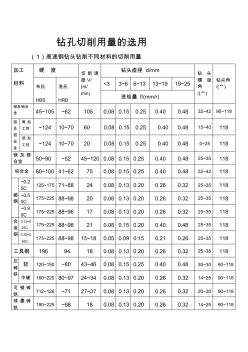
. . 鉆孔切削用量的選用 (1)高速鋼鉆頭鉆削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 鉆頭直徑d/mm 鉆頭 螺旋 角 /(°) 鉆尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 進給量f/(mm/r) 鋁及鋁合 金45~105~621050.080.150.250.400.4832~4290~118 鋁 及 鋁 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 鎂及鎂 合金50~90~5245~1200.080.150.250.400.4825~35

鉆頭切削參數表 (2)
格式:pdf
大小:66KB
頁數:3P
4.5
鉆孔切削用量的選 (1)高速鋼鉆頭鉆削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 鉆頭直徑d/mm 鉆頭 螺旋 角 /(°) 鉆尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 進給量f/(mm/r) 鋁及鋁合 金45~105~621050.080.150.250.400.4832~4290~118 鋁 及 鋁 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 鎂及鎂 合金50~90~5245~1200.080.150.250.400.4825~35118 鋅
 高速鋼鉆頭成型磨削高效率砂輪
高速鋼鉆頭成型磨削高效率砂輪 高速鋼鉆頭成型磨削高效率砂輪
格式:pdf
大小:312KB
頁數:2P
4.5
烏克蘭科學院超硬質材料研究所協同維爾紐斯克鉆頭工廠一起研制了一種立方氮化硼新砂輪,用在h—103型和荷蘭v—103型半自動機床上磨削0.6~1.5毫米高速鋼(p_(18)、p_6m_5)鉆頭的螺旋槽。砂輪采用有機結合劑制成,其特點是砂輪的修整直接在機床上進行。這種砂輪成型磨削鉆頭螺旋槽時的利用效率(特別是對于小尺寸的鉆頭)很大程度上決定于砂輪的
鉆頭切削參數表(20201015154737)
格式:pdf
大小:67KB
頁數:3P
4.5
鉆孔切削用量的選 (1)高速鋼鉆頭鉆削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 鉆頭直徑d/mm鉆頭 螺旋 角 /(°) 鉆尖角 /(°) 布氏 hbs 洛氏 hrb<33~66~1313~1919~25 進給量f/(mm/r) 鋁及鋁 合金45~105~6210532~4290~118 鋁 及 鋁 合 金 高 加 工 性 ~12410~706015~40118 低 加 工 性 ~12410~70200~25118 鎂及鎂 合金 50~90~5245~12025~35118 鋅合金80~10041~627532~42118 碳 鋼 ~0.2 5c125~17571~882425~35118 ~0.5 0c 175~22588~982025~35118 ~0.9 0c17
基于ANSYS的硬質合金鉆頭切削變形的研究 基于ANSYS的硬質合金鉆頭切削變形的研究
格式:pdf
大小:379KB
頁數:2P
4.6
通過ansys軟件對硬質合金鉆頭在切削過程中的變形進行分析,分析過程中模擬鉆頭切削環境求出切削過程中鉆頭最大變形,并對試驗值與理論計算值進行對比,確定硬質合金鉆頭最優的幾何角度。根據分析結果試制了硬質合金鉆頭,進行切削性能試驗,為鉆頭參數化設計提供理論依據。
SECO公司推出高效切削鎢鋼鉆頭精華文檔

鉆頭切削參數表(20201015154731)
格式:pdf
大小:67KB
頁數:3P
4.7
