

PP-B銅塑管件生產工藝的研究
格式:pdf
大小:263KB
頁數:4P
人氣 :84
 4.6
4.6
采用注塑成型法生產出嵌段共聚聚丙烯(PP-B)銅塑管件,討論了塑化溫度、注塑壓力、注塑速度等工藝條件對PP-B銅塑管件質量的影響。結果表明,當塑化溫度200℃、注塑壓力60 MPa、注塑速度75 m/s、注塑保壓時間20 s時,PP-B銅塑管件的質量較理想。



 PPR銅塑管件的開發
PPR銅塑管件的開發 PPR銅塑管件的開發
格式:pdf
大小:413KB
頁數:3P
采用注塑法生產出無規共聚聚丙烯(ppr)銅塑管件。討論了銅件表面處理、銅件溝槽深度、注射壓力、注射保壓時間等工藝條件對ppr銅塑管件質量的影響。結果表明,當銅件表面經鍍鉻處理、銅件溝槽深度2.0mm、注射壓力60mpa、塑化溫度200℃、注射保壓時間20s時,dn63規格的ppr銅塑管件質量較理想。
PPR管件生產工藝流程圖及簡述
格式:pdf
大小:11KB
頁數:1P
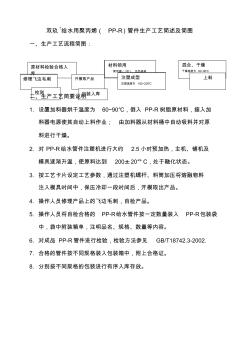
雙玖 ? 給水用聚丙烯(pp-r)管件生產工藝簡述及簡圖 一、生產工藝流程簡圖: 二、生產工藝簡要說明 1.設置加料器烘干溫度為60~90℃,倒入pp-r樹脂原材料,接入加 料器電源使其自動上料作業;由加料器從材料桶中自動吸料并對原 料進行干燥。 2.對pp-r給水管件注塑機進行大約2.5小時預加熱,主機、鋪機及 模具逐漸升溫,使原料達到200±20°c,處于融化狀態。 3.按工藝卡片設定工藝參數,通過注塑機螺桿、料筒加壓將熔融物料 注入模具時間中,保壓冷卻一段時間后,開模取出產品。 4.操作人員修理產品上的飛邊毛刺,自檢產品。 5.操作人員將自檢合格的pp-r給水管件按一定數量裝入pp-r包裝袋 中,袋中附裝箱單,注明品名、規格、數量等內容。 6.對成品pp-r管件進行檢驗,檢驗方法參見gb/t18742.3-2002. 7.合格的管件按不同規格裝入
編輯推薦下載

塑料管件生產工藝技術說明
格式:pdf
大小:6KB
頁數:3P
4.4
塑料管件生產工藝技術說明 1、納米增韌增強塑料管材管件及其生產方法 2、離心澆注法制備塑料管件的裝置 3、塑料利用加入金屬粉末制成無接縫管件之方法 4、熱塑性塑料管件的焊接方法 5、金屬管件內壁塑料粉末涂裝工藝 6、焊接熱塑塑料管件的方法 7、耐高壓高強度塑料管材及其管件和連接方法 8、塑料條如管件擠壓機的管狀校準裝置 9、活接塑料管件及管路附件 10、不銹鋼塑料復合速接管件及附件 11、一種大型塑料水管管件 12、一種含有鋼纖維的塑料管件 13、由塑料擠壓,注塑等成型的液態等介質用的管件等成型件 14、生產帶r型密封槽塑料管件的方法 15、pe厚壁管材二次加工塑料管件生產工藝 16、由單一塑料管生產多個帶插頭管件的方法 17、金屬塑料復合管件的生產方法 18、免焊接薄壁金屬外殼塑料復合管件及其生產方法 19、直通類薄壁金屬塑料復合管件及其生產方法 20、一種薄壁金屬外殼塑料復合管件
PP-R管件生產工藝流程圖及簡述
格式:pdf
大小:11KB
頁數:1P
4.3
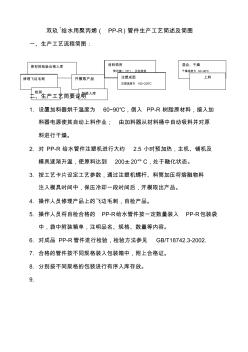
雙玖 ? 給水用聚丙烯(pp-r)管件生產工藝簡述及簡圖 一、生產工藝流程簡圖: 二、生產工藝簡要說明 1.設置加料器烘干溫度為60~90℃,倒入pp-r樹脂原材料,接入加 料器電源使其自動上料作業;由加料器從材料桶中自動吸料并對原 料進行干燥。 2.對pp-r給水管件注塑機進行大約2.5小時預加熱,主機、鋪機及 模具逐漸升溫,使原料達到200±20°c,處于融化狀態。 3.按工藝卡片設定工藝參數,通過注塑機螺桿、料筒加壓將熔融物料 注入模具時間中,保壓冷卻一段時間后,開模取出產品。 4.操作人員修理產品上的飛邊毛刺,自檢產品。 5.操作人員將自檢合格的pp-r給水管件按一定數量裝入pp-r包裝袋 中,袋中附裝箱單,注明品名、規格、數量等內容。 6.對成品pp-r管件進行檢驗,檢驗方法參見gb/t18742.3-2002. 7.合格的管件按不同規
PP-B銅塑管件生產工藝的研究熱門文檔

