

Q345B鋼兩種常用焊接方法接頭力學性能對比分析
格式:pdf
大小:156KB
頁數:3P
人氣 :61
 4.3
4.3
通過拉伸、沖擊試驗,對Q345B低合金鋼的焊條電弧焊和CO2氣體保護焊焊接接頭的強度、塑性和沖擊韌性進行了對比分析,結果表明:常溫下,Q345B低合金鋼的CO2氣體保護焊焊接接頭的強度和塑性更優,而焊條電弧焊焊接接頭的沖擊韌性更好。



 Q345鋼的MAG焊接接頭組織及力學性能分析
Q345鋼的MAG焊接接頭組織及力學性能分析 Q345鋼的MAG焊接接頭組織及力學性能分析
格式:pdf
大小:192KB
頁數:3P
采用mag焊接方法制備了不同厚度q345鋼平板對接焊件,分別對其進行拉伸、沖擊、彎曲力學性能測試,并對焊縫區域進行顯微組織觀察,最后采用盲孔法測量焊接試樣的殘余應力。測試結果表明:12mm/12mm焊接試樣的綜合力學性能明顯優于10mm/12mm與10mm/10mm焊接試樣。在焊縫中心處10mm/12mm焊件縱向殘余應力σx和橫向殘余應力σy均大于12mm/12mm焊件與10mm/10mm焊件殘余應力。
Q345B力學性能報告
格式:pdf
大小:24KB
頁數:2P
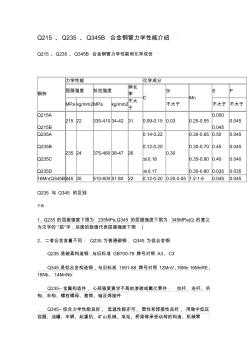
q215、q235、q345b合金鋼管力學性能介紹 q215、q235、q345b合金鋼管力學性能和化學成份 鋼種 力學性能化學成分 屈服強度抗拉強度 伸長 率 c si mn sp mpakg/mm2mpakg/mm2不大 于 不大于不大于不大于 q215a q215b 21522335-41034-42310.09-0.150.030.25-0.55 0.050 0.045 0.045 q235a q235b q235c q235d 23524375-46038-4726 0.14-0.22 0.12-0.20 ≤0.18 ≤0.17 0.30 0.30-0.65 0.30-0.70 0.35-0.80 0.35-0.80 0.50 0.45 0.40 0.035 0.045 0.04
編輯推薦下載
兩種典型瀝青路面結構力學性能對比分析 兩種典型瀝青路面結構力學性能對比分析
格式:pdf
大小:198KB
頁數:未知
4.5
憑借ansys有限元軟件對兩種瀝青路面結構建立三維有限元模型,并施加雙圓均布荷載。分析表明,半剛性瀝青路面的整體強度、抵抗瀝青層及基層疲勞裂縫能力和抗結構性車轍的能力要優于復合式基層瀝青路面;復合式基層瀝青路面抵抗流動性車轍的能力要優于半剛性瀝青路面。
雙相不銹鋼不同電弧焊接方法的接頭性能對比分析 雙相不銹鋼不同電弧焊接方法的接頭性能對比分析
格式:pdf
大小:1.5MB
頁數:6P
4.5
利用焊條電弧焊(smaw)、鎢極氬弧焊(tig)、埋弧焊(saw)三種焊接方法對15mm厚2205雙相不銹鋼工業板進行了焊接試驗,分析了焊后接頭的微觀組織、力學性能和腐蝕性能.結果表明,不同焊接方法得到的接頭焊縫區及熱影響區α相比例均在30%~60%范圍內,接頭抗拉強度與母材相當,tig和saw接頭焊縫區-40℃沖擊吸收功分別為133和78j,明顯高于smaw的37j;而saw接頭熱影響區因累積熱輸入量最小,-40℃時沖擊吸收功為207j,高于tig的122j和smaw的109j.在-60~20℃溫度區間,tig焊接頭焊縫區及熱影響區沖擊吸收功均高于smaw.tig和saw接頭耐點腐蝕能力相當,smaw稍差.綜合可見,tig焊接頭綜合性能最好,saw,smaw次之.
