

Q345C鏟運(yùn)機(jī)大臂的焊接工藝
格式:pdf
大小:331KB
頁(yè)數(shù):3P
人氣 :91
 4.8
4.8
通過(guò)對(duì)鏟運(yùn)機(jī)大臂材料Q345C的焊接性分析,選擇CO2氣體保護(hù)焊方法,采用合理的焊接參數(shù)、焊接工藝和工裝,可有效防止其產(chǎn)生焊接缺陷,保證了大臂的焊接質(zhì)量。也為其它結(jié)構(gòu)尺寸大、受力復(fù)雜構(gòu)件的焊接提供了參考。



 深圳灣公路大橋Q345C鋼焊接工藝評(píng)定
深圳灣公路大橋Q345C鋼焊接工藝評(píng)定 深圳灣公路大橋Q345C鋼焊接工藝評(píng)定
格式:pdf
大小:477KB
頁(yè)數(shù):7P
介紹了深圳灣公路大橋鋼箱梁q345c鋼焊接工藝評(píng)定試驗(yàn),確定了合理的焊接工藝。
Q345的焊接工藝編訂
格式:pdf
大小:8KB
頁(yè)數(shù):4P
q345的焊接工藝編訂 一、材料介紹 1.q345化學(xué)成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.02-0.2 q345c力學(xué)性能如下表(%): 機(jī)械性能指標(biāo)伸長(zhǎng)率(%)試驗(yàn)溫度0℃抗拉強(qiáng)度mpa屈服點(diǎn)mpa≥ 數(shù)值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm時(shí),σs≥325mpa;壁厚介于35-50mm時(shí),σs≥295mpa 2.q345鋼的焊接特點(diǎn) 2.1碳當(dāng)量(ceq)的計(jì)算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 計(jì)算ceq=0.49%,大于0.45%,可見(jiàn)q345鋼焊接性能不是
編輯推薦下載
Q345E焊接工藝
格式:pdf
大小:21KB
頁(yè)數(shù):2P
4.3
q345e焊接工藝 q345e鋼板具有良好的韌性、塑性、冷彎性和焊接性能。一般在熱軋或正火狀態(tài) 下使用。廣泛適用于橋梁、車(chē)輛、船舶、管道、鍋爐、各種容器、油罐、電站、 廠(chǎng)房結(jié)構(gòu)、低溫壓力容器等結(jié)構(gòu)件。一般20mm以下的中板焊接時(shí)不用焊前預(yù)熱 和焊前熱處理。40~60mm算厚度板,由于較大的拘束度,焊接時(shí)需采取焊前預(yù)熱、 后熱等措施。 1、焊前預(yù)熱:由于厚40~60mm的q345e鋼板的焊接拘束度較大,不采取措施或 采取的焊接措施不當(dāng),焊后容易產(chǎn)生焊接冷裂紋。所以焊前要預(yù)熱。環(huán)境溫度低 于零攝氏度時(shí),禁止焊接。鋼板對(duì)接定位后,在焊道兩側(cè)100mm范圍內(nèi)的母材用 每隔500mm設(shè)置電爐板一塊(2.0kw),均勻加熱至100℃左右,停止加熱20分鐘, 以利于熱量向板中心傳遞,然后繼續(xù)加熱至150℃,測(cè)溫點(diǎn)設(shè)在焊道兩側(cè)100mm 邊遠(yuǎn)處。 2、焊接過(guò)程:焊接
Q345焊接工藝規(guī)程
格式:pdf
大小:82KB
頁(yè)數(shù):11P
4.6
q345的焊接工藝 一、材料介紹 1.q345化學(xué)成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.06 0.02-0.2 q345c力學(xué)性能如下表(%): 機(jī)械性能指標(biāo)伸長(zhǎng)率(%)試驗(yàn)溫度0℃抗拉強(qiáng)度mpa屈服 點(diǎn)mpa≥ 數(shù)值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm時(shí),σs≥325mpa;壁厚介于35-50mm時(shí), σs≥295mpa 2.q345鋼的焊接特點(diǎn) 2.1碳當(dāng)量(ceq)的計(jì)算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 計(jì)算ceq=0.49%,大于0.45%,可見(jiàn)q345鋼焊接性能不是很
