

PLC在釘頭管埋弧螺柱焊中的應(yīng)用
格式:pdf
大小:304KB
頁數(shù):5P
人氣 :62
 4.6
4.6
為了對釘頭管焊接過程進行精確控制,將PLC應(yīng)用于釘頭管埋弧螺柱焊焊接控制。介紹了釘頭管埋弧螺柱焊焊接控制系統(tǒng)的組成及控制要求,選用了艾默生EC10-2416BTA型可編程控制器,采用艾默生編程軟件Control Start編制控制程序,實現(xiàn)了釘頭管埋弧螺柱焊的自動化焊接。該系統(tǒng)高效節(jié)能,并克服了手工焊勞動強度大、接頭質(zhì)量差、焊接效率低等缺點,具有故障診斷和報警功能,并作出相應(yīng)的處理,保證穩(wěn)定焊接質(zhì)量。



 預(yù)埋件鋼筋埋弧螺柱焊及其應(yīng)用
預(yù)埋件鋼筋埋弧螺柱焊及其應(yīng)用 預(yù)埋件鋼筋埋弧螺柱焊及其應(yīng)用
格式:pdf
大小:370KB
頁數(shù):5P
介紹了預(yù)埋件鋼筋埋弧螺柱焊,它是將螺柱焊與埋弧焊很好結(jié)合,經(jīng)試驗研究而發(fā)明的一種新技術(shù)。其基本原理是,采用螺柱焊焊槍將鋼筋夾緊,頂壓在鋼板上,利用螺柱焊機輸出強電流,熔化鋼筋和鋼板在焊劑層下形成熔池,加壓完成一種壓焊接頭。還介紹了該項技術(shù)在北京國家體育場和上海世博園工程中的成功應(yīng)用。
電弧螺柱焊用圓柱頭焊釘?shù)暮附?/p>
格式:pdf
大小:185KB
頁數(shù):3P
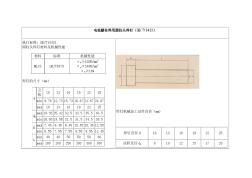
電弧螺柱焊用圓柱頭焊釘(以下簡稱焊釘),俗稱栓釘、剪力釘,主要用于鋼結(jié)構(gòu)工程中各類結(jié)構(gòu)的抗剪(如樓層板)、埋設(shè)與錨固(如柱腳)。產(chǎn)品標準為gb/t10433—2002。
編輯推薦下載
基于PLC控制的釘頭管自動焊控制系統(tǒng)設(shè)計 基于PLC控制的釘頭管自動焊控制系統(tǒng)設(shè)計
格式:pdf
大小:928KB
頁數(shù):5P
4.5
介紹了以plc為核心的釘頭管自動焊接設(shè)備的控制系統(tǒng),采用艾默生ec10系列plc對釘頭管生產(chǎn)過程進行邏輯控制和運動控制。采用氣缸和伺服電機作為執(zhí)行元件,摒棄傳統(tǒng)凸輪傳動機構(gòu)。討論了系統(tǒng)硬件和軟件設(shè)計,同時,提出了采用plc與全數(shù)字交流伺服驅(qū)動器及光電編碼器組成一個高精度的角度與位移的雙重位置控制系統(tǒng)。實踐表明,該plc控制系統(tǒng)可靠性高,操作簡便,釘頭焊接質(zhì)量好。
風管保溫釘螺柱焊技術(shù) (2)