管件生產工藝流程
格式:pdf
大小:67KB
頁數:4P
4.5
管件生產工藝流程 無縫鋼制彎頭生產工藝流程(碳鋼、合金鋼): 無縫不銹鋼冷推彎頭工藝流程: 無縫熱壓彎頭工藝流程(碳鋼、合金鋼): 鋼制彎管加工工藝流程: 鋼制對焊彎頭生產工藝流程: 無縫熱壓三通生產工藝流程: 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面處理 涂漆標識資料確認包裝發運 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面拋光 標識資料確認包裝發運酸洗鈍化 原材料復檢切割下料加熱壓制整型盤頭 熱處理加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 原材料復檢選料上機彎制尺寸校正熱處理 加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 無損檢驗 原材料復檢切割下料壓片成型合片點焊焊接 射線探傷整型盤頭熱處理加工坡口 表面處理

管件生產工藝流程
格式:pdf
大小:1.4MB
頁數:6P
4.6
精選文檔 — 管件生產工藝流程 無縫鋼制彎頭生產工藝流程(碳鋼、合金鋼): 無縫不銹鋼冷推彎頭工藝流程: 無縫熱壓彎頭工藝流程(碳鋼、合金鋼): 鋼制彎管加工工藝流程: 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面處理 涂漆標識資料確認包裝發運 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面拋光 標識資料確認包裝發運酸洗鈍化 原材料復檢切割下料加熱壓制整型盤頭 熱處理加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 原材料復檢選料上機彎制尺寸校正熱處理 加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 無損檢驗 精選文檔 — 鋼制對焊彎頭生產工藝流程: 無縫熱壓三通生產工藝流程: 無縫鋼制異徑管生產工藝流程(不銹鋼): 無縫鋼制熱壓異徑管生產工藝流程(碳鋼、合
管件生產工藝流程教學內容
格式:pdf
大小:76KB
頁數:4P
4.5
管件生產工藝流程 精品資料 僅供學習與交流,如有侵權請聯系網站刪除謝謝2 管件生產工藝流程 無縫鋼制彎頭生產工藝流程(碳鋼、合金鋼): 無縫不銹鋼冷推彎頭工藝流程: 無縫熱壓彎頭工藝流程(碳鋼、合金鋼): 鋼制彎管加工工藝流程: 原材料復切割下料平口推制成整型 盤頭熱處理加工坡成品檢表面處 涂漆標資料確包裝發 原材料復切割下料平口推制成整型 盤頭熱處理加工坡成品檢表面拋 標識資料確包裝發酸洗鈍 原材料復切割下料加熱壓整型盤頭 熱處理加工坡成品檢表面處涂漆標 資料確包裝發 原材料復選料上機彎尺寸校熱處理 加工坡成品檢表面處涂漆標 資料確包裝發 無損檢 精品資料 僅供學習與交流,如有侵權請聯系網站刪除謝謝3 鋼制對焊彎頭生產工藝流程: 無縫熱壓三通生產工藝流程: 無縫鋼制異徑管生產工藝流程(不銹鋼): 無縫鋼制
PE管件生產工藝及安裝注意事項
格式:pdf
大小:18KB
頁數:2P
4.5
山東亞馬遜塑業有限公司 pe管件生產工藝及安裝注意事項 一、pe管件生產工藝的介紹 擠出溫度一般分五段控制,機身:供料段90℃-100℃,壓縮段 100℃-140℃,計量段140℃-160℃;機頭:分流器140℃-160℃, 模口140℃-160℃。 生產普通pe管件,螺桿一般不需要冷卻。 生產普通高壓pe管件的了卻速度應緩慢,否則管子無光澤,造 成內應力集中,管內壁呈竹節狀。 生產普通高壓pe管件的壓縮空氣壓力約為0.02-0.04mpa,壓 力過大會使管子強度明顯降低。 二、pe管件應用領域 pe管件的應用有很多方面,比如:pe給水管材、pe燃氣管材及 pe阻燃、抗靜電礦用管材、pe地源熱泵管材、pe排水管材、pert 地暖管材以及配套pe給水管件、pe燃氣管件、pe阻燃、抗靜電礦 用雙抗管件、pe燃氣熱熔管件、pe燃氣電熔管件、pe地源熱泵管 件