鉆孔切削用量的選 (1)高速鋼鉆頭鉆削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 鉆頭直徑d/mm 鉆頭 螺旋 角 /(°) 鉆尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 進給量f/(mm/r) 鋁及鋁合 金45~105~621050.080.150.250.400.4832~4290~118 鋁 及 鋁 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 鎂及鎂 合金50~90~5245~1200.080.150.250.400.4825~35118 鋅
刮刀鉆頭結構及切削要素的經濟性設計 刮刀鉆頭結構及切削要素的經濟性設計
格式:pdf
大小:386KB
頁數:3P
4.8
通過對生產實踐經驗的積累總結,分析了影響刮刀鉆頭壽命的因素,提出了改善鉆頭結構及切削要素的經濟性設計方案,通過實際應用,效果很好,鉆井施工效率顯著提高。
易切削鋼
格式:pdf
大小:157KB
頁數:30P
4.5
本發明提供了一種易切削鋼及其生產方法,鋼的化學成分重量百分比為:碳0.32%~0.41%,硅≤0.10%, 錳0.90%~1.35%,磷≤0.04%,硫0.18%~0.30%,鎳≤0.1%,鉻≤0.1%,銅≤0.2%,鐵余量。采用的生產 工藝流程為:轉爐冶煉—lf爐精煉—連鑄—加熱爐加熱—軋制,軋制均熱段溫度1160~1220℃,開軋溫度 ≥1120℃,終軋≥800℃,在爐時間150方≥110min,采用延遲性冷卻,風機、保溫罩全關。本發明成功地解 決了在軋制過程出現的頭部開裂導致的堆鋼現象,提高了成材率,并很好地滿足了自動車床快速加工的需 要。 本發明提供一種具有良好切削性和切屑破碎性的低碳復合型易切削結構鋼,其不含有鉛,并具有類同甚至 優于其他易切削鋼的被切削性和鉆削性及切屑處理性,以重量百分比計,其含有0.02-0.30%的se或 0.01
到底啥是高速鋼;高速鋼鉆頭、白鋼鉆頭、硬質合金鋼鉆頭區別
格式:pdf
大小:6KB
頁數:3P
4.3
到底啥是高速鋼;高速鋼鉆頭、白鋼鉆頭、硬質合金鋼鉆頭 區別 高速鋼介紹:高速鋼(hss)是一種具有高硬度、高耐 磨性和高耐熱性的工具鋼,又稱高速工具鋼或鋒鋼,俗稱白 鋼。高速鋼刀具是一種比普通刀具要堅韌,更容易切割的刀 具。高速鋼名稱的由來:高速鋼比碳素工具鋼具有更好的韌 性、強度、耐熱性,切削速度比碳素工具鋼(鐵碳合金)高 很多,因此得名高速鋼;而硬質合金剛比高速鋼的性能更好, 切削速度可以再提高2-3倍。在常用的鉆頭都是高速鋼和硬 質合金鉆頭!高速鋼與合金鉆頭關系:首先高速鋼鉆頭屬于 合金鉆頭!一般的工具鋼也屬于合金鋼只不過是鐵碳合金, 高速鋼的還分普通高速鋼和優質高速鋼,因此現在合金鉆頭 一般是指硬質合金鉆頭。高速鋼鉆頭在高速切削產生高熱情 況下(約500℃)仍能保持高的硬度,hrc能在60以上。硬質 合金鉆頭(一般為鎢鋼材質)具有硬度高、耐磨、強度和韌 性較好、
SECO公司推出高效切削鎢鋼鉆頭最新文檔

至佳刀具:談談OBS高速鋼鉆頭
格式:pdf
大小:6KB
頁數:3P
4.4
至佳刀具:談談obs高速鋼鉆頭 高速鋼鉆頭 知道全球每年要消耗多少支麻花鉆嗎?您可能不知道,我也 不知道!要知道這個數字可能要比知道牛上到底長多少根毛 還要難。但是,我了解到,每年僅我國出口高速鋼麻花鉆就 有十多億支啊!如果把全球每年生產的所有麻花鉆統計在一 起,不管是工業用的還是家用diy的,大概不會少于65億支。 也就是說,盡管許多人可能還不知道麻花鉆是何物,但是, 平攤起來,地球上每人每年要消耗一支麻花鉆呢! 高速鋼鉆頭是麻花鉆用途為工業制造上使用最廣泛的一種 鉆頭,我們一般使用的就是高速鋼鉆頭.鉆頭的長徑比當工藝 人員為特定的孔加工任務選擇最合適的鉆頭類型時,需要計 算鉆頭的長徑比。長徑比為被加工孔的深度與鉆頭直徑之 比,例如,鉆頭直徑為12.7mm,需要加工的孔深度為 38.1mm,則其長徑比為3:1。當長徑比約為4:1或更小時, 大多數標準高速鋼鉆頭的排屑槽
易切削鋼匯總 (2)