Q345B鋼兩種常用焊接方法接頭力學性能對比分析熱門文檔
42CrMo與Q345B焊接工藝的制定及焊接性能分析 42CrMo與Q345B焊接工藝的制定及焊接性能分析
格式:pdf
大小:148KB
頁數:2P
4.5
對q345b與42crmo合金鋼的焊接性能進行了研究分析。以中間罐小車提升部件為例,進行了q345b與42crmo的焊接性研究及試驗,并制訂了合理的焊接工藝措施。采用a506打底,er55-6填充的組合焊接方法,配合合理的工藝方法及工藝參數,獲得了性能優良的焊接接頭
 14NiCrMo10 6V與Q345E鋼過渡匹配焊接接頭的組織與力學性能
14NiCrMo10 6V與Q345E鋼過渡匹配焊接接頭的組織與力學性能 14NiCrMo10 6V與Q345E鋼過渡匹配焊接接頭的組織與力學性能
格式:pdf
大小:501KB
頁數:4P
4.7
采用e551t1-ni2藥芯焊絲對q345e鋼與14nicrmo106v鋼進行焊接,并通過室溫拉伸、彎曲、沖擊、硬度試驗以及金相分析等對焊接接頭的力學性能與顯微組織進行了研究。結果表明:采用此焊絲可以獲得拉伸、彎曲和沖擊性能均良好的焊接接頭,焊縫硬度在200~250hv之間;焊縫處晶界組織為先共析鐵素體、少量無碳貝氏體(從晶界伸向晶內),晶內為針狀鐵素體與珠光體,個別部位有粒狀貝氏體;q345e鋼側熱影響區與焊縫過渡區的組織為沿晶界析出的塊狀先共析鐵素體和向晶內生長的條狀鐵素體以及少量的珠光體和貝氏體;14nicrmo106v鋼側熱影響區與焊縫過渡區的組織為板條狀馬氏體。
鑄鋼與Q345B焊接施工方案
格式:pdf
大小:110KB
頁數:13P
4.7
馬鞍山市體育中心游泳館、網球館工程 鑄 鋼 與 q345b 焊 接 施 工 方 案 單位: 編制: 審核: 批準: 日期: 鑄鋼與q345b焊接施工方案 一、鑄鋼與q345b鋼異種鋼焊接施工工藝及措施 1、鑄鋼件材質為g20mn5與鑄鋼件相焊鋼材質為q345b。節點形 式見圖1。 圖1 2、焊接方法采用焊條手工電弧焊、co2氣體保護焊。焊條型號選 用為e5016(牌號為j506)或e5015(牌號為j507);焊絲型號選用 為er50-6的實芯焊絲或型號為e501t-1的藥芯焊絲,直徑φ1.2, 保護氣體為co2。 3、焊接材料的使用應符合下列規定: 3.1.焊條、焊絲等應儲存在干燥、通風良好的地方,并由專人保管;3.2. 焊條在使用前,必須按產品說明書和有關工藝文件規定進行烘干; 3.3.低氫型焊條烘干溫度為350~380℃,保溫時間為
各種接頭的焊接方法
格式:pdf
大小:129KB
頁數:3P
4.7
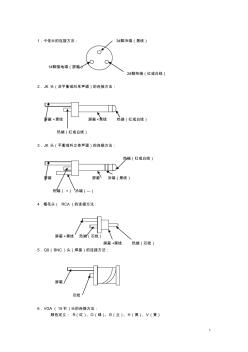
1 1.卡儂頭的連接方法:3#腳冷端(黑線) 1#腳接地端(屏蔽) 2#腳熱端(紅或白線) 2.jk頭(非平衡或叫單聲道)的連接方法: 屏蔽+黑線屏蔽+黑線熱端(紅或白線) 熱端(紅或白線) 3.jk頭(平衡或叫立體聲道)的連接方法: 熱端(紅或白線) 屏蔽屏蔽冷端(黑線) 熱端(+)冷端(—) 4.梅花頭(rca)的連接方法: 屏蔽+黑線熱端(芯線) 屏蔽+黑線熱端(芯線) 5.q9(bnc)頭(焊接)的連接方法: 屏蔽 芯線 6.vga(15針)頭的連接方法: 顏色定義:r(紅)、g(綠)、b(蘭)、h(黑)、v(黃) 2 r(紅)g(綠)b(蘭) 12345 610 r屏蔽 g屏蔽1112131415h+v屏蔽 b屏蔽 h(黑)v(黃) 7.串口232(9針)頭的連接方法: 2#腳tx發送,3#腳