PPR管件生產標準-塑料行業PPR管十大品牌-索邦管業
格式:pdf
大小:1.1MB
頁數:9P
4.4
塑料行業ppr管十大品牌-索邦管業 ppr管件生產標準gb/t18742.3-2002 前言 本系列標準在緊密跟蹤國際標準化組織iso/tc138流體輸送用塑料管材、管件和閥門技術委員會正在 制定的《冷熱水用塑料管道系統—聚丙烯》系列標準動態基礎上,結合我國聚丙烯管材、管件生產使用實 際制定的。 本系列標準由以下三個部分組成: —gb/t18742.1-2002冷熱水用聚丙烯管道系統第1部分:總則; —gb/t18742.2-2002冷熱水用聚丙烯管道系統第2部分:管材; —gb/t18742.3-2002冷熱水用聚丙烯管道系統第3部分:管件。 本標準由中國輕工業聯合會提出。 本標準由全國塑料制品標準化技術委員會管材、管件和閥門分技術委員會(tc48/sc3)歸口。 本標準起草單位:上海白蝶管業科技股份有限公司
PP-B銅塑管件生產工藝的研究精華文檔

管件生產工藝流程(20201009131619)
格式:pdf
大小:1.4MB
頁數:5P
4.5
1/5下載文檔可編輯 管件生產工藝流程 無縫鋼制彎頭生產工藝流程(碳鋼、合金鋼): 無縫不銹鋼冷推彎頭工藝流程: 無縫熱壓彎頭工藝流程(碳鋼、合金鋼): 鋼制彎管加工工藝流程: 鋼制對焊彎頭生產工藝流程: 無縫熱壓三通生產工藝流程: 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面處理 涂漆標識資料確認包裝發運 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面拋光 標識資料確認包裝發運酸洗鈍化 原材料復檢切割下料加熱壓制整型盤頭 熱處理加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 原材料復檢選料上機彎制尺寸校正熱處理 加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 無損檢驗 原材料復檢切割下料壓片成型合片點焊焊接 射線探傷整型盤頭熱處理加工坡口

管件生產工藝流程(20201009131643)
格式:pdf
大小:1.4MB
頁數:6P
4.7
管件生產工藝流程 無縫鋼制彎頭生產工藝流程(碳鋼、合金鋼): 無縫不銹鋼冷推彎頭工藝流程: 無縫熱壓彎頭工藝流程(碳鋼、合金鋼): 鋼制彎管加工工藝流程: 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面處理 涂漆標識資料確認包裝發運 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面拋光 標識資料確認包裝發運酸洗鈍化 原材料復檢切割下料加熱壓制整型盤頭 熱處理加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 原材料復檢選料上機彎制尺寸校正熱處理 加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 無損檢驗 鋼制對焊彎頭生產工藝流程: 無縫熱壓三通生產工藝流程: 無縫鋼制異徑管生產工藝流程(不銹鋼): 無縫鋼制熱壓異徑管生產工藝流程(碳鋼、合金鋼): 原材料復檢切割
某塑膠公司PPR管材管件生產項目職業病危害控制效果評價 某塑膠公司PPR管材管件生產項目職業病危害控制效果評價
格式:pdf
大小:320KB
頁數:3P
4.6
為了解某塑膠公司ppr管材、管件生產項目作業場所職業病危害防護和職業衛生管理工作是否符合國家有關法律要求,對項目現場進行了調查分析。分析結果表明:該項目職業病危害因素有噪聲、粉塵、高溫、丁酮、異丙醇等,其中破碎工接觸噪聲40h等效聲級超過現行職業衛生標準;其他工種接觸職業病危害因素均未超標;職業健康檢查未發現職業禁忌證及疑似職業病,項目職業病防治工作基本符合國家相關法律、法規、標準和規范的要求,但應加強培訓和教育,以控制職業病發病風險,保證工人健康。

