

S135鉆桿外螺紋接頭裂紋形成原因分析
格式:pdf
大小:1.5MB
頁數:4P
人氣 :72
 4.7
4.7
對S135鋼級的鉆桿外螺紋接頭螺紋根部出現的裂紋采用宏觀觀、察裂紋金相分析,裂紋面掃描形貌觀察,腐蝕產物能譜分析等手段進行綜合分析,判定裂紋性質為疲勞裂紋。導致該鉆桿疲勞裂紋萌生的主要原因是由于螺紋脂涂抹不/螺均紋脂質量不好或上扣扭矩過大導致螺紋牙表面形成一層馬氏體白亮層,這種組織較脆,在交變應力的作用下容易萌生疲勞裂紋。另外鉆井液的腐蝕性和地層中過高的氯離子含量將促進腐蝕坑的形成,對疲勞裂紋的萌生、擴展亦起到一定的促進作用。



 139.7mm加重鉆桿外螺紋接頭斷裂原因分析
139.7mm加重鉆桿外螺紋接頭斷裂原因分析 139.7mm加重鉆桿外螺紋接頭斷裂原因分析
格式:pdf
大小:1.1MB
頁數:4P
為查明某井139.7mm加重鉆桿外螺紋接頭的斷裂原因,對斷口進行了宏觀和微觀分析,對材料進行了化學成分分析、力學性能試驗和金相分析,并進行了有限元分析等。結果表明:加重鉆桿斷裂屬于腐蝕疲勞斷裂;斷裂主要原因是加重鉆桿接頭內徑大于標準規定值,降低了加重鉆桿外螺紋接頭斷裂扭矩和抗拉載荷,在疲勞載荷與腐蝕介質作用下,腐蝕疲勞裂紋首先在加重鉆桿外螺紋接頭危險截面部位螺紋牙底萌生,隨后在載荷作用下裂紋不斷擴展,進一步降低了接頭的強度,最終發生了斷裂事故。
提升短節外螺紋接頭斷裂原因分析 提升短節外螺紋接頭斷裂原因分析
格式:pdf
大小:674KB
頁數:3P
為了查明某井提升短節外螺紋接頭斷裂原因,對提升短節斷口形貌、化學成分、力學性能、顯微組織和受力狀態進行了分析。結果表明:提升短節斷裂屬于淬火裂紋誘發的脆性斷裂;由于淬火工藝不當導致材料內存在淬火裂紋,且材料韌性又不足使裂紋擴展后造成斷裂。
編輯推薦下載
滿加1井鉆柱轉換接頭外螺紋接頭斷裂原因分析 滿加1井鉆柱轉換接頭外螺紋接頭斷裂原因分析
格式:pdf
大小:734KB
頁數:4P
4.6
對滿加1井鉆具斷裂事故進行了調查研究。測量了斷裂鉆柱轉換接頭的結構尺寸,宏觀分析了鉆柱轉換接頭斷口形貌,對斷裂的鉆柱轉換接頭進行了材料試驗。認為鉆柱轉換接頭屬于早期疲勞斷裂,斷裂原因既與材料韌性不合格有關,也與鉆柱轉換接頭本身結構尺寸不合理和鉆柱結構尺寸不合理有關。從鉆柱轉換接頭結構和尺寸改進、材料改進方面提出了具體的預防措施。
鉆桿接頭外螺紋加工開裂原因分析 鉆桿接頭外螺紋加工開裂原因分析
格式:pdf
大小:1.1MB
頁數:3P
4.5
某公司生產的鉆桿接頭外螺紋在加工時出現裂紋,采用顯微組織觀察對開裂原因進行了分析。結果表明:該接頭外螺紋開裂的主要原因是碳化物的聚集偏析造成鍛造過程中偏析區產生組織過熱現象,碳化物尖端和基體的結合部位由于熱應力和機械應力產生的應力集中而萌生裂紋源,并在隨后的變形過程中形成裂紋導致開裂。
S135鉆桿外螺紋接頭裂紋形成原因分析熱門文檔
965MPa高強度套管外螺紋接頭裂紋原因分析 965MPa高強度套管外螺紋接頭裂紋原因分析
格式:pdf
大小:1.4MB
頁數:4P
4.3