Q345B鋼兩種常用焊接方法接頭力學性能對比分析精華文檔
 應用人工神經網絡模型對Q345鋼焊接接頭力學性能預測的實驗研究
應用人工神經網絡模型對Q345鋼焊接接頭力學性能預測的實驗研究 應用人工神經網絡模型對Q345鋼焊接接頭力學性能預測的實驗研究
格式:pdf
大小:450KB
頁數:4P
4.7
介紹了用q345鋼焊接接頭力學性能的實驗數據,建立并訓練基于人工神經網絡技術的q345鋼焊接接頭抗拉強度、屈服強度、延伸率和斷面收縮率的預測模型,并用驗證性實驗結果分析了這些模型的精確程度。該實驗研究為利用計算機虛擬技術進行焊接工藝評定來替代或輔助實物焊接工藝評定進行了有益的探索。
淺析焊接工藝對Q345A鋼力學性能的影響 淺析焊接工藝對Q345A鋼力學性能的影響
格式:pdf
大小:215KB
頁數:2P
4.5
q345a鋼現在廣泛的應用在建筑、汽車、造船等行業中,但是在焊接過程中由于線能量選擇不當導致q345a鋼容易出現脆化、冷裂等缺陷.q345a鋼現在廣泛的應用在建筑、汽車、造船等行業中,但是在焊接過程中由于線能量選擇不當導致q345a鋼容易出現脆化、冷裂等缺陷.
兩種X形鋼支撐體系的抗側性能對比分析 兩種X形鋼支撐體系的抗側性能對比分析
格式:pdf
大小:144KB
頁數:未知
4.7
介紹了新型x形鋼支撐結構的設計方法,通過建立有限元模型,從抗側性能與橫梁撓度兩方面,對比分析了新型x形支撐體系與傳統x形支撐體系的差別,為新型x形支撐結構的研究和實踐提供了理論依據。
滲鋁鋼焊接工藝及焊接接頭力學性能研究 滲鋁鋼焊接工藝及焊接接頭力學性能研究
格式:pdf
大小:174KB
頁數:5P
4.5
應用4種不同的焊條進行滲鋁鋼焊接工藝試驗,并對焊接試件進行力學性能檢測。通過大量的試驗研究,得到4種焊條的焊接試件力學性能數據,總結出滲鋁鋼手工電弧焊的焊接工藝方法,為滲鋁鋼的焊接加工提供具體的參考數據。
Q345B鋼兩種常用焊接方法接頭力學性能對比分析最新文檔
實芯焊絲焊接Q450NQR1耐候鋼焊接接頭力學性能的研究 實芯焊絲焊接Q450NQR1耐候鋼焊接接頭力學性能的研究
格式:pdf
大小:143KB
頁數:未知
4.6
通過室溫拉伸和硬度及分析等方式,對q450nqr1耐候鋼混合氣體保護焊焊接接頭的力學性能進行了研究,試驗結果表明:chw-55cnh實芯焊絲焊接時,可以獲得拉伸性能均良好的焊接接頭,焊縫區硬度較均勻,焊縫的硬度在170~220hv之間。
VGA接頭焊接方法4
格式:pdf
大小:5KB
頁數:2P
4.7
vga接頭焊接方法(圖)(點擊:5374) 設計屠戶2007-05-1615:59:32發表于焦點裝修家居網-裝修總論壇-長沙裝修集采論壇 一般企業在使用投影儀等設備時,其vga接頭大多需要人工焊接,接頭多,難焊是vga的 焊接的兩個難頭,弄不好要么沒信號,要么出現色差,下面我把如何焊接vga頭的方法介 紹給大家,希望大家在實際工作中有所用處。 按照vga接頭(15hd)的標準,共各引腳的定義如下: 1pin——red2pin——green3pin——blue 4pin——idbit5pin——n/c6pin——r.gnd 7pin——g.gnd8pin——b.gnd9pin——no.pin 10pin——gnd11pin——idbit12pin——idbit 13pin——h