格式:pdf
大小:9KB
頁數:3P
4.5
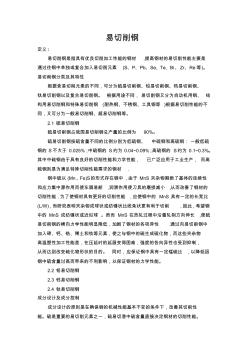
易切削鋼 定義: 易切削鋼是指具有優良切削加工性能的鋼材,提高鋼材的易切削性能主要是 通過往鋼中單獨或復合加入易切削元素(s、p、pb、se、te、bi、zr、re等)。 易切削鋼分類及其特性 根據含易切削元素的不同,可分為硫易切削鋼、鉛易切削鋼、鈣易切削鋼、 鈦易切削鋼以及復合易切削鋼。根據用途不同,易切削鋼又分為自動機用鋼、結 構用易切削鋼和特殊易切削鋼(耐熱鋼、不銹鋼、工具鋼等)根據易切削性能的不 同,又可分為一般易切削鋼、超易切削鋼等。 2.1硫易切削鋼 硫易切削鋼占我國易切削鋼總產量的比例為90%。 硫易切削鋼按硫含量不同的比例分別為低硫鋼、中硫鋼和高硫鋼:一般低硫 鋼的s不大于0.025%;中硫鋼的s約為0.04~0.09%;高硫鋼的s約為0.1~0.3%。 其中中硫鋼由于具有良好的切削性能和力學性能,已廣泛應用于工業生產,而高 硫鋼則
整體硬質合金鉆頭CoroDrill 860切削速度最快的整體硬質合金鉆頭 整體硬質合金鉆頭CoroDrill 860切削速度最快的整體硬質合金鉆頭
格式:pdf
大小:357KB
頁數:1P
4.5
先進的槽形和排屑槽設計與獨特的涂層相結合是corodrill860獲得成功的關鍵。
瑞典SECO公司推出高切削效率的鎢鋼鉆頭CrownLoc 瑞典SECO公司推出高切削效率的鎢鋼鉆頭CrownLoc
格式:pdf
大小:70KB
頁數:未知
4.7
瑞典seco公司推出一種“皇冠(crownloc)”可更換式超微粒多層涂層鎢鋼鉆頭,可滿足高速鉆孔加工及其質量要求。seco皇冠鉆頭是高品質、高效率的切削刀具,每把刀柄最多可替換6種不同直徑的鉆頭頭部,如用一支15mm的鉆頭刀柄,可替換15mm、15.25mm、15.5mm、15.8mm、15.88mm的不同直徑鉆頭頭部,鉆頭磨耗后即更換一個新鉆頭,
鉆頭切削參數表(20201015141704)
格式:pdf
大小:66KB
頁數:3P
4.5
鉆孔切削用量的選用 (1)高速鋼鉆頭鉆削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 鉆頭直徑d/mm 鉆頭 螺旋 角 /(°) 鉆尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 進給量f/(mm/r) 鋁及鋁合 金45~105~621050.080.150.250.400.4832~4290~118 鋁 及 鋁 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 鎂及鎂 合金50~90~5245~1200.080.150.250.400.4825~35118
鎢鉬材料的切削加工
格式:pdf
大小:10KB
頁數:4P
4.5
1.常用難熔金屬的力學物理性能有哪些? 工業上常用的高熔點金屬統稱難熔金屬,如鎢、鉬、鉭、鈮、鋯等。 難熔金屬熔點高、密度大,晶體結構穩定,激活能大,切削加工困難。以難 熔金屬為主,添加其他合金元素構成難熔金屬材料。隨著科學技術的發展,難熔 金屬在原子能、宇航、機械、電子、化工、醫療、紡織、輕工等領域得到了越來 越廣泛的應用。 常用難熔金屬中鎢的熔點最高(3380℃),密度最大(19.1g/cm3),而鉬的彈 性模量最大,達到343350mpa。 難熔金屬系列——鎢合金 4.怎樣切削加工鎢錠與鎢棒? 純鎢的硬度和強度都很高,鎢的鑄錠在切削加工時,由于晶粒粗大,易產生 掉塊而使加工表面粗糙。切削鎢錠和鎢棒可以使用硬質合金作刀具材料,常用的 硬質合金牌號有yg6、yg8、ys2(yg10h)、726等。 用硬質合金切削鎢錠或鎢棒,可選用45o主偏角,荒車時前角與后角應
SECO公司推出高效切削鎢鋼鉆頭相關
文輯推薦
知識推薦
百科推薦


職位:環境工程或給排水主人工程師
擅長專業:土建 安裝 裝飾 市政 園林


