

基于PLC的普通車床電氣控制系統硬件設計
格式:pdf
大小:1.4MB
頁數:44P
人氣 :79
 4.8
4.8
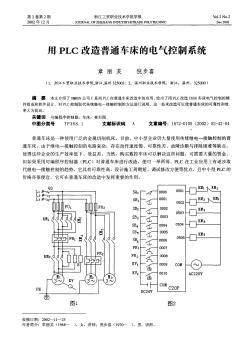
題目:基于 PLC的普通車床電氣控制系統硬件設計 - 1 - 基于 PLC 的普通車床電氣控制系統硬件設計 摘 要 車床是機械加工中使用最廣泛的機床,它可以用于切削各種工件的外圓、內孔、端 面及螺紋等。現代生產機械多采用機械、電氣、液壓、氣動相結合的控制技術。電氣控 制技術起聯接中樞作用,應用最為廣泛。用普通機床加工出來的產品普遍存在質量差、 品種少、檔次低、成本高、供貨期長,所以本次設計以普通車床為對象,設計了一套 綜合、高效的 PLC控制系統,提高了普通車床的生產效率、控制精度和產品質 量。 PLC(可編程控制器)作為一種工業控制微型計算機,它以其編程方便、 操作簡單尤其是它的高可控性等優點,在工業生產過程中得到了廣泛的應用。 本次設計就是以 PLC控制系統取代傳統的繼電器 -接觸器控制系統。 文章首先介紹了普通車床的結構以及電氣控制系統,然后介紹了 PLC 控制系統的 硬件結構、工



 淺談普通車床數控化改造的電氣控制系統的研究
淺談普通車床數控化改造的電氣控制系統的研究 淺談普通車床數控化改造的電氣控制系統的研究
格式:pdf
大小:173KB
頁數:未知
本文以c8081型車床為研究對象,采用西門子plc控制系統對c8081型車床進行數控化改造,成功的將c8081型車床改造為c8081型數控車床,本文首先簡單介紹了c8081型車床部件電氣控制系統的要求,確定了改造的方案,并對plc控制電路進行了詳細的闡述,經改造后的車床工件的加工精度得到大大的提高。
編輯推薦下載
普通車床電氣控制設計設計論文
格式:pdf
大小:924KB
頁數:24P
4.8
畢業設計(論文) ca6140車床的電氣控制設計 學院機電工程學院 年級 專業機械制造與自動化 學號 學生姓名 指導老師 20年月 業論文(設計)誠信承諾書 題目ca6140車窗的電氣控制設計 學生姓名學號 專業機械制造與自動化班級 學生承諾 我承諾在畢業論文(設計)活動中,遵守學校有關規定,恪守學術 規范,本人畢業論文(設計)內容除特別注明和引用外,均為本人觀點, 不存在剽竊、抄襲他人學術成果,偽造、篡改實驗數據的情況,如果 有違規行為和論文抄襲率達到30%以上,我愿意承擔一切責任,接受 學校的處理。 學生(簽名): 年月日 查詢畢業設計(論文)抄襲結果:% 指導教師承諾 我承諾在畢業論文(設計)活動中,遵守學校有關規定,恪守學術 規范,經過本人核查,該生畢業論文(設計)內容除特別注明和引用外, 均為本人
普通車床數控化電氣控制部分的改造設計 普通車床數控化電氣控制部分的改造設計
格式:pdf
大小:410KB
頁數:未知
4.8
普通機床的數控化改造,在我國仍有很大的市場前景。本文以c618車床為例,詳細介紹了普通車床電氣控制部分改造設計和機電聯調的方法及步驟。改造后的車床擁有較完備的數控功能和較好的加工性能,能實現自動化車削加工。為職業技術學院或企業機床數控化改造提供一個可借鑒的成功方案。
PLC普通車床電氣控制系統硬件設計熱門文檔

CA6140型普通車床電氣控制系統的PLC改造
格式:pdf
大小:591KB
頁數:30P
4.4
ca6140型普通車床電氣控制系統的plc改造 目錄 摘要..................................................................................................................................................i 前言..................................................................................................................................................1 1ca6140車床的概述.