管件生產工藝流程(20200924230558)
格式:pdf
大小:1.4MB
頁數:6P
4.4
. ... .. . . . .z 管件生產工藝流程 無縫鋼制彎頭生產工藝流程(碳鋼、合金鋼): 無縫不銹鋼冷推彎頭工藝流程: 無縫熱壓彎頭工藝流程(碳鋼、合金鋼): 鋼制彎管加工工藝流程: 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面處理 涂漆標識資料確認包裝發運 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面拋光 標識資料確認包裝發運酸洗鈍化 原材料復檢切割下料加熱壓制整型盤頭 熱處理加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 原材料復檢選料上機彎制尺寸校正熱處理 加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 無損檢驗 . ... .. . . . .z 鋼制對焊彎頭生產工藝流程: 無縫熱壓三通生產工藝流程: 無縫鋼制異
PP-B銅塑管件生產工藝的研究最新文檔

管件生產工藝流程(20201009131628)
格式:pdf
大小:67KB
頁數:4P
4.7
管件生產工藝流程 無縫鋼制彎頭生產工藝流程(碳鋼、合金鋼): 無縫不銹鋼冷推彎頭工藝流程: 無縫熱壓彎頭工藝流程(碳鋼、合金鋼): 鋼制彎管加工工藝流程: 鋼制對焊彎頭生產工藝流程: 無縫熱壓三通生產工藝流程: 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面處理 涂漆標識資料確認包裝發運 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面拋光 標識資料確認包裝發運酸洗鈍化 原材料復檢切割下料加熱壓制整型盤頭 熱處理加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 原材料復檢選料上機彎制尺寸校正熱處理 加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 無損檢驗 原材料復檢切割下料壓片成型合片點焊焊接 射線探傷整型盤頭熱處理加工坡口 表面處理酸洗鈍化標識

管件生產工藝流程(20201009131631)
格式:pdf
大小:1.6MB
頁數:6P
4.5
管件生產工藝流程 無縫鋼制彎頭生產工藝流程(碳鋼、合金鋼): 無縫不銹鋼冷推彎頭工藝流程: 無縫熱壓彎頭工藝流程(碳鋼、合金鋼): 鋼制彎管加工工藝流程: 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面處理 涂漆標識資料確認包裝發運 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面拋光 標識資料確認包裝發運酸洗鈍化 原材料復檢切割下料加熱壓制整型盤頭 熱處理加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 原材料復檢選料上機彎制尺寸校正熱處理 加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 無損檢驗 鋼制對焊彎頭生產工藝流程: 無縫熱壓三通生產工藝流程: 無縫鋼制異徑管生產工藝流程(不銹鋼): 無縫鋼制熱壓異徑管生產工藝流程(碳鋼、合金鋼): 原材料復檢切割

管件生產工藝流程(20201009131705)
格式:pdf
大小:75KB
頁數:5P
4.5
管件生產工藝流程 無縫鋼制彎頭生產工藝流程(碳鋼、合金鋼): 無縫不銹鋼冷推彎頭工藝流程: 無縫熱壓彎頭工藝流程(碳鋼、合金鋼): 鋼制彎管加工工藝流程: 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面處理 涂漆標識資料確認包裝發運 原材料復檢切割下料平口推制成型整型 盤頭熱處理加工坡口成品檢驗表面拋光 標識資料確認包裝發運酸洗鈍化 原材料復檢切割下料加熱壓制整型盤頭 熱處理加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 原材料復檢選料上機彎制尺寸校正熱處理 加工坡口成品檢驗表面處理涂漆標識 資料確認包裝發運 無損檢驗 鋼制對焊彎頭生產工藝流程: 無縫熱壓三通生產工藝流程: 無縫鋼制異徑管生產工藝流程(不銹鋼): 無縫鋼制熱壓異徑管生產工藝流程(碳鋼、合金鋼): 原材料復檢切割

