




Q550D鋼板規(guī)格,Q550鋼板化學(xué)成分
格式:pdf
大小:32KB
頁數(shù):2P
550d鋼板: q550d鋼板為低合金高強度鋼板,是舞陽鋼廠專門為三峽工程研發(fā)、改進生產(chǎn)的牌號,在 三峽工程中大量應(yīng)用了該牌號的鋼板。“sx”表示三峽,“q550”表示鋼板的屈服最小為 550,“d”表示鋼板的等級。可根據(jù)自身需求選擇不同級別的鋼板,也可根據(jù)需求附加探 傷要求、z向性能要求、高強度韌性要求、高溫拉伸及沖擊檢驗等。 q500d-z35鋼板: q—鋼的屈服強度的“屈”字漢語拼音首位字母。500—屈服強度數(shù)值,單位mpa。d—質(zhì)量 等級為d級(等級分為a,b,c,d,e)。z—代表厚度方向(z向)性能級別的符號。 q500d鋼板的的化學(xué)成分: c0.13~0.18% si0.20~0.50% mn0.90~1.30% p0.90~1.30% s0.90~1.30% ni0.90~1.30% cr0.30~0.60% mo0
編輯推薦下載
Q鋼板焊接工藝
格式:pdf
大小:26KB
頁數(shù):3P
 4.7
4.7
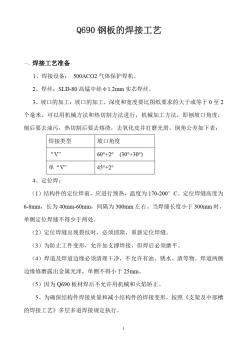
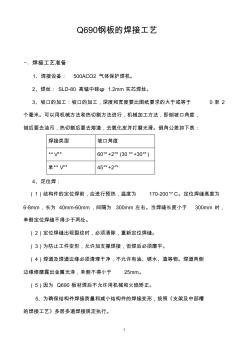
1 q690鋼板的焊接工藝 一、焊接工藝準(zhǔn)備 1、焊接設(shè)備:500aco2氣體保護焊機。 2、焊絲:sld-80高錳中硅φ1.2mm實芯焊絲。 3、坡口的加工:坡口的加工,深度和寬度要比圖紙要求的大于或等于0至2 個毫米。可以用機械方法和熱切割方法進行,機械加工方法,即刨坡口角度, 刨后要去油污,熱切割后要去熔渣,去氧化皮并打磨光滑。倒角公差如下表: 焊接類型坡口角度 “v”60°+2°(30°+30°) 單“v”45°+2° 4、定位焊: (1)結(jié)構(gòu)件的定位焊前,應(yīng)進行預(yù)熱,溫度為170-200°c。定位焊縫高度為 6-8mm,長為40mm-60mm,間隔為300mm左右。當(dāng)焊縫長度小于300mm時, 單側(cè)定位焊縫不得少于兩處。 (2)定位焊縫出現(xiàn)裂紋時,必須清除,重新定位焊縫。 (3)為防止工件變形,允許加支撐焊接,但焊后必須磨平。 (4)

Q235B鋼板焊接工藝評定
格式:pdf
大小:563KB
頁數(shù):39P
4.6
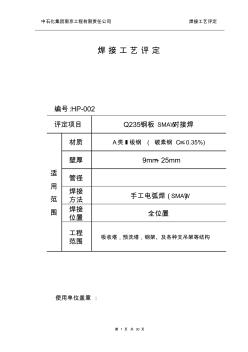
---------------------考試---------------------------學(xué)資學(xué)習(xí)網(wǎng)---------------------押題------------------------------ 焊接工藝評定 編號:hp-002 評定項目 適 用 范 圍 材質(zhì) 壁厚 管徑 焊接 方法 焊接 位置 工程 范圍 吸 收 塔, 預(yù) 洗 塔, 鋼 架、 及 各 種 支 吊 架 等 結(jié) 構(gòu) q23鋼對接sma類ⅰ級碳素0.35%)9m25mm) 手工電弧sma全位 使用單位蓋章: 焊接工藝評定任務(wù)書 rw-06-02 編號: 產(chǎn)品名稱吸收塔,預(yù)洗塔,鋼架、及各種支吊架等鋼結(jié)構(gòu) 評定項目試件評定橫焊(2g)、立焊(3g)、仰焊(4g) 母材牌號q235b類級號a類ⅰ級 規(guī)格12mm:δ 焊接 材料 號型
Q550鋼板焊接工藝分析熱門文檔
Q235B鋼板焊接工藝評定
格式:pdf
大小:510KB
頁數(shù):30P