某油田在商檢過程中發現1根965mpa高強度套管外螺紋接頭存在裂紋。通過對該套管進行斷口分析、金相分析、力學性能檢測、化學元素成分檢測,認為套管化學成分和力學性能符合訂貨技術要求,裂紋是在工廠淬火之前就產生的軋制裂紋。由于該套管母管切定尺管時沒有將母管含軋制裂紋的端頭徹底切除,在隨后加工外螺紋之后進行探傷檢驗也沒有發現該帶原始軋制裂紋的套管,致使該含裂紋的套管發給油田。為防止存在裂紋的套管下井,對該批套管逐根進行了探傷檢查。建議工廠加強該工序質量檢查,并將該工序作為駐廠監造的重點環節之一。

結構外螺紋接頭波紋管
格式:pdf
大小:1.3MB
頁數:7P
4.6
結構:外螺紋接頭波紋管 特點:結構簡單,通用性好 材料: (1)外螺紋接頭:不銹鋼; (2)網套緊環:不銹鋼; (3)金屬波管: sus304/316; (4)網套:sus304/316 結構:活動內螺紋接頭擴中/ 球頭波紋管 特點:結構簡單 通徑:dn10~dn100 材料: (1)活動內螺紋接頭:不銹 鋼; (2)網套壓緊圈:不銹鋼; (3)金屬波管: sus304/316; (4)網套:sus304/316 結構:活動內螺紋平接頭波紋 管 特點:結構簡單 通徑:dn10~dn100 材料: (1)活動內螺紋接頭:不銹 鋼; (2)網套壓緊圈:不銹鋼; (3)金屬波管: sus304/316; (4)網套:sus304/316 結構:球形接頭+內螺紋接頭 波紋管 特點:無壓需焊接,可按需要 長度自行裝配 通徑:dn10~dn100 材料: (
φ127mm S135鉆桿內螺紋接頭脹扣失效分析 φ127mm S135鉆桿內螺紋接頭脹扣失效分析
格式:pdf
大小:3.0MB
頁數:4P
4.8
對某油井發生的127mms135鉆桿內螺紋接頭脹扣失效事故及其原因進行了調查分析,并且對避免同類事故的發生提出了建議。認為在鉆桿接頭的材質符合行業標準要求的前提下,導致鉆桿內螺紋接頭脹扣失效的原因是外螺紋接頭密封臺肩面倒角直徑過小,井下鉆柱扭矩過大;內螺紋接頭密封臺肩面承受的接觸壓力超過材料屈服強度,導致內螺紋接頭密封臺肩面下陷變形,外螺紋接頭密封臺肩面在大扭矩的作用下進入內螺紋接頭鏜孔段,致使內螺紋接頭發生脹扣失效。
Φ127mmS135鉆桿接頭外螺紋斷裂失效分析 Φ127mmS135鉆桿接頭外螺紋斷裂失效分析
格式:pdf
大小:533KB
頁數:3P
4.6
2009年元月江蘇石油勘探局鉆井處外部項目作業的一口井,在掛φ177.8mm尾管時發生一起φ127mms135鉆桿接頭外螺紋斷裂,事故得到及時有效的處理。結合鉆桿的生產、現場使用和取樣分析的情況,對此次φ127mms135鉆桿接頭外螺紋斷裂的機理和原因進行了分析,找到了導致斷裂的原因,并對下一步預防此類事故提出了相應的技術措施。
S135鉆桿接頭失效及腐蝕特征 S135鉆桿接頭失效及腐蝕特征
格式:pdf
大小:411KB
頁數:4P
4.5
通過化學成分分析、力學性能測試、組織結構分析和高溫高壓模擬試驗,對127mm(5″)s135鉆桿接頭內壁出現劃痕、凹槽和腐蝕三種失效形式,鉆桿的腐蝕速率和腐蝕產物進行分析研究。結果表明:該鉆桿接頭的材料性能符合相關標準要求,鉆桿接頭腐蝕機理是氧腐蝕,腐蝕產物主要是fe3o4和feooh,劃痕和凹槽是由于使用不當和卡槽所致。