Q345C鏟運(yùn)機(jī)大臂的焊接工藝熱門(mén)文檔
Q345c鋼焊接法
格式:pdf
大小:136KB
頁(yè)數(shù):9P
4.7
一、材料介紹 1.q345化學(xué)成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.02-0.2 q345c力學(xué)性能如下表(%): 機(jī)械性能指標(biāo)伸長(zhǎng)率(%)試驗(yàn)溫度0℃抗拉強(qiáng)度mpa屈服點(diǎn)mpa≥ 數(shù)值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm時(shí),σs≥325mpa;壁厚介于35-50mm時(shí),σs≥295mpa 2.q345鋼的焊接特點(diǎn) 2.1碳當(dāng)量(ceq)的計(jì)算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 計(jì)算ceq=0.49%,大于0.45%,可見(jiàn)q345鋼焊接性能不
 Q345鋼的焊接工藝及其應(yīng)用研究
Q345鋼的焊接工藝及其應(yīng)用研究 Q345鋼的焊接工藝及其應(yīng)用研究
格式:pdf
大小:63KB
頁(yè)數(shù):1P
4.5
本文就q345鋼的焊接工藝及其實(shí)際應(yīng)用進(jìn)行了分析和探究,從而對(duì)q345鋼在工程結(jié)構(gòu)中的應(yīng)用提供了理論依據(jù)。
42CrMo與Q345B焊接工藝的制定及焊接性能分析 42CrMo與Q345B焊接工藝的制定及焊接性能分析
格式:pdf
大小:148KB
頁(yè)數(shù):2P
4.5
對(duì)q345b與42crmo合金鋼的焊接性能進(jìn)行了研究分析。以中間罐小車(chē)提升部件為例,進(jìn)行了q345b與42crmo的焊接性研究及試驗(yàn),并制訂了合理的焊接工藝措施。采用a506打底,er55-6填充的組合焊接方法,配合合理的工藝方法及工藝參數(shù),獲得了性能優(yōu)良的焊接接頭
Q345D鋼埋弧焊的焊接材料、焊接工藝及應(yīng)用 Q345D鋼埋弧焊的焊接材料、焊接工藝及應(yīng)用
格式:pdf
大小:76KB
頁(yè)數(shù):2P
4.3
q345d鋼埋弧焊首次在我公司應(yīng)用,通過(guò)選擇適當(dāng)?shù)暮附硬牧稀⒑附庸に?使焊接接頭滿(mǎn)足低溫韌性,-20℃沖擊試驗(yàn)要求,并通過(guò)焊接工藝評(píng)定進(jìn)行驗(yàn)證。
Q345C鏟運(yùn)機(jī)大臂的焊接工藝精華文檔

焊接工藝評(píng)定報(bào)告(Q345B)
格式:pdf
大小:6.0MB
頁(yè)數(shù):15P
4.7
接工藝指導(dǎo)書(shū)編號(hào):mas—07gyzd-04 焊接工藝評(píng)定報(bào)告編號(hào):mas—07gypd-04 焊接工藝評(píng)定報(bào)告 母材材質(zhì):q345b母材厚度:16mm8mm ***鋼結(jié)構(gòu)工程有限公司 二0一五年四月十日 焊接位置: 對(duì)接焊縫的位置:中心 焊接方向:水平 角焊縫位置: 焊接方向: 焊后熱處理: 溫度范圍(oc):________ 保溫時(shí)間(h):________ 預(yù)熱: 預(yù)熱溫度(oc)(允許最低值) 層間溫度(oc)(允許最高值) 保持預(yù)熱時(shí)間 加熱方式 氣體: 氣體種類(lèi)混合比流量 (l/min) 保護(hù)氣________________________ 尾部保護(hù)氣________________________ 背面保護(hù)氣________