4.6
中石化集團南京工程有限責(zé)任公司焊接工藝評定 第1頁共30頁 焊接工藝評定 編號:hp-002 評定項目q235鋼板smaw對接焊 適 用 范 圍 材質(zhì)a類ⅰ級鋼(碳素鋼c≤0.35%) 壁厚9mm~25mm 管徑 焊接 方法手工電弧焊(smaw) 焊接 位置 全位置 工程 范圍 吸收塔,預(yù)洗塔,鋼架、及各種支吊架等結(jié)構(gòu) 使用單位蓋章: 中石化集團南京工程有限責(zé)任公司焊接工藝評定 第2頁共30頁 焊接工藝評定任務(wù)書 編號:rw-06-02 產(chǎn)品名稱吸收塔,預(yù)洗塔,鋼架、及各種支吊架等鋼結(jié)構(gòu) 評定項目試件評定橫焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌號q235b類級號a類ⅰ級 規(guī)格δ:12mm 焊 接 材 料 型(牌)號e4303規(guī)格ф3.2/4.0 焊劑/保護氣/
鍍鋅鋼板焊接工藝研究
格式:pdf
大小:45KB
頁數(shù):5P
4.7
鍍鋅鋼板焊接工藝研究 1.鍍鋅鋼電弧焊 鋅層的存在給鍍鋅鋼的焊接帶來了一定困難,主要的問題有:焊接裂紋及氣孔的敏感性 增大、鋅的蒸發(fā)及煙塵、氧化物夾渣及鍍鋅層熔化及破壞。其中焊接裂紋、氣孔和夾渣是最 主要的問題。 1.1焊接性 (1)裂紋 在焊接過程中,熔化的鋅浮在熔池的表面或位于焊縫根部。由于鋅的熔點遠遠低于鐵, 熔池中的鐵首先結(jié)晶,液態(tài)鋅會沿著鋼的晶界滲入其中,導(dǎo)致晶間結(jié)合變?nèi)酢6忆\與鐵之 間易形成金屬間脆性化合物fe3zn10和fezn10,進一步降低了焊縫金屬的塑性。因此在焊接殘 余應(yīng)力的作用下易沿晶界裂開,形成裂紋。 1)影響裂紋敏感性的因素 ①鋅層的厚度鍍鋅鋼的鋅層較薄,裂紋敏感性小,而熱鍍鋅鋼的鋅層較厚,裂紋敏 感性較大。 ②工件厚度厚度越大,焊接拘束應(yīng)力越大,裂紋敏感性越大。 ③坡口間隙間隙越大,裂紋敏感性越大。 ④焊接方法用
QB鋼板焊接工藝評定
格式:pdf
大小:539KB
頁數(shù):33P
4.4
1/33 焊接工藝評定 編號:hp-002 評定項目q235鋼板smaw對接焊 適 用 范 圍 材質(zhì)a類ⅰ級鋼(碳素鋼c≤0.35%) 壁厚9mm~25mm 管徑 焊接 方法手工電弧焊(smaw) 焊接 位置 全位置 工程 范圍 吸收塔,預(yù)洗塔,鋼架、及各種支吊架等結(jié)構(gòu) 使用單位蓋章: 2/33 焊接工藝評定任務(wù)書 編號:rw-06-02 產(chǎn)品名稱吸收塔,預(yù)洗塔,鋼架、及各種支吊架等鋼結(jié)構(gòu) 評定項目試件評定橫焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌號q235b類級號a類ⅰ級 規(guī)格δ:12mm 焊 接 材 料 型(牌)號e4303規(guī)格ф3.2/4.0 焊劑/保護氣/ 焊接接頭的基本要求焊縫表面過度圓滑,跟部透度適中 機械性 能要求 抗拉強度 (mpa) 屈服強度 (mpa)
鍍鋅鋼板焊接工藝
格式:pdf
大小:46KB
頁數(shù):4P
4.8