S135鉆桿外螺紋接頭裂紋形成原因分析精華文檔
API圓螺紋套管外螺紋接頭緊密距測量及判定 API圓螺紋套管外螺紋接頭緊密距測量及判定
格式:pdf
大小:165KB
頁數:3P
4.6
針對apispec5b標準圓螺紋套管量規只是參照短圓螺紋的尺寸進行設計和加工,需要用一種規格的量規測量外徑相同,但螺紋幾何尺寸不同的多種規格的長、短圓螺紋套管,增加了判定緊密距測量結果難度的問題,提出了凹入量的概念,澄清了凸出量、凹入量及緊密距三者之間的關系。指出apispec5b標準推薦公式的不足,總結并給出1組新的方便可行、易于理解又不易出錯的緊密距計算公式供測量時使用,以避免檢驗時產生誤判。分析表明,實際測量的凸出量、凹入量均不是緊密距,而是對緊密距的間接測量,但可以由此判定緊密距是否合格。
 外螺紋接頭注塑模具設計
外螺紋接頭注塑模具設計 外螺紋接頭注塑模具設計
格式:pdf
大小:662KB
頁數:3P
4.4
通過分析外螺紋接頭的結構和工藝性特點,確定了一模兩腔的模具結構。使用moldflow軟件模擬分析了充填過程、流動前沿溫度、氣穴位置等,為模具結構的設計提供了合理的依據。在cae分析的基礎上,完成了注塑模具的整體設計,可為類似塑件的模具設計提供參考。
S135鉆桿外螺紋接頭裂紋形成原因分析最新文檔
鉆桿接頭螺紋粘扣原因分析 鉆桿接頭螺紋粘扣原因分析
格式:pdf
大小:1.4MB
頁數:5P
4.8
某油田先后出現多起鉆桿接頭螺紋粘扣事故,且都為新鉆桿,給油田造成了較大的經濟損失。為了避免此類事故的再次發生,結合現場調查,通過對鉆桿粘扣的接頭螺紋形貌進行宏觀觀察,及對接頭材料的力學性能、化學成分、金相組織進行了全面的試驗分析。結果表明,該次螺紋大面積粘扣與接頭材質無關,而是井隊在接立柱過程中,立柱中心軸線與入井鉆桿軸線同心度偏差較大,在螺紋旋合時引起偏斜對扣,造成接頭螺紋碰傷,以及高速引扣,引起公母螺紋牙齒相互干涉,造成螺紋面的擠壓磨損,塑性變形,最終導致大面積的接頭粘扣。最后根據失效原因,提出了相對應的改進措施和建議。
 某井偏梯形螺紋接頭脫扣原因分析
某井偏梯形螺紋接頭脫扣原因分析 某井偏梯形螺紋接頭脫扣原因分析
格式:pdf
大小:474KB
頁數:4P
4.7
某直井發生接箍工廠端偏梯形特殊螺紋套管滑脫,下部套管柱落井未能打撈出。針對此起脫扣事故,采用理論與試驗相結合的方法,對脫扣接箍的化學成分和力學性能進行了分析和測試,對同批次兩組套管試樣螺紋參數進行了測量和實物試驗,另外對脫扣接箍工廠端和現場端以及同批次新接箍工廠端內螺紋承載面和導向面處顯微組織進行了比較。結果表明,接箍工廠端上扣扭矩過小是導致套管脫扣失效的主要原因,同時文章也說明螺紋接觸處的顯微組織比較分析法是解決此類問題的一個重要手段。
摩擦系數對鉆桿錐螺紋接頭連接性能的影響 摩擦系數對鉆桿錐螺紋接頭連接性能的影響
格式:pdf
大小:1.3MB
頁數:4P
4.5