Q345R鋼與S30408鋼異種鋼焊接工藝的研究
格式:pdf
大小:7KB
頁(yè)數(shù):2P
4.7
摘要:q345r鋼與s30408鋼的異種材料焊接,在壓力容器制造中應(yīng)用很廣泛。該文詳細(xì)介 紹了兩種材質(zhì)的焊接特點(diǎn),并對(duì)其焊縫進(jìn)行射線(xiàn)檢驗(yàn)、力學(xué)性能、彎曲性能、化學(xué)成分分析 及金相組織觀(guān)察。結(jié)果表明,采取合理的工藝措施,可以獲得無(wú)焊接缺陷的焊縫,避免了焊 接接頭出現(xiàn)脆性馬氏體組織,可以控制碳的擴(kuò)散。而且,焊接接頭的拉伸性能、沖擊性能、 彎曲性能、化學(xué)成分及金相組織均能滿(mǎn)足要求。 關(guān)鍵詞:q345r鋼a30408鋼焊接異種材料 中圖分類(lèi)號(hào):tg457.11文獻(xiàn)標(biāo)識(shí)碼:a文章編號(hào):1674-098x(2014)02(a)-0070-02 在壓力容器的制造中,為了免除一些焊縫的熱處理,存在著大量異種材料的焊接接頭。 由于異種材料在物理性能方面如熔化溫度、導(dǎo)熱系數(shù)、線(xiàn)膨脹系數(shù)和電阻系數(shù)等方面存在明 顯差異,所以其焊接具有一定的難度。 某反應(yīng)器的接管與外接管路材質(zhì)
Q345R+317L復(fù)合厚鋼板的焊接工藝 Q345R+317L復(fù)合厚鋼板的焊接工藝
格式:pdf
大小:890KB
頁(yè)數(shù):2P
4.6
通過(guò)對(duì)基層較厚的q345r鋼和317l不銹鋼復(fù)合鋼板焊接性能的分析,制定了該復(fù)合鋼板的焊接工藝,通過(guò)生產(chǎn)中的質(zhì)量控制,確保了設(shè)備的制造質(zhì)量。
ZG35Cr1Mo與Q345B異種鋼的焊接工藝 ZG35Cr1Mo與Q345B異種鋼的焊接工藝
格式:pdf
大小:514KB
頁(yè)數(shù):2P
4.5
介紹了異種鋼焊接技術(shù)在盾構(gòu)機(jī)刀盤(pán)鋼結(jié)構(gòu)中的應(yīng)用,通過(guò)對(duì)zg35cr1mo與q345b的焊接性分析,制定了zg35cr1mo與q345b異種鋼的焊接工藝。
35CrMo法蘭與Q345管材的焊接工藝 35CrMo法蘭與Q345管材的焊接工藝
格式:pdf
大小:285KB
頁(yè)數(shù):2P
4.8
采用氬電聯(lián)焊的方法焊接35crmo和q345(16mn)鋼。此類(lèi)異種鋼的焊接要注意焊前預(yù)熱和焊后熱處理。按正確的工藝焊接,焊后檢驗(yàn)合格。
Q345C鏟運(yùn)機(jī)大臂的焊接工藝最新文檔
Q345C圓鋼
格式:pdf
大小:27KB
頁(yè)數(shù):3P
4.6
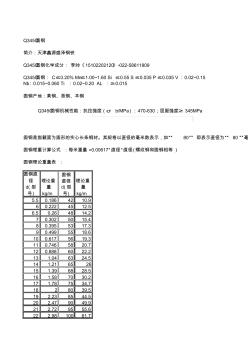
圓鋼是指截面為圓形的實(shí)心長(zhǎng)條鋼材。其規(guī)格以直徑的毫米數(shù)表示,如“80”即表示直徑為“80”毫 圓鋼理重計(jì)算公式:每米重量=0.00617*直徑*直徑(螺紋鋼和圓鋼相等) 圓鋼理論重量表: 圓鋼直 徑 d(型 號(hào)) 理論重 量 kg/m 圓鋼 直徑 d(型 號(hào)) 理論重 量 kg/m 5.50.1864210.9 60.2224512.5 6.50.264814.2 70.3025015.4 80.3955317.3 90.4995518.6 100.6175619.3 110.7465820.7 120.8886022.2 131.046324.5 141.216526 151.396828.5 161.587030.2 171.787534.7 1828039.5 192.2