格式:pdf
大小:227KB
頁數(shù):2P
4.5
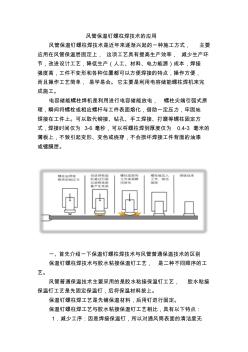
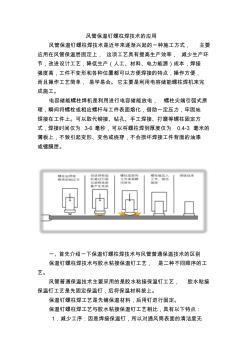
風管保溫釘螺柱焊技術(shù)的應(yīng)用 風管保溫釘螺柱焊技術(shù)是近年來逐漸興起的一種施工方式,主要 應(yīng)用在風管保溫層固定上,這項工藝具有提高生產(chǎn)效率,減少生產(chǎn)環(huán) 節(jié),改進設(shè)計工藝,降低生產(chǎn)(人工、材料、電力能源)成本,焊接 強度高,工件不變形和各種位置都可以方便焊接的特點,操作方便, 而且操作工藝簡單,易學(xué)易會。它主要是利用電容儲能螺柱焊機來完 成施工。 電容儲能螺柱焊機是利用進行電容儲能放電,螺柱尖端引弧式原 理,瞬間將螺栓或相應(yīng)螺桿與工件表面熔化,借助一定壓力,牢固地 焊接在工件上。可以取代鉚接、鉆孔、手工焊接、打磨等螺柱固定方 式,焊接時間僅為3-6毫秒,可以將螺柱焊到厚度僅為0.4-3毫米的 薄板上,不致引起變形、變色或燒穿,不會損壞焊接工件背面的油漆 或鍍膜層。 一、首先介紹一下保溫釘螺柱焊技術(shù)與風管普通保溫技術(shù)的區(qū)別 保溫釘螺柱焊技術(shù)與膠水粘接保溫釘工藝,是二種不同順序的
PLC在釘頭管埋弧螺柱焊中應(yīng)用熱門文檔
風管保溫釘螺柱焊技術(shù)
格式:pdf
大小:227KB
頁數(shù):2P
4.7
風管保溫釘螺柱焊技術(shù)的應(yīng)用 風管保溫釘螺柱焊技術(shù)是近年來逐漸興起的一種施工方式,主要 應(yīng)用在風管保溫層固定上,這項工藝具有提高生產(chǎn)效率,減少生產(chǎn)環(huán) 節(jié),改進設(shè)計工藝,降低生產(chǎn)(人工、材料、電力能源)成本,焊接 強度高,工件不變形和各種位置都可以方便焊接的特點,操作方便, 而且操作工藝簡單,易學(xué)易會。它主要是利用電容儲能螺柱焊機來完 成施工。 電容儲能螺柱焊機是利用進行電容儲能放電,螺柱尖端引弧式原 理,瞬間將螺栓或相應(yīng)螺桿與工件表面熔化,借助一定壓力,牢固地 焊接在工件上。可以取代鉚接、鉆孔、手工焊接、打磨等螺柱固定方 式,焊接時間僅為3-6毫秒,可以將螺柱焊到厚度僅為0.4-3毫米的 薄板上,不致引起變形、變色或燒穿,不會損壞焊接工件背面的油漆 或鍍膜層。 一、首先介紹一下保溫釘螺柱焊技術(shù)與風管普通保溫技術(shù)的區(qū)別 保溫釘螺柱焊技術(shù)與膠水粘接保溫釘工藝,是二種不同順序的
HRB400級超細晶粒鋼筋埋弧螺柱焊接頭的組織與性能 HRB400級超細晶粒鋼筋埋弧螺柱焊接頭的組織與性能