鍍鋅鋼板焊接工藝研究 1.鍍鋅鋼電弧焊 鋅層的存在給鍍鋅鋼的焊接帶來了一定困難,主要的問題有:焊接裂紋及氣孔的敏感性 增大、鋅的蒸發(fā)及煙塵、氧化物夾渣及鍍鋅層熔化及破壞。其中焊接裂紋、氣孔和夾渣是最 主要的問題。 1.1焊接性 (1)裂紋 在焊接過程中,熔化的鋅浮在熔池的表面或位于焊縫根部。由于鋅的熔點遠遠低于鐵, 熔池中的鐵首先結(jié)晶,液態(tài)鋅會沿著鋼的晶界滲入其中,導(dǎo)致晶間結(jié)合變?nèi)酢6忆\與鐵之 間易形成金屬間脆性化合物fe3zn10和fezn10,進一步降低了焊縫金屬的塑性。因此在焊接 殘余應(yīng)力的作用下易沿晶界裂開,形成裂紋。 1)影響裂紋敏感性的因素 ①鋅層的厚度鍍鋅鋼的鋅層較薄,裂紋敏感性小,而熱鍍鋅鋼的鋅層較厚,裂紋敏 感性較大。 ②工件厚度厚度越大,焊接拘束應(yīng)力越大,裂紋敏感性越大。 ③坡口間隙間隙越大,裂紋敏感性越大。 ④焊接方法用手工電弧

不銹鋼板焊接工藝
格式:pdf
大小:220KB
頁數(shù):8P
4.4
1 不銹鋼板焊接工藝 1、使用范圍 本工藝適用于以各種不銹鋼為復(fù)材、低碳鋼或低合金鋼為基材總 厚度大于或等于4mm的不銹鋼復(fù)合板的焊接。 2、焊接材料的選擇 2.1焊接材料選用原則 1)復(fù)層材料的選用應(yīng)保證熔敷金屬的合金元素的含量不低于復(fù)層 材料標(biāo)準(zhǔn)規(guī)定的下限值。 2)過渡層的焊條宜選擇25%cr-13%ni型或25%cr-20%ni型以補 充基層對復(fù)層的稀釋,對復(fù)層含鉬的不銹鋼復(fù)合板,應(yīng)采用 25%-13%ni-mo型焊條。 2.2常用不銹鋼復(fù)合板焊接材料可按下表選取。 表—1常用不銹鋼復(fù)合板過渡層及復(fù)層焊接材料的選用 復(fù)層材質(zhì)過渡層焊接復(fù)層焊接 焊條 牌號 焊條型號焊條 牌號 焊條型號焊絲鋼號 0cr18ni9 a302 a307 a062 a402 a407 e309-16 e309-15 e309l-16 e310-16 e31
Q550鋼板焊接工藝分析精華文檔

不銹鋼板焊接工藝
格式:pdf
大小:145KB
頁數(shù):5P
4.5
百度文庫 1 s0907007a51 sh07hll-122-gy-02 -1- 1.概述 “中化7”輪的貨艙3艙和5艙左旁縱壁底部分別開有一個工藝孔,現(xiàn)需要恢復(fù)。本工 藝主要針對該處板材的焊接而制定。 2.焊接材料與焊前準(zhǔn)備 焊接材料 該縱壁板厚為13.5mm,材質(zhì)為316l+a級鋼板的復(fù)合不銹鋼板,新加的補板材質(zhì)為 316l。根據(jù)板材材質(zhì),選用e309-16和e316l焊條。 焊前準(zhǔn)備 (1)由于工藝孔的邊緣是氣割而來的,熔渣較多,所以焊前必須先將板邊緣的熔渣 打磨干凈,并開出坡口。坡口應(yīng)采用機加工或磨削的方法,從復(fù)層(不銹鋼)往基層方向, 坡口表面要求平整光潔無濺渣,打磨基層用的打磨片不得使用于復(fù)層。 (2)焊前需用機械方法或有機溶劑清除焊絲表面和焊接坡口兩側(cè)至少各30mm范圍內(nèi) 的油污、金屬屑、氧化膜及其它污物。多層多道焊時,必須清除前道焊縫表面
鍍鋅鋼板焊接工藝研究
格式:pdf
大小:47KB
頁數(shù):4P
4.4
鍍鋅鋼板焊接工藝研究 1.鍍鋅鋼電弧焊 鋅層的存在給鍍鋅鋼的焊接帶來了一定困難,主要的問題有:焊接裂紋及氣孔的敏感性 增大、鋅的蒸發(fā)及煙塵、氧化物夾渣及鍍鋅層熔化及破壞。其中焊接裂紋、氣孔和夾渣是最 主要的問題。 1.1焊接性 (1)裂紋 在焊接過程中,熔化的鋅浮在熔池的表面或位于焊縫根部。由于鋅的熔點遠遠低于鐵, 熔池中的鐵首先結(jié)晶,液態(tài)鋅會沿著鋼的晶界滲入其中,導(dǎo)致晶間結(jié)合變?nèi)酢6忆\與鐵之 間易形成金屬間脆性化合物fe3zn10和fezn10,進一步降低了焊縫金屬的塑性。因此在焊接 殘余應(yīng)力的作用下易沿晶界裂開,形成裂紋。 1)影響裂紋敏感性的因素 ①鋅層的厚度鍍鋅鋼的鋅層較薄,裂紋敏感性小,而熱鍍鋅鋼的鋅層較厚,裂紋敏 感性較大。 ②工件厚度厚度越大,焊接拘束應(yīng)力越大,裂紋敏感性越大。 ③坡口間隙間隙越大,裂紋敏感性越大。 ④焊接方法用手工電弧