【塑料橡膠制品】PPR管件生產標準塑料行業PPR管十大品牌索邦管業
格式:pdf
大小:228KB
頁數:5P
4.3
(塑料橡膠材料)ppr管 件生產標準塑料行業ppr 管十大品牌索邦管業 ppr管件生產標準gb/t18742.3-2002 前言 本系列標準在緊密跟蹤國際標準化組織iso/tc138流體輸送用塑料管材、管件和閥門技術委員會正在制定 的《冷熱水用塑料管道系統—聚丙烯》系列標準動態基礎上,結合我國聚丙烯管材、管件生產使用實際制定 的。 本系列標準由以下三個部分組成: —gb/t18742.1-2002冷熱水用聚丙烯管道系統第1部分:總則; —gb/t18742.2-2002冷熱水用聚丙烯管道系統第2部分:管材; —gb/t18742.3-2002冷熱水用聚丙烯管道系統第3部分:管件。 本標準由中國輕工業聯合會提出。 本標準由全國塑料制品標準化技術委員會管材、管件和閥門分技術委員會(tc48/sc3)歸口。 本標準起草單位:上海白蝶管業
本體法與懸浮法PVC樹脂生產工藝的比較及在管件生產中的優勢 本體法與懸浮法PVC樹脂生產工藝的比較及在管件生產中的優勢
格式:pdf
大小:849KB
頁數:6P
4.4
比較了本體法pvc7型樹脂與懸浮法pvc-sg7型的生產工藝,介紹了本體法pvc樹脂的質量、塑化性能和加工性能等在管件生產中的優勢。
PPR管件生產標準-塑料行業PPR管十大品牌-索邦管業 (2)
格式:pdf
大小:1.2MB
頁數:16P
4.8
ppr管件生產標準gb/t18742.3-2002 前言 本系列標準在緊密跟蹤國際標準化組織iso/tc138流體輸送用塑料管材、管件和閥門技術委員會正在 制定的《冷熱水用塑料管道系統—聚丙烯》系列標準動態基礎上,結合我國聚丙烯管材、管件生產使用實 際制定的。 本系列標準由以下三個部分組成: —gb/t18742.1-2002冷熱水用聚丙烯管道系統第1部分:總則; —gb/t18742.2-2002冷熱水用聚丙烯管道系統第2部分:管材; —gb/t18742.3-2002冷熱水用聚丙烯管道系統第3部分:管件。 本標準由中國輕工業聯合會提出。 本標準由全國塑料制品標準化技術委員會管材、管件和閥門分技術委員會(tc48/sc3)歸口。 本標準起草單位:上海白蝶管業科技股份有限公司(原上海建筑材料廠)、河北宇光工貿有限
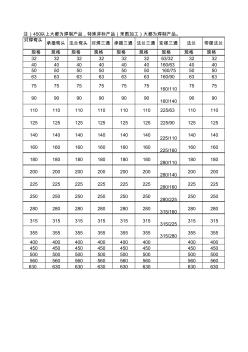
FRPP管件、PP管件
格式:pdf
大小:43KB
頁數:2P
4.3
對焊彎頭 承插彎頭法蘭彎頭對焊三通承插三通法蘭三通變徑三通法蘭帶頸法蘭 規格規格規格規格規格規格規格規格規格 32323232323263/323232 404040404040160/634040 505050505050160/755050 636363636363160/906363 757575757575160/1107575 909090909090160/1409090 110110110110110110225/63110110 125125125125125125225/90125125 140140140140140140225/110140140 1601601601601
PP-B銅塑管件生產工藝的研究相關
文輯推薦
知識推薦
百科推薦


職位:中/高級建筑師
擅長專業:土建 安裝 裝飾 市政 園林