格式:pdf
大小:440KB
頁數(shù):3P
4.3
結(jié)合焊接接頭的微觀金相試驗和力學(xué)性能試驗,對hrb400級超細晶粒鋼筋埋弧螺柱焊的適應(yīng)性進行了研究。試驗結(jié)果表明:經(jīng)過焊接熱循環(huán)作用,雖然鋼筋埋弧螺柱焊接頭的熱影響區(qū)晶粒明顯粗化,但并無軟化,焊接接頭具有良好的力學(xué)性能。
 釘頭管電阻點焊工藝研究
釘頭管電阻點焊工藝研究 釘頭管電阻點焊工藝研究
格式:pdf
大小:705KB
頁數(shù):3P
4.6
釘頭管是一種通過在光管上焊接釘頭來達到增加換熱面積的傳熱元件,是石油化工企業(yè)管式加熱爐中的重要組件。本文通過金相顯微鏡和掃面電鏡對釘頭管的電阻點焊工藝進行研究,測量了不同焊接電壓(電流)下焊接接頭接觸面積,對各參數(shù)的焊接接頭進行顯微組織分析,并對最佳參數(shù)的焊接接頭進行斷口分析。結(jié)果表明,在焊接電壓為4.64v,通電時間為0.44s時,焊接接頭的接觸面積最大(達106.18mm2,占整個焊接接頭的93.9%)且未形成焊瘤,接頭的顯微組織最為均勻,斷口為韌窩斷口。
DIN32500-5氣體保護焊焊接柱快速螺柱焊接用帶凹槽螺柱
格式:pdf
大小:107KB
頁數(shù):3P
4.6
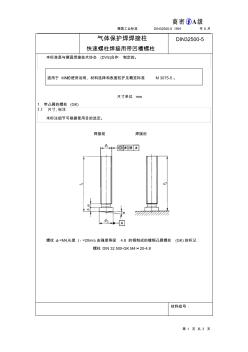
德國工業(yè)標準din32500-51991年6月 第1頁共3頁 氣體保護焊焊接柱 快速螺柱焊接用帶凹槽螺柱 din32500-5 本標準是與德國焊接技術(shù)協(xié)會(dvs)合作制定的。 適用于mn的使用說明、材料選擇和表面防護見概覽標準m3075-5。 尺寸單位mm 1帶凸肩的螺柱(gk) 1.1尺寸,標注 未標注細節(jié)可根據(jù)使用目的選定。 焊接前焊接后 螺紋d1=m4,長度l1=20mm,由強度等級4.8的鋼制成的鍍銅凸肩螺柱(gk)的標記: 螺柱din32500-gkm4×20-4.8 材料組號: 德國工業(yè)標準din32500-51991年
PLC在釘頭管埋弧螺柱焊中應(yīng)用精華文檔
機器人在不銹鋼高壓箱體螺柱焊接中的應(yīng)用 機器人在不銹鋼高壓箱體螺柱焊接中的應(yīng)用
格式:pdf
大小:244KB
頁數(shù):3P
4.6
機器人螺柱焊接技術(shù)主要是通過機器人編程將不同規(guī)格的螺釘焊接到不銹鋼高壓箱體上,其具有焊接精度高、焊接效率快、焊接質(zhì)量好等優(yōu)點。本文從機器人焊槍更換、工件位置偏移檢測和工件表面平整度修正這三個方面介紹了機器人技術(shù)在螺柱焊接中的具體應(yīng)用。