Q345E-40~60mm厚鋼板焊接工藝
格式:pdf
大小:23KB
頁數(shù):3P
4.4
q345e\40~60mm厚鋼板焊接工藝 摘要:本文對q345e厚鋼板焊接工藝做了簡單的介紹。 關(guān)鍵詞:q345e鋼板;施工工藝 abstract:inthispaper,theq345ethicksteelplateweldingprocesstoasimple introduction. keywords:q345esteelplate;constructiontechnology q345e鋼板具有良好的韌性、塑性、冷彎性和焊接性能。一般在熱軋或正火 狀態(tài)下使用。廣泛適用于橋梁、車輛、船舶、管道、鍋爐、各種容器、油罐、電 站、廠房結(jié)構(gòu)、低溫壓力容器等結(jié)構(gòu)件。一般20mm以下的中板焊接時不用焊前 預(yù)熱和焊前熱處理。40~60mm算厚度板,由于較大的拘束度,焊接時需采取焊 前預(yù)熱、后熱等措施。 1、下料加工:采用氧—液化石油氣切

復(fù)合鋼板焊接工藝評定知識講解
格式:pdf
大小:37KB
頁數(shù):7P
4.7
復(fù)合鋼板焊接工藝評 定 精品文檔 收集于網(wǎng)絡(luò),如有侵權(quán)請聯(lián)系管理員刪除 復(fù)合鋼板焊接工藝評定 郭晶張壽增 【關(guān)鍵詞】鋼板,復(fù)合材料,腐蝕,焊接工藝評定 【論文摘要】復(fù)合鋼板焊接的實質(zhì)是基層材料的焊接和在基層材料上堆焊耐蝕層,了解這一點 對合理進行復(fù)合鋼板的焊接工藝評定至關(guān)重要。 中圖分類號:tg44文獻標(biāo)識碼:b weldingprocedurequalificationforcladsteelplates guojing,zhangshou-zeng (daliannanhaipressurevesselfactory,dalian116031,china) abstract:theweldingofcladsteelplatesisessentiallythecombinationof weldingo
Q550鋼板焊接工藝分析最新文檔
不銹鋼板焊接工藝規(guī)則
格式:pdf
大小:13KB
頁數(shù):2P
4.6
不銹鋼板焊接工藝規(guī)則 1、適用范圍: 本規(guī)則適用不銹鋼板焊接工序?qū)Ρ竟井a(chǎn)品零部件的焊 接。 2、材料: 焊接所用的符合圖樣要求及相應(yīng)標(biāo)準(zhǔn)規(guī)定的零部件、鎢 極等。 3、主要設(shè)備及工具: 手工鎢極氬弧焊機、鎢極、盒尺、卡尺、壓緊器等。 4、準(zhǔn)備工作: 4.1、熟悉圖樣、技術(shù)條件和工藝規(guī)程。 4.2、檢查氬弧焊機是否正常,按要求選好鎢極,調(diào)整好電流。 4.3、根據(jù)需要選擇面罩遮光鏡片。 5、手工氬弧焊接規(guī)范 5.1、極性的選擇:選擇工件接正、鎢極接負。 5.2、氬弧焊時,開關(guān)置向“氬弧焊”,氬氣開關(guān)先置向”檢 氣”等調(diào)節(jié)好氬氣流量后在置向“自動”。 5.3、合上焊機電源開關(guān),電源指示燈亮,按下焊炬開關(guān),大 約一秒鐘后氣閥打開,擺好鎢極和工件距離,就會引燃電弧, 正常焊接。 5.4、焊接規(guī)范: 板厚mm鎢板直徑φmm焊接電流(安)氬氣流量升/分 0.61~1.615-30
