

PLC在彈簧墊圈圓切刀專用磨床上的應用
格式:pdf
大小:248KB
頁數:2P
人氣 :83
 4.5
4.5
通過分析彈簧墊圈圓切刀專用磨床的結構原理 ,并對各種處理技術的可行性進行研究后 ,選擇了PLC作為控制核心 ,運用二維曲線實時插補的運算方法 ,較好地保證了圓切刀的加工質量 ,經濟效益顯著



 模糊控制器在彈簧墊圈圓切刀專用磨床上的應用
模糊控制器在彈簧墊圈圓切刀專用磨床上的應用 模糊控制器在彈簧墊圈圓切刀專用磨床上的應用
格式:pdf
大小:356KB
頁數:3P
通過分析彈簧墊圈圓切刀磨削加工質量不易保證的原因,提出了運用模糊控制器來提高彈簧墊圈圓切刀磨削加工質量的方法,給出了模糊控制系統的結構、模糊規則、模糊推理、模糊決策及仿真結果,運用前景廣闊。
滑模控制在彈簧墊圈圓切刀磨床上的應用研究 滑模控制在彈簧墊圈圓切刀磨床上的應用研究
格式:pdf
大小:1.0MB
頁數:5P
彈簧墊圈圓切刀是彈簧墊圈生產過程中的關鍵工具,圓切刀具工作端面要求磨制成橢球面,在磨制過程中有較強的摩擦現象,此時控制對象就成為了非線性系統,很難用傳統控制方法達到控制要求。采用滑模變結構控制策略,把彈簧墊圈圓切刀專用磨床伺服系統的性能指標作為滑模函數,對其速度控制環和位置控制環進行滑模變結構控制設計,能使系統快速、平穩且無抖動地進入滑動模態面,從而保證該伺服系統有良好的動態特性、有效抑制系統的擾動。仿真和模擬試驗結果表明了該方法的有效性。
編輯推薦下載
基于Fuzzy控制技術的彈簧墊圈園切刀專用磨床研究 基于Fuzzy控制技術的彈簧墊圈園切刀專用磨床研究
格式:pdf
大小:235KB
頁數:3P
4.6
通過分析彈簧墊圈園切刀磨削加工質量不易保證的原因,提出了運用模糊控制器來提高彈簧墊圈園切刀磨削加工質量的方法,給出了模糊控制系統的結構、模糊規則、模糊推理、模糊決策及仿真結果,運用前景廣闊。

PLC在彈簧墊圈圓切刀專用磨床上的應用熱門文檔
![[整理]彈簧墊圈](https://files.zjtcn.com/group1/M00/2F/DD/CgoBZ2AczF6AQzPAAABEMb2f9CE100.jpg)
[整理]彈簧墊圈
格式:pdf
大小:20KB
頁數:7P
4.6
------------- ------------- 使用彈簧墊圈探討 時間:2010-04-2914:29作者:東光前李彈簧廠點擊:379次 在《機械設計手冊》(化學工業出版社)對彈簧墊圈工作原 理及使用是這樣介紹的:依靠彈簧墊圈在壓平后產生的彈力及其切口尖角嵌入被 聯接件及緊固件支承面起防松作用。結構簡單、成本低、使用簡便。gb/t93、 gb/t859和gb/t7244等傳統使用的彈簧墊圈,由于彈力不均,也不十分可靠, 多用于不甚重要的聯接,廣泛用于經常拆開的聯接處。(而《機械工程師電子手 冊》對彈簧墊圈介紹是:由于彈力不均,也不十分可靠,多用于不甚重要的聯接。 對聯接表面不允許劃傷和經常拆卸的場合不宜選用。) 《機械設計手冊》是這樣介紹平墊圈(g8/t97.1—1985) 的:一般用于金屬零件,以增加支承面,遮蓋較大的孔眼,以及防止損傷零件
彈性墊圈技術條件彈簧墊圈
格式:pdf
大小:126KB
頁數:9P
4.8
. '. 彈性墊圈技術條件彈簧墊圈specificationsforspringwasherssinglecoilspringlockwashers gb94.1-87 主要內容 本標準規定了彈簧墊圈的技術條件 引用標準 gb1222彈簧鋼 gb5222彈簧墊圈用梯形鋼絲 gb1220不銹鋼棒 gb4431硅青銅棒 gb230金屬洛氏硬度試驗方法 gb231金屬布氏硬度試驗方法 gb90緊固件驗收檢查,標志與包裝 技術要求 材料,熱處理和表面處理按表一規定 材料 熱處理表面處理 種類牌號標準編號 彈簧鋼 65mn 70 60si2mn gb1222 gb5222 淬火并回火 hrc42~50 氧化 磷化 鍍鋅鈍化 不銹鋼 3cr13 gb1220---- 1cr18ni9ti 銅及合金qsi3-1gb