多高層勁性砼柱鋼骨螺柱焊接制作施工工法
格式:pdf
大小:6.3MB
頁數(shù):23P
4.3
*****有限責任公司 (wjgf--) 2010年6月 多 高 層 勁 性 砼 柱 鋼 骨 螺 柱 焊 接 制 作 施 工 工 法 第2頁共23頁 編制人員一覽表 姓名職稱職務(wù)簽字 編制 審核 審批 會簽日期:2010年6月 第3頁共23頁 目錄 1.前言..........................................................................................................4 2.工法特點..................................................................................................4 3.適用范圍..............

多高層勁性砼柱鋼骨螺柱焊接制作施工工法資料
格式:pdf
大小:6.3MB
頁數(shù):23P
4.5
*****有限責任公司 (wjgf--) 2010年6月 多 高 層 勁 性 砼 柱 鋼 骨 螺 柱 焊 接 制 作 施 工 工 法 編制人員一覽表 姓名職稱職務(wù)簽字 編制 審核 審批 會簽日期:2010年6月 目錄 1.前言...........................................................................................................4 2.工法特點...................................................................................................4 3.適用范圍.......................................

多高層勁性砼柱鋼骨螺柱焊接制作施工工法 (2)
格式:pdf
大小:6.3MB
頁數(shù):23P
4.4
*****有限責任公司 (wjgf--) 2010年6月 多 高 層 勁 性 砼 柱 鋼 骨 螺 柱 焊 接 制 作 施 工 工 法 編制人員一覽表 姓名職稱職務(wù)簽字 編制 審核 審批 會簽日期:2010年6月 目錄 1.前言.............................................................................................4 2.工法特點.....................................................................................4 3.適用范圍.....................................................................

多高層勁性砼柱鋼骨螺柱焊接制作施工工法精品
格式:pdf
大小:6.3MB
頁數(shù):23P
4.4
*****有限責任公司 (wjgf--) 2010年6月 多 高 層 勁 性 砼 柱 鋼 骨 螺 柱 焊 接 制 作 施 工 工 法 編制人員一覽表 姓名職稱職務(wù)簽字 編制 審核 審批 會簽日期:2010年6月 目錄 1.前言...........................................................................................................4 2.工法特點...................................................................................................4 3.適用范圍.......................................
PLC在釘頭管埋弧螺柱焊中應(yīng)用最新文檔
 太鋼350m^3高爐工程電弧螺柱焊施工技術(shù)總結(jié)
太鋼350m^3高爐工程電弧螺柱焊施工技術(shù)總結(jié) 太鋼350m^3高爐工程電弧螺柱焊施工技術(shù)總結(jié)
格式:pdf
大小:156KB
頁數(shù):6P
4.5
太鋼350m^3高爐工程電弧螺柱焊施工技術(shù)總結(jié)
太鋼350m^3高爐工程電弧螺柱焊施工技術(shù)總結(jié)
格式:pdf
大小:156KB
頁數(shù):6P
4.8
一。。27t , 太鋼1350m。高爐工程電弧 螺柱焊施工技術(shù)總結(jié) 一 、前言 任飛劃度久 太錒1550m。高爐工程是國家七 五計劃四座1260nl。高爐工程項目后的 叉一重要工程,是太錒高爐中容祝最大的 一麈高爐,年產(chǎn)生鐵量92萬噸。 太鋼1350m。高爐工程從設(shè)計勤魄工 大量引進和吸收消化了國內(nèi)外的新技術(shù), 斬工藝、新材料、新設(shè)備。其中在高爐爐 頂、熱風爐本體、租煤氣系統(tǒng)、熱風管 道、煙道等噴涂工程需用的十四萬余個定 型錨匾釘便是采再電弧螺柱焊新工藝進行 焊接。 所謂電弧螺柱焊就是將連接停同焊條 臺二為一的焊釘,通過特制的焊槍,在自 動計時裝置的嚴格控制下,在極短的時間 (0.2~1.5秒)內(nèi),直接將焊釘全截面焊 到工件上的一種新工藝。 這項薪工藝的采用,得到了冶金部建 筑研究總院鋼研所的大力支

緊固件(螺栓、螺釘、螺柱和螺母)檢驗規(guī)范
格式:pdf
大小:191KB
頁數(shù):14P
4.6
標準修訂記錄表 修訂次數(shù)處數(shù)更改號修訂日期修訂人 1 1.1.1.1.1.1 xxxxxxxxxxxx限公司標準 qj qx4 代x01 緊固件(螺栓、螺釘、螺柱和螺母) 檢驗規(guī)范 2010-11-18發(fā)布2010-11-18實施 xxxxxxxxxxxxxxx有限公司發(fā)布 4.004 i 目次 前言.............................................................................ii 1范圍................................................................................1 2規(guī)范性引用文件....................................