淺談Q345鋼構(gòu)件埋弧焊焊接工藝 淺談Q345鋼構(gòu)件埋弧焊焊接工藝
格式:pdf
大小:106KB
頁(yè)數(shù):1P
4.4
隨著焊接技術(shù)的日益發(fā)展,埋弧焊在焊接技術(shù)領(lǐng)域中已成為不可缺少的焊接工藝方法之一。本文通過(guò)分析q345鋼的性能具體焊接q345鋼構(gòu)件為例,來(lái)說(shuō)明q345鋼構(gòu)件埋弧焊的焊接工藝,希望q345鋼的焊接工藝能得到進(jìn)一步的發(fā)展。
q345c是什么材質(zhì)
格式:pdf
大小:13KB
頁(yè)數(shù):1P
4.8
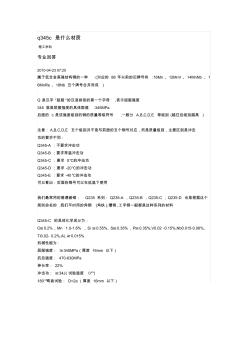
q345c是什么材質(zhì) 理工學(xué)科 專(zhuān)業(yè)回答 2010-04-2307:25 屬于低合金高強(qiáng)結(jié)構(gòu)鋼的一種:(對(duì)應(yīng)的88年以前的舊牌號(hào)有:16mn、12mnv、14mnnb、1 6mnre、18nb五個(gè)牌號(hào)合并而成) q是漢字"屈服"的漢語(yǔ)拼音的第一個(gè)字母,表示屈服強(qiáng)度 345就是屈服強(qiáng)度的具體數(shù)值:345mpa 后面的c是該強(qiáng)度級(jí)別的鋼的質(zhì)量等級(jí)符號(hào),一般分a,b,c,d,e等級(jí)別(越往后級(jí)別越高) 注意:a,b,c,d,e五個(gè)級(jí)別并不是與前面的五個(gè)鋼號(hào)對(duì)應(yīng),而是質(zhì)量級(jí)別,主要區(qū)別是沖擊 功的要求不同: q345-a:不要求沖擊功 q345-b:要求常溫沖擊功 q345-c:要求0℃的沖擊功 q345-d:要求-20℃的沖擊功 q345-e:要求-40℃的沖擊功 可以看出:后面的鋼號(hào)可以在低溫下使用 我們最常用的普通
淺析焊接工藝對(duì)Q345A鋼力學(xué)性能的影響 淺析焊接工藝對(duì)Q345A鋼力學(xué)性能的影響
格式:pdf
大小:215KB
頁(yè)數(shù):2P
4.5
q345a鋼現(xiàn)在廣泛的應(yīng)用在建筑、汽車(chē)、造船等行業(yè)中,但是在焊接過(guò)程中由于線(xiàn)能量選擇不當(dāng)導(dǎo)致q345a鋼容易出現(xiàn)脆化、冷裂等缺陷.q345a鋼現(xiàn)在廣泛的應(yīng)用在建筑、汽車(chē)、造船等行業(yè)中,但是在焊接過(guò)程中由于線(xiàn)能量選擇不當(dāng)導(dǎo)致q345a鋼容易出現(xiàn)脆化、冷裂等缺陷.
Q345鋼與鋼軌焊接工藝在礦倉(cāng)眉線(xiàn)改造上的應(yīng)用 Q345鋼與鋼軌焊接工藝在礦倉(cāng)眉線(xiàn)改造上的應(yīng)用
格式:pdf
大小:1.3MB
頁(yè)數(shù):3P
4.7
本文結(jié)合武鋼礦業(yè)公司某礦山車(chē)間的礦倉(cāng)眉線(xiàn)鋼軌斷裂,導(dǎo)致水泥墻壁磨損嚴(yán)重,如不進(jìn)行加固就會(huì)嚴(yán)重影響車(chē)間生產(chǎn),針對(duì)這一情況,我們?cè)诘V倉(cāng)磨損的眉線(xiàn)處采用焊條電弧焊加焊一塊q345鋼板,搭接在鋼軌面上,從而能對(duì)破損的眉線(xiàn)加以保護(hù)。經(jīng)過(guò)檢驗(yàn),鋼板的使用壽命能夠保證車(chē)間一年的生產(chǎn)要求,為今后的眉線(xiàn)保護(hù)提供了第一手資料,積累了寶貴的經(jīng)驗(yàn)。
機(jī)械校正395BI電鏟大臂及挖補(bǔ)法焊接工藝 機(jī)械校正395BI電鏟大臂及挖補(bǔ)法焊接工藝
格式:pdf
大小:507KB
頁(yè)數(shù):未知
4.4