CM6132普通車床電氣控制電路設計1
格式:pdf
大小:44KB
頁數:7P
4.6
遼寧工業大學 《電氣控制技術》課程設計(論文) 題目:cm6132普通車床電氣控制電路設計 院(系):軟件工程學院 專業班級: 學號: 學生姓名: 指導教師:李寶國 教師職稱:教授 起止時間:2011.06.27—07.08 課程設計(論文)任務及評語 院(系):教研室: 學號學生姓名專業班級 課程設計 (論文) 題目 cm6132普通車床電氣控制電路設計 課 程 設 計 ( 論 文 ) 任 務 要求設計報告嚴格按照設計要求書寫(見附頁)。具體設計包括內容如下: 1、查閱資料,了解車床的基本結構,掌握運動過程。 2、確定電氣傳動方案。 3、設計控制電路(包括主電路、控制電路及輔助電路)。 4、詳細闡述分析其工作原理。 5、選擇各種電器設備(列出清單)。 6、對課程設計進行總結。 指 導 教 師 評 語 及 成 績 成績:指導教
C620-1型普通車床的電氣控制圖解
格式:pdf
大小:79KB
頁數:2P
4.5
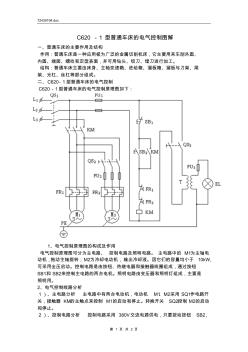
72430194.doc 第1頁共2頁 c620-1型普通車床的電氣控制圖解 一、普通車床的主要作用及結構 作用:普通車床是一種應用極為廣泛的金屬切削機床,它主要用來車削外圓、 內圓、端面、螺紋和定型表面,并可用鉆頭、鉸刀、鏜刀進行加工。 結構:普通車床主要由床身、主軸變速箱、進給箱、溜板箱、溜板與刀架、尾 架、光杠、絲杠等部分組成。 二、c620-1型普通車床的電氣控制 c620-1型普通車床的電氣控制原理圖如下: 1、電氣控制原理圖的構成及作用 電氣控制原理圖可分為主電路、控制電路及照明電路。主電路中的m1為主軸電 動機,拖動主軸旋轉;m2為冷卻電動機,輸出冷卻液。因它們的容量均小于10kw, 可采用全壓啟動。控制電路是由按鈕、熱繼電器和接觸器線圈組成,通過按鈕 sb1和sb2來控制主電路的兩臺電機。照明電路由變壓器和照明燈組成,主要是 照明用。 2、電氣控
車床電氣控制系統畢業論文
格式:pdf
大小:16KB
頁數:3P
4.7
摘要 車床是機械加工中使用最廣泛的機床,它可以用于切削各種工件 的外圓、內孔、端面及螺紋等。現代生產機械多采用機械、電氣、液 壓、氣動相結合的控制技術。電氣控制技術起聯接中樞作用,應用最 為廣泛。用普通機床加工出來的產品普遍存在質量差、品種少、檔次 低、成本高、供貨期長,從而在國際、國內市場上缺乏競爭力,直接 影響一個企業的產品、市場、效益,影響企業的生存和發展,所以必 須大力提高機床的數控化率。本設計主要任務是將ca6140型普通車 床改造為數控車床。 關鍵詞:車床、數控,plc,機床改造,電氣控制系統。 目錄 第1章前言...............................................................3 第2章電氣控制系統........................................錯誤
臥式車床電氣控制系統
格式:pdf
大小:748KB
頁數:10P
4.6
臥式車床電氣控制系統 車床是機床中應用最廣泛的一種,它可以用于切削各種工件的外圓、內孔、端面及螺紋。 車床在加工工件時,隨著工件材料和材質的不同,應選擇合適的主軸轉速及進給速度。但目 前中小型車床多采用不變速的異步電動機拖動,它的變速是靠齒輪箱的有級調速來實現的, 所以它的控制電路比較簡單。為滿足加工的需要,主軸的旋轉運動有時需要正轉或反轉,這 個要求一般是通過改變主軸電動機的轉向或采用離合器來實現的。進給運動多半是把主軸運 動分出一部分動力,通過掛輪箱傳給進給箱來實現刀具的進給。有的為了提高效率,刀架的 快速運動由一臺進給電動機單獨拖動。車床一般都設有交流電動機拖動的冷卻泵,來實現刀 具切削時冷卻。有的還專設一臺潤滑泵對系統進行潤滑。 一、機床的主要結構和運動形式 臥式車床的電氣控制車床的種類很多,其中臥式車床是應用極為廣泛的金屬切削機床。 它用于對具有旋轉表
PLC普通車床電氣控制系統硬件設計精華文檔
PLC實現CA6140車床電氣控制系統的改造
格式:pdf
大小:155KB
頁數:4P
4.5
通過對plc控制系統的一般電氣系統的比較,得出plc控制系統的優勢所在.基于plc控制系統的優勢,采用plc控制原理對ca6140車床進行改造,并實現了該機床的控制系統.