緊固件(螺栓、螺釘、螺柱和螺母)檢驗規(guī)范標準
格式:pdf
大小:180KB
頁數(shù):14P
4.7
標準修訂記錄表 修訂次數(shù)處數(shù)更改號修訂日期修訂人 1 xxxxxxxxxxxx限公司標準 qj qx4 代x01 緊固件(螺栓、螺釘、螺柱和螺母) 檢驗規(guī)范 2010-11-18發(fā)布2010-11-18實施 xxxxxxxxxxxxxxx有限公司發(fā)布 目次 前言.............................................................................ii 1范圍................................................................................1 2規(guī)范性引用文件..........................................................
全自動釘頭管電容儲能螺柱焊技術(shù)的開發(fā) 全自動釘頭管電容儲能螺柱焊技術(shù)的開發(fā)
格式:pdf
大小:108KB
頁數(shù):未知
4.6
為適應(yīng)釘頭管生產(chǎn)而開發(fā)研制了新型高效電容儲能螺柱焊機。在指出電弧螺柱焊的局限性的同時,提出以電容儲能螺柱焊的方法來代之,并且進一步開發(fā)了自動控制焊接技術(shù)。在焊接電源中作了大量改進,以適應(yīng)高速、高效、可靠等特點,在控制系統(tǒng)中采用plc控制的操作系統(tǒng)來自動完成整個焊接循環(huán)過程。通過該釘頭管螺柱焊系統(tǒng)在生產(chǎn)中的實際應(yīng)用,進一步突出其優(yōu)越性。
高效節(jié)能釘頭管電容儲能螺柱焊技術(shù)的開發(fā) 高效節(jié)能釘頭管電容儲能螺柱焊技術(shù)的開發(fā)
格式:pdf
大小:145KB
頁數(shù):未知
4.5
介紹了為適應(yīng)釘頭管生產(chǎn)而開發(fā)研制的新型高效電容儲能螺柱焊機。在焊接電源的充電回路中設(shè)計了三相橋式半控、恒流高效充電回路,取消了限流電阻;在放電回路中設(shè)計了放電可控硅施加反向電壓電路,以強制關(guān)斷;互鎖采用邏輯電路控制,實現(xiàn)可靠互鎖。最后還對電弧螺柱焊及電容儲能螺柱焊的焊接接頭從質(zhì)量及經(jīng)濟方面進行了比較,指出了電容儲能螺柱焊所具有的優(yōu)越性。
V型錨固釘電弧螺柱焊的應(yīng)用 V型錨固釘電弧螺柱焊的應(yīng)用
格式:pdf
大小:158KB
頁數(shù):未知
4.5
鞍鋼11~#高爐在改造性大修中,根據(jù)設(shè)計要求,需在上升管、下降管、除塵器上部三通管、熱風圍管、爐體爐殼由鋼磚至爐頂鋼圈部位噴涂一層厚度為50~150mm不定型耐火材料。為此,在耐火材料噴涂之前,應(yīng)在爐殼或者管道的內(nèi)壁焊接v型錨固釘。主要目的是為
PLC在卷釘輪焊機上的應(yīng)用 PLC在卷釘輪焊機上的應(yīng)用
格式:pdf
大小:354KB
頁數(shù):未知
4.5
近年來,卷釘制造行業(yè)正在國內(nèi)悄然興起,生產(chǎn)技術(shù)的起點較高,大多采用我國臺灣省制造的cnc803系列卷釘輪焊機。將散裝鐵釘放置于振動盤內(nèi),由振動盤將鐵釘順序排列后經(jīng)下料軌道進入焊接釘輪,再由焊接機構(gòu)將鐵釘與兩根鍍銅鐵絲焊成帶狀。然后以計數(shù)機構(gòu),按設(shè)定數(shù)量自動剪斷,并由卷釘
太鋼350m^3高爐工程電弧螺柱焊施工技術(shù)總結(jié) 太鋼350m^3高爐工程電弧螺柱焊施工技術(shù)總結(jié)
格式:pdf
大小:156KB
頁數(shù):未知
4.8
太鋼350m^3高爐工程電弧螺柱焊施工技術(shù)總結(jié)
PLC在釘頭管埋弧螺柱焊中應(yīng)用相關(guān)
文輯推薦
知識推薦
百科推薦


職位:MIDAS巖土軟件銷售工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