彈性墊圈技術條件彈簧墊圈
格式:pdf
大小:148KB
頁數:14P
4.3
實用標準文案 文檔 彈性墊圈技術條件彈簧墊圈specificationsforspringwasherssinglecoilspringlock washers gb94.1-87 主要內容 本標準規定了彈簧墊圈的技術條件 引用標準 gb1222彈簧鋼 gb5222彈簧墊圈用梯形鋼絲 gb1220不銹鋼棒 gb4431硅青銅棒 gb230金屬洛氏硬度試驗方法 gb231金屬布氏硬度試驗方法 gb90緊固件驗收檢查,標志與包裝 技術要求 材料,熱處理和表面處理按表一規定 材料 熱處理表面處理 種類牌號標準編號 彈簧鋼 65mn 70 60si2mn gb1222 gb5222 淬火并回火 hrc42~50 氧化 磷化 鍍鋅鈍化 實用標準文案 文檔 不銹鋼 3cr13 gb1220---- 1cr18ni9ti
彈簧墊圈漲圈問題的分析 彈簧墊圈漲圈問題的分析
格式:pdf
大小:27KB
頁數:3P
4.4
發動機活門裝配過程中發現選用的不銹鋼彈簧墊圈出現開口值(m)的增大超差,也就是“漲圈”現象,不能滿足產品技術要求。經分析,分別對倒角螺母、不倒角的平面螺母、自帶平墊螺母三種結構形式的螺母和不銹鋼彈簧墊圈、65mn機械鍍彈簧墊圈做壓荷試驗。最后選用自帶平墊螺母和65mn機械鍍彈簧墊圈裝配。沒有再出現“漲圈”現象,彈簧墊圈起到鎖緊作用,完全滿足技術要求。
PLC在彈簧墊圈圓切刀專用磨床上的應用精華文檔
摩托車用彈簧墊圈的熱處理 摩托車用彈簧墊圈的熱處理
格式:pdf
大小:313KB
頁數:2P
4.7
摩托車使用的一般墊圈和檔圈,可不經熱處理而直接使用。而彈性墊圈(包括彈簧墊圈、齒形鎖緊墊圈、波形彈性墊圈3種)大多數用彈簧鋼制造,都必須進行熱處理。熱處理工藝和彈簧的熱處理相似,但由于力學性能要求的特殊性,也有不同之處,下面
彈簧墊圈沖孔彎曲落料模的設計 彈簧墊圈沖孔彎曲落料模的設計
格式:pdf
大小:489KB
頁數:3P
4.4
1.工藝分析如圖1所示彈簧墊圈,材料為厚2mm的65、70優質碳素結構鋼或優質的合金結構鋼65mn。按傳統的常規工藝加工的工序,有孔的加工,外形的加工、彎曲,熱處理(淬火+中溫回火),單工序機加工不僅費時、費料,而且效率低,生產質量難保證,故從經濟性角度考

機械設計實踐使用彈簧墊圈探討
格式:pdf
大小:311KB
頁數:5P
4.6
機械設計實踐使用彈簧墊圈探討 記得剛參加工作不久 墊圈還是選一個平墊圈加一個彈簧墊圈?那個更有效? 我們知道彈簧墊圈(g8/t93-1987)是一種用來鎖緊螺母或螺釘的標準緊固件。 它是一種傳統的防松緊固件 作為產品防松手段的基本選擇至今沒有改變。 在《機械設計手冊》(化學工業出版社)對彈簧墊圈工作原理及使用是這樣 介紹的:依靠彈簧墊圈在壓平后產生的彈力及其切口尖角嵌入被聯接件及緊固件 支承面起防松作用。結構簡單、成本低、使用簡便。gb/t93、gb/t859和 gb/t7244等傳統使用的彈簧墊圈 重要的聯接(而《機械工程師電子手冊》對彈簧 墊圈介紹是:由于彈力不均 面不允許劃傷和經常拆卸的場合不宜選用。) 《機械設計手冊》是這樣介紹平墊圈(g8/t97.1-1985)的:一般用于金屬零 件 前面所提的兩位老工程師誰也沒說服對方 作中依然經常能聽到。
DIN128鞍型彈簧墊圈
格式:pdf
大小:160KB
頁數:2P
4.5
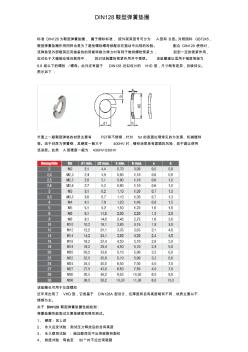
din128鞍型彈簧墊圈 標準din128為鞍型彈簧墊圈,屬于德標標準,按外觀其型號可分為a型和b型。對照國標gb7245, 鞍型彈簧墊圈作用同樣也是為了避免螺栓螺母裝配后在振動中出現的松脫。配合din128使用時, 該彈墊受外部載荷后而儲備的的勢能轉換為彈力時有利于維持螺栓預緊力,起到一定的鎖緊作用, 但對處于大幅振動徑向載荷中,其對該裝置的鎖緊作用并不理想。該墊圈建議適用于強度等級為 8.8級以下的螺栓/螺母。此外還有基于din128近似設計的vhd型,尺寸略有差異,后續待議。 圖示如下: 市面上一般鞍型彈墊的材質主要有fst和不銹鋼,針對fst的表面處理常見的為發黑、機械鍍鋅 等。由于材質為彈簧鋼,其硬度一般大于400hv時,鍍鋅涂層易有氫脆的風險,故不建議使用 該涂層。此類a型硬度一般為430hv-530hv 該墊圈也可用于左