研究鉆桿錐螺紋接頭結構在施加載荷后的受力特點及變形情況,推導出了錐螺紋預緊力隨螺紋端面摩擦系數與螺旋副之間摩擦系數變化關系式。建立了螺紋機構的接觸有限元分析模型,分析了在多組摩擦系數影響下的連接螺紋最大等效應力變化;并找出了連接螺紋最大等效應力隨摩擦系數的變化規律。結果表明,螺紋在受載時的最大等效應力對摩擦系數的變化相當敏感,從而為鉆桿螺紋的合理設計和加工工藝提供了依據。
直螺紋接頭
格式:pdf
大小:9KB
頁數:4P
4.8
鋼筋等強度剝肋滾壓直螺紋接頭是將待連接的鋼筋端部用配套的鋼筋滾 壓直螺紋成型機剝肋滾壓成直螺紋,通過連接套筒將兩根鋼筋連接成一 體的、能充分發揮鋼筋強度的機械連接方式。該連接方式適用于混凝土 結構中直徑為16-40的hrb335、hrb440熱軋帶肋受力鋼筋的任意方向 連接。 一、施工準備 1、材料準備: 鋼筋應具有出廠合格證和力學性能檢驗報告,所有檢驗結果,均應符合 現行規范的規定和設計要求。連接套筒應有出廠合格證,一般為低合金 鋼或優質炭素結構鋼,其抗拉承載力標準值應大于、等于被連接鋼筋的 受拉承載力標準值的1.20倍,套筒長為鋼筋直徑的二倍,套筒應有保護 蓋,保護蓋上應注明套筒的規格。套筒在運輸、儲存過程中,要防止銹 蝕和沾污,套筒的尺寸偏差及精度要求見表1。 表1:套筒尺寸偏差及精度要求 套筒直徑d外徑允許偏差長度允許偏差螺紋精度 ≤50±0.5±0.56h/g
內外螺紋轉換接頭詳細圖解
格式:pdf
大小:66KB
頁數:1P
4.5
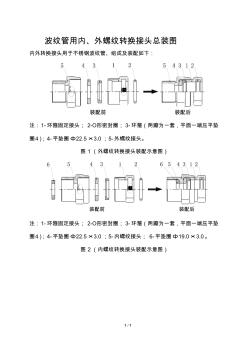
1/1 波紋管用內、外螺紋轉換接頭總裝圖 內外轉換接頭用于不銹鋼波紋管、組成及裝配如下: g1 /2 裝配前裝配后 注:1-環箍固定接頭;2-o形密封圈;3-環箍(兩瓣為一套,平面一端壓平墊 圈4);4-平墊圈φ22.5×3.0;5-外螺紋接頭。 圖1(外螺紋轉換接頭裝配示意圖) g1 /2 裝配前裝配后 注:1-環箍固定接頭;2-o形密封圈;3-環箍(兩瓣為一套,平面一端壓平墊 圈4);4-平墊圈φ22.5×3.0;5-內螺紋接頭;6-平墊圈φ19.0×3.0。 圖2(內螺紋轉換接頭裝配示意圖)

公制外螺紋細牙
格式:pdf
大小:53KB
頁數:2P
4.4
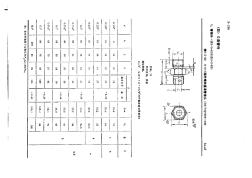
1 公制外螺紋(細牙) 公稱直徑× 螺距 大徑中徑小徑螺胚直徑 最大最小最大最小最大最小最大 m3x0.352.9812.8962.7542.6872.6022.712.73 m4x0.53.9803.8743.6553.5803.4393.603.63 m5×0.54.9804.8744.6554.5804.4394.604.63 m6×0.755.9785.8385.4915.3915.1665.425.46 m8×0.757.9787.8387.4917.3917.1667.427.46 m8×17.9747.7947.3247.2126.8917.267.29 m10×0.759.9789.8389.4919.3919.1669.429.46 m10×


S135鉆桿外螺紋接頭裂紋形成原因分析相關
文輯推薦
知識推薦
百科推薦


職位:暖通技工
擅長專業:土建 安裝 裝飾 市政 園林