 MGH956合金釬焊接頭力學性能分析
MGH956合金釬焊接頭力學性能分析 MGH956合金釬焊接頭力學性能分析
格式:pdf
大小:116KB
頁數:3P
4.3
以mgh956合金釬焊接頭高溫抗拉強度為考察對象進行了正交試驗設計。結果表明,考察的3個因素對接頭性能影響的主次順序為:釬料成分﹥保溫方式﹥焊縫間隙;對應較優工藝參數為:釬料為kco3,保溫方式為:1240℃/10min加1000℃/30min;焊縫間隙為0.02mm。在所進行試驗中,1000℃拉伸試驗結果最好的焊縫強度接近了母材水平。
熱軋工藝對Q345B鋼組織和力學性能的影響 熱軋工藝對Q345B鋼組織和力學性能的影響
格式:pdf
大小:1.2MB
頁數:5P
4.4
通過對加熱溫度、終軋溫度、冷卻速度及卷取溫度的控制,并對試驗樣品進行組織分析和力學性能測試,研究了熱軋工藝對q345b鋼組織和性能的影響。根據試驗結果確定了最佳的工藝方案為加熱溫度(1180±20)℃、終軋溫度為(870±20)℃、精軋總變形量為84.28%、冷卻速率控制在(10±2)℃/s、卷取溫度控制在(620±20)℃。通過生產實踐證明此工藝性能穩定,軋后鋼板可獲得優良的綜合力學性能。
兩類轉盤軸承的力學性能對比分析 兩類轉盤軸承的力學性能對比分析
格式:pdf
大小:555KB
頁數:5P
4.4
對四點接觸球式和交叉滾子式兩類轉盤軸承的承載能力、剛度和摩擦力矩進行實例對比分析,得出了四點接觸球轉盤軸承的靜承載能力強,摩擦力矩小,而交叉滾子轉盤軸承的額定動載荷和剛度大,變形小的結論.
ZG35Cr1Mo與Q345B異種鋼的焊接工藝 ZG35Cr1Mo與Q345B異種鋼的焊接工藝
格式:pdf
大小:514KB
頁數:2P
4.5
介紹了異種鋼焊接技術在盾構機刀盤鋼結構中的應用,通過對zg35cr1mo與q345b的焊接性分析,制定了zg35cr1mo與q345b異種鋼的焊接工藝。
T91鋼管TIG焊接接頭力學性能與顯微組織分析 T91鋼管TIG焊接接頭力學性能與顯微組織分析
格式:pdf
大小:254KB
頁數:3P
4.4
t91鋼管多采用tig焊,焊接接頭高溫力學性能對t91鋼的應用起至關重要的作用。采用不同的高溫試驗工藝對t91鋼管的tig焊接頭進行處理,分析tig焊接頭在力學性能和顯微組織上的差異。試驗結果表明:高溫試驗前后,t91鋼管tig焊接接頭的力學性能變化不大,馬氏體組織增大,晶間析出了碳化物。碳化物在t91鋼管tig焊接接頭保持高溫力學性能穩定性中起決定性作用。
 低合金鋼Q345R焊接接頭的低溫沖擊性能分析
低合金鋼Q345R焊接接頭的低溫沖擊性能分析 低合金鋼Q345R焊接接頭的低溫沖擊性能分析
格式:pdf
大小:246KB
頁數:未知
4.4
壓力容器主要用鋼的低合金鋼16mnr被q345r取代,而低合金鋼和低碳鋼又廣泛用于空分設備中。筆者主要是針對q345r材料,通過各種焊接方法,對其焊接接頭的力學性能和低溫沖擊性能進行了分析。
Q345B鋼兩種常用焊接方法接頭力學性能對比分析相關
文輯推薦
知識推薦
百科推薦


職位:駐場安全員
擅長專業:土建 安裝 裝飾 市政 園林