簡(jiǎn)要敘述395bi電鏟大臂斷裂損壞情況,主要論述395bi電鏟大臂的機(jī)械校正方法、挖補(bǔ)焊接工藝及措施、應(yīng)力消除措施等內(nèi)容,概括說(shuō)明修復(fù)的395bi電鏟大臂投入露天煤礦生產(chǎn)之后保持完好的近況。為395bi電鏟大臂斷裂、扭曲變形大型結(jié)構(gòu)件的校正工藝及焊接維修提供可借鑒經(jīng)驗(yàn)。
94m~3吊斗鏟鏟斗組裝及其焊接工藝 94m~3吊斗鏟鏟斗組裝及其焊接工藝
格式:pdf
大小:156KB
頁(yè)數(shù):未知
4.5
簡(jiǎn)要敘述國(guó)內(nèi)第一臺(tái)無(wú)齒輪傳動(dòng)s8750-65大型吊斗鏟首臺(tái)改進(jìn)型94m3鏟斗的焊接安裝過(guò)程,論述了鏟斗結(jié)構(gòu)hardox400、weldox700等超厚度鋼的焊接工藝及措施、焊接過(guò)程等內(nèi)容,為以后的大型吊斗鏟鏟斗的焊接、焊修提供借鑒經(jīng)驗(yàn)。
20CrNiMo鋼與Q345B鋼的焊接工藝研究 20CrNiMo鋼與Q345B鋼的焊接工藝研究
格式:pdf
大小:188KB
頁(yè)數(shù):未知
4.7
對(duì)20crnimo鋼及q345b鋼的焊接性進(jìn)行分析研究,通過(guò)選擇合適的焊接方法及材料、較小的熱輸入,輔以合理的預(yù)熱溫度和焊后熱處理的工藝措施,進(jìn)行了2種焊接方法的工藝試驗(yàn)。結(jié)果表明:所采用的焊接工藝完全達(dá)到了產(chǎn)品需求。
q235的焊接工藝()
格式:pdf
大小:214KB
頁(yè)數(shù):13P
4.7
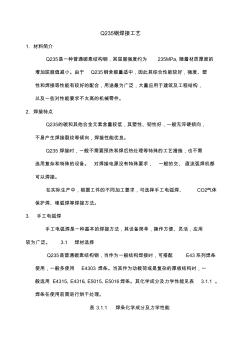
q235鋼焊接工藝 1.材料簡(jiǎn)介 q235是一種普通碳素結(jié)構(gòu)鋼,其屈服強(qiáng)度約為235mpa,隨著材質(zhì)厚度的 增加屈服值減小。由于q235鋼含碳量適中,因此其綜合性能較好,強(qiáng)度、塑 性和焊接等性能有較好的配合,用途最為廣泛,大量應(yīng)用于建筑及工程結(jié)構(gòu), 以及一些對(duì)性能要求不太高的機(jī)械零件。 2.焊接特點(diǎn) q235的碳和其他合金元素含量較低,其塑性、韌性好,一般無(wú)淬硬傾向, 不易產(chǎn)生焊接裂紋等傾向,焊接性能優(yōu)良。 q235焊接時(shí),一般不需要預(yù)熱和焊后熱處理等特殊的工藝措施,也不需 選用復(fù)雜和特殊的設(shè)備。對(duì)焊接電源沒(méi)有特殊要求,一般的交、直流弧焊機(jī)都 可以焊接。 在實(shí)際生產(chǎn)中,根據(jù)工件的不同加工要求,可選擇手工電弧焊、co2氣體 保護(hù)焊、埋弧焊等焊接方法。 3.手工電弧焊 手工電弧焊是一種基本的焊接方法,其設(shè)備簡(jiǎn)單,操作方便、靈活,應(yīng)用 較為廣泛。3.1焊材選擇 q235
Q345C鋼的開(kāi)發(fā)與工藝優(yōu)化 Q345C鋼的開(kāi)發(fā)與工藝優(yōu)化
格式:pdf
大小:259KB
頁(yè)數(shù):4P
4.6
天鋼聯(lián)合特鋼煉鋼廠(chǎng)為滿(mǎn)足高級(jí)別角鋼的市場(chǎng)需求,進(jìn)行了q345c鋼的開(kāi)發(fā)。該鋼種要求鋼中鋁含量較高(al≥0.020%),試生產(chǎn)時(shí)連鑄塞棒水口結(jié)瘤嚴(yán)重,造成鑄機(jī)連續(xù)2個(gè)澆次非計(jì)劃停澆。對(duì)關(guān)鍵工序生產(chǎn)工藝進(jìn)行優(yōu)化后,再次生產(chǎn)時(shí)鋼水澆鑄性良好,鑄坯性能完全滿(mǎn)足c級(jí)鋼的要求,成功開(kāi)發(fā)了q345c高級(jí)別角鋼。
Q345C鏟運(yùn)機(jī)大臂的焊接工藝相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:消防工程資料員
擅長(zhǎng)專(zhuān)業(yè):土建 安裝 裝飾 市政 園林