西門子S7-200系列PLC改造車床電氣控制系統 西門子S7-200系列PLC改造車床電氣控制系統
格式:pdf
大小:85KB
頁數:未知
4.5
隨著我國工業化的發展,在車床方面的需求量增加,使用量比較大的為西門子s7-200系列車床,但是由于對加工效率的要求提高,對加工精度要求的提高,普通的臥式車床電氣控制系統已經不能適應加工要求,針對這一情況,相關技術人員在原有機床基礎上,對其電氣控制系統進行plc改造,改造后零件加工精度得到提高,工作效率提高,降低了故障率。下面就對這些方面進行分析,希望給有關人士一些借鑒。
S7-200系列PLC改造車床電氣控制系統 S7-200系列PLC改造車床電氣控制系統
格式:pdf
大小:2.1MB
頁數:1P
4.4
傳統車床電氣控制的故障率高、接線多、生產效率低、功耗大,鑒于此本文對c650車床電氣控制系統進行了改造,在改造過程中應用了西門子s7-200系列plc,并分析了具體的改造方案,以及改造后的i/o地址分配情況.

西門子S7—200系列PLC改造車床電氣控制系統??
格式:pdf
大小:820KB
頁數:2P
4.5
隨著我國工業化的發展,在車床方面的需求量增加,使用量比較大的為西門子s7-200系列車床,但是由于對加工效率的要求提高,對加工精度要求的提高,普通的臥式車床電氣控制系統已經不能適應加工要求,針對這一情況,相關技術人員在原有機床基礎上,對其電氣控制系統進行plc改造,改造后零件加工精度得到提高,工作效率提高,降低了故障率。下面就對這些方面進行分析,希望給有關人士一些借鑒。
PLC普通車床電氣控制系統硬件設計最新文檔

普通車床數控研究及改造設計
格式:pdf
大小:497KB
頁數:8P
4.6
一、概述 機床作為機械制造業的重要基礎裝備,它的發展一直引起人們的關注,由于計算機技術的興 起,促使機床的控制信息出現了質的突破,導致了應用數字化技術進行柔性自動化控制的新 一代機床-數控機床的誕生和發展。計算機的出現和應用,為人類提供了實現機械加工工藝 過程自動化的理想手段。隨著計算機的發展,數控機床也得到迅速的發展和廣泛的應用,同 時使人們對傳統的機床傳動及結構的概念發生了根本的轉變。數控機床以其優異的性能和精 度、靈捷而多樣化的功能引起世人矚目,并開創機械產品向機電一體化發展的先河。數控機 床是以數字化的信息實現機床控制的機電一體化產品,它把刀具和工件之間的相對位置,機 床電機的啟動和停止,主軸變速,工件松開和夾緊,刀具的選擇,冷卻泵的起停等各種操作 和順序動作等信息用代碼化的數字記錄在控制介質上,然后將數字信息送入數控裝置或計算 機,經過譯碼,運
用普通車床車削多頭蝸桿 用普通車床車削多頭蝸桿
格式:pdf
大小:559KB
頁數:4P
4.7
蝸輪蝸桿組成的運動副常用于機械傳動機構中,多頭蝸桿的車削加工技術要求高、加工難度大。因此著重介紹了用普通車床車削多頭蝸桿的刀具和采用小拖板分頭的加工方法。

用PLC改造龍門刨床電氣控制系統
格式:pdf
大小:292KB
頁數:1P
4.6