復(fù)合鋼板焊接工藝評定詳解
格式:pdf
大小:205KB
頁數(shù):5P
4.5
復(fù)合鋼板焊接工藝評定 郭晶張壽增 【關(guān)鍵詞】鋼板,復(fù)合材料,腐蝕,焊接工藝評定 【論文摘要】復(fù)合鋼板焊接的實質(zhì)是基層材料的焊接和在基層材料上堆焊耐蝕層,了解這一點對 合理進行復(fù)合鋼板的焊接工藝評定至關(guān)重要。 中圖分類號:tg44文獻標(biāo)識碼:b weldingprocedurequalificationforcladsteelplates guojing,zhangshou-zeng (daliannanhaipressurevesselfactory,dalian116031,china) abstract:theweldingofcladsteelplatesisessentiallythecombinationofwelding ofbasemetalwithoverlayingofco
鋼板焊接工藝試驗成果報告
格式:pdf
大小:28KB
頁數(shù):5P
4.8
1 鋼板焊接工藝試驗成果報告 一、工程概述 本標(biāo)段為河南省南水北調(diào)受水區(qū)焦作供水配套程施工3標(biāo)(樁號 8+600~14+500),主要工作內(nèi)容包括pccp管(管徑dn1400)施工鋪裝 5900m,共有各類主要建筑物16座;穿越省道頂管2處,穿越河道倒虹吸 1處,各類閥井13座等。蔣溝河倒虹吸鋼筋用量47t,混凝土503m3,土方 開挖量為1.6萬m3,穿越河道倒虹吸工程,鋼管安裝共計103m,8節(jié)管道, 彎頭4個,總重49.4噸,安裝工期為2013年6月13日~2013年6月18 日。合同投資78.8萬。 二、試驗?zāi)康亍⑦m用范圍 通過本次鋼板焊接工藝性試驗,確定鋼板氬弧焊的各項參數(shù),確保鋼 板焊接質(zhì)量。本次試驗確定的連接施工工藝及參數(shù)適用于本標(biāo)段內(nèi)所有鋼 板焊接連接制作安裝施工。 三、試驗依據(jù) (1)《金屬熔化焊焊接接頭射線
鋼板焊接工藝試驗施工方案
格式:pdf
大小:30KB
頁數(shù):6P
4.8
鋼板焊接工藝試驗施工方案 一、工程概述 河南省南水北調(diào)受水區(qū)平頂山供水配套工程12號口門輸水 線路起點位于魯山縣辛集鄉(xiāng)馬莊村東南總干渠樁號 sh(3)20+004.9分水閘出口,終點為平頂山市新區(qū)水廠。輸水管 線長6.97km,設(shè)計流量2.6m3/s,采用dn1400pccp管。輸水管 道自口門向東偏南,經(jīng)馬街南、西王營南至焦莊西北規(guī)劃水廠。 共有各類建筑物2座,其中穿應(yīng)河倒虹吸1座、穿鄭堯高速公路 頂管1處;現(xiàn)地管理房2座、閥井、鎮(zhèn)墩、管道(長6.97km、 pccp管)及設(shè)備安裝等。 二、試驗?zāi)康亍⑦m用范圍 通過本次鋼板焊接工藝性試驗,確定鋼板氬弧焊的各項參數(shù),確 保鋼板焊接質(zhì)量。本次試驗確定的連接施工工藝及參數(shù)適用于本標(biāo)段 內(nèi)所有鋼板焊接連接制作安裝施工。 三、試驗依據(jù) (1)《金屬熔化焊焊接接頭射線照相》

不銹鋼板焊接工藝 (2)
格式:pdf
大小:99KB
頁數(shù):5P
4.7