GBT標準型彈簧墊圈
格式:pdf
大小:58KB
頁數:6P
4.4
partnumber內徑_min (mm) 截面尺 寸(mm) 高度_max (mm) 2gb/t93-1987(標準 型彈簧墊圈) 2.10.51.25 2.5gb/t93-1987(標 準型彈簧墊圈) 2.60.651.63 3gb/t93-1987(標準 型彈簧墊圈) 3.10.82 4gb/t93-1987(標準 型彈簧墊圈) 4.11.12.75 5gb/t93-1987(標準 型彈簧墊圈) 5.11.33.25 6gb/t93-1987(標準 型彈簧墊圈) 6.11.64 8gb/t93-1987(標準 型彈簧墊圈) 8.12.15.25 10gb/t93-1987(標 準型彈簧墊圈) 10.22.66.5 12gb/t93-1987(標 準型彈簧墊圈) 12.23.17.75 14
PLC在彈簧墊圈圓切刀專用磨床上的應用最新文檔
65Mn彈簧墊圈斷裂分析 65Mn彈簧墊圈斷裂分析
格式:pdf
大小:1.2MB
頁數:4P
4.4
直徑為4mm的65mn彈簧墊圈鍍銀后,在裝配時發生了斷裂。對失效件的宏觀、微觀特征進行觀察,并對失效件的化學成分、金相組織及氫含量進行了測定。結果表明:彈簧墊圈在酸洗、電鍍過程中零件內部滲入了氫,鍍后未及時除氫且除氫時間不足,致使在外力的作用下墊圈發生氫脆斷裂。在明確失效原因后,采取了針對性措施如增加除氫時間等,徹底避免了類似問題的發生。
重型鍍鋅彈簧墊圈斷裂分析 重型鍍鋅彈簧墊圈斷裂分析
格式:pdf
大小:642KB
頁數:3P
4.3
針對客運專線鐵路道岔用重型鍍鋅彈簧墊圈在預緊時發生突然斷裂,通過對彈簧墊圈的宏觀斷口、化學成分、機械性能和顯微組織進行分析。結果表明:彈簧墊圈在熱成型時溫度過高,表面嚴重脫碳,并局部有氧化皮壓入。氧化皮脫落后形成凹坑,凹坑邊角尖銳處淬火過程中造成應力集中,產生微裂紋,導致道岔裝配預緊時發生脆斷。
某導彈位標器用彈簧墊圈失效分析 某導彈位標器用彈簧墊圈失效分析
格式:pdf
大小:566KB
頁數:3P
4.6
某型號導彈位標器用彈簧墊圈在現場裝配時發生斷裂。對斷裂件進行了化學成分、硬度和宏、微觀檢驗。結果表明,彈簧墊圈冶金質量符合要求;其斷裂失效是鍍鋅后除氫不徹底,導致裝配時發生氫脆斷裂。提出了建議。
連接器尾夾彈簧墊圈壓裝不平的處理 連接器尾夾彈簧墊圈壓裝不平的處理
格式:pdf
大小:231KB
頁數:3P
4.4
本文針對連接器尾罩處理過程中尾夾彈簧墊圈壓裝不平的現象,從尾罩處理工藝方法、尾夾的材料及結構等方面進行了綜合分析,明確了尾夾彈簧墊圈壓裝不平主要是由于尾夾的抗張力強度不足所致。在此基礎上提出了相應的解決措施,即在尾罩處理前對尾夾預先進行補加工,將補加工成形后的尾夾用于連接器的尾罩處理,取得了滿意的裝配效果。
彈簧墊圈漲圈原因初探 彈簧墊圈漲圈原因初探
格式:pdf
大小:253KB
頁數:未知
4.3
通過對彈簧墊圈在裝配中的受力分析和國內外彈簧墊圈標準的對比研究,提出漲圈的根本原因是彈簧墊圈的截面形狀內薄外厚。而根據我國現行的彈簧墊圈(包括不銹鋼彈簧墊圈)標準,難以保證截面形狀內厚外薄,據此建議彈簧墊圈應限制在低強度的螺栓連接中使用
彈簧墊圈漲圈原因再探 彈簧墊圈漲圈原因再探
格式:pdf
大小:433KB
頁數:未知
4.8
針對《航天標準化》2000年第5期刊登的《彈簧墊圈漲圈原因初探》的理論研究結果,從試驗的角度對此結果進行驗證,給出試驗數據,并加以分析,指出原理論研究結果不正確之處,分析出實際影響彈簧墊圈漲圈的因素。
PLC在彈簧墊圈圓切刀專用磨床上的應用相關
文輯推薦
知識推薦
百科推薦

職位:室內設計師助理
擅長專業:土建 安裝 裝飾 市政 園林