s0907007a51 sh07hll-122-gy-02 文件名稱: 復(fù)合不銹鋼板焊接工藝 版本a -1- 1.概述 “中化7”輪的貨艙3艙和5艙左旁縱壁底部分別開有一個工藝孔,現(xiàn)需要恢復(fù)。本工 藝主要針對該處板材的焊接而制定。 2.焊接材料與焊前準(zhǔn)備 2.1焊接材料 該縱壁板厚為13.5mm,材質(zhì)為316l+a級鋼板的復(fù)合不銹鋼板,新加的補板材質(zhì)為 316l。根據(jù)板材材質(zhì),選用e309-16和e316l焊條。 2.2焊前準(zhǔn)備 (1)由于工藝孔的邊緣是氣割而來的,熔渣較多,所以焊前必須先將板邊緣的熔渣 打磨干凈,并開出坡口。坡口應(yīng)采用機加工或磨削的方法,從復(fù)層(不銹鋼)往基層方向, 坡口表面要求平整光潔無濺渣,打磨基層用的打磨片不得使用于復(fù)層。 (2)焊前需用機械方法或有機溶劑清除焊絲表面和焊接坡口兩側(cè)至少各30mm范圍內(nèi) 的油污、金屬屑、氧化膜
 Q550D鋼板焊接工藝研究
Q550D鋼板焊接工藝研究 Q550D鋼板焊接工藝研究
格式:pdf
大小:187KB
頁數(shù):未知
4.4
文中介紹了老撾某電站座環(huán)上、下環(huán)板與固定導(dǎo)葉的焊接,通過研究、實踐,確定了q55od鋼板的焊接方法,為高強度低合金鋼板焊接提供一些經(jīng)驗。
Q550鋼板焊接工藝分析 Q550鋼板焊接工藝分析
格式:pdf
大小:84KB
頁數(shù):未知
4.8
近年來國家在礦山工程建筑中對q550鋼的應(yīng)用越來越多,那么我們對它的技術(shù)要求也就需要更加細致的研究。以下就是我們對q550鋼板的一系列實驗分析,而且制定出了相應(yīng)的焊接工藝。
Q550低合金板結(jié)構(gòu)件的焊接工藝 Q550低合金板結(jié)構(gòu)件的焊接工藝
格式:pdf
大小:111KB
頁數(shù):未知
4.6
文章從q550低合金板的化學(xué)成分、力學(xué)性能、焊接性能方面進行分析,選擇出合適的焊接接材料和焊接工藝措施,保證了焊接質(zhì)量,從而保證結(jié)構(gòu)件尺寸穩(wěn)定、能夠承受動、靜載荷,應(yīng)力腐蝕現(xiàn)象等,保證了產(chǎn)品質(zhì)量。

復(fù)合鋼板焊接工藝評定
格式:pdf
大小:250KB
頁數(shù):11P
4.7
復(fù)合鋼板焊接工藝評定 使用復(fù)合鋼板建造化工設(shè)備和壓力容器是為了節(jié)約貴重耐腐蝕金屬材料,同時利用低合金高強度 鋼作基層,提高設(shè)備承壓能力,從而實現(xiàn)使用性能和經(jīng)濟效果優(yōu)化組合的目的。asme規(guī)范第 ⅸ卷,第qw-217條,是關(guān)于復(fù)合鋼板焊接工藝評定的專門條文 [1] ,是目前最全面、最合理的 規(guī)定。 1復(fù)合鋼板焊接本質(zhì) 以單面坡口為例(圖1),復(fù)合鋼板的焊接分兩步來完成:①焊接基層,把基層坡口填充 至h深度,h小于復(fù)合鋼板的基層厚度t。這樣做的目的是為了防止焊接基層部分時熔化 復(fù)層金屬。這一階段的焊接與焊接單一基層材料沒有任何區(qū)別。②焊接復(fù)層,其基本要點是 保持盡量淺的熔深,以減輕基層材料對耐蝕熔敷金屬的稀釋作用。不難看出,這一階段焊 接的實質(zhì),就是在基層材料上堆焊耐蝕金屬。 把復(fù)合鋼板的焊接明確理解為基層材料的焊接和在基層材料上堆焊耐蝕金屬,對正確

不銹鋼復(fù)合鋼板焊接工藝評定試驗 (2)
格式:pdf
大小:2.8MB
頁數(shù):8P
4.8
www.bzfxw.com www.bzfxw.com www.bzfxw.com www.bzfxw.com www.bzfxw.com
Q550鋼板焊接工藝分析相關(guān)
文輯推薦
知識推薦
百科推薦


職位:施工安全員
擅長專業(yè):土建 安裝 裝飾 市政 園林