本文介紹了利用可編程序控制器(plc)對龍門刨電氣控制系統進行改造的應用實例,用plc控制器編程來替代龍門刨床的繼電接觸控制系統。同時對龍刨床的直流拖動部分也做了相應的改造設計,即利用直流可調電源替代交磁擴大機系統。
PLC在銑床電氣控制系統改造中的應用
格式:pdf
大小:486KB
頁數:3P
4.3
通過對x62w萬能銑床電氣控制系統的plc改造過程的介紹,對x62w萬能銑床電氣控制系統工作原理進行了闡述,詳細說明了基于三菱fx2n-48mr型plc進行電氣控制系統設計的改造方案,并完成了系統程序設計。結果表明,電氣控制系統整體工作性能得到了有效提高。
基于PLC的舊式機床電氣控制系統的改造
格式:pdf
大小:97KB
頁數:1P
4.5
目前采用繼電器控制的舊式普通機床設備仍在企業中廣泛使用.隨著plc技術的發展,使用plc相對于使用繼電器線路擁有無法比擬的優勢,用可編程序控制器(plc)改造舊機床電控系統,是非常現實的技術改造方案.特別是一些加工工藝較特殊的機床設備,采用plc實現機床電器系統的控制更有優勢.所以對這類普通機床控制系統進行改造是非常必要的.
機床改造PLC在電氣控制系統中的應用
格式:pdf
大小:229KB
頁數:3P
4.4
機床是一種在工業制造和加工,并為企業備件的制作,為企業在生產中,設備損壞應急的器件加工等機械加工的設備,傳統的機床電氣控制系統是以繼電器、接觸器為主體的半自動控制系統,本文通過plc的技術結合原機床電器的控制來加以改進,利用plc可編程控制,進行機床手動控制系統的改進,plc程序的控制可靠穩定、加工精度高、自動操作易于控制擴展等優點,對傳統的機床電氣控制系統以及運用和改造進行分析。
普通車床的數控改造及加工編程
格式:pdf
大小:131KB
頁數:1P
4.7
機床數控化改造具有一定經濟性、實用性和穩定性。其改造涉及到機械、電氣、計算機等領域,是一項理論深、實踐強的系統工程。在進行數控改造時,應該做好改造前的技術準備。改造過程中,機械修理與電氣改造相結合,先易后難、先局部后全局。要實現數控加工,編程是關鍵。由于數控車床可以加工普通車床無法加工的復雜曲面,加工精度高,質量容易保證,發展前景十分廣闊,因此掌握數控車床的加工編程技術尤為重要。
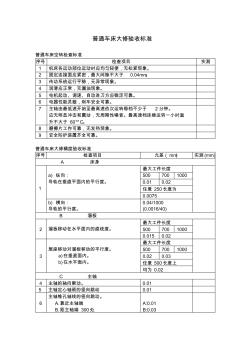
普通車床大修驗收標準
格式:pdf
大小:30KB
頁數:2P
4.7
普通車床大修驗收標準 普通車床空轉檢查標準 序號檢查項目實測 1機床各運動部位運動時應均勻輕便,無松緊現象。 2固定連接面應緊密,最大間隙不大于0.04mm。 3傳動系統運行平穩,無異常現象。 4潤滑應正常,無漏油現象。 5電機起動、調速、自動進刀方應穩定可靠。 6電器性能靈敏,剎車安全可靠。 7主軸由最低速開始至最高速依次運轉每檔不少于2分鐘。 應無明顯沖擊和震動,無周期性噪音。最高速檔連繼運轉一小時溫 升不大于60°c。 8磨擦片工作可靠,無發熱現象。 9安全防護裝置齊全可靠。 普通車床大修精度驗收標準 序號檢查項目允差(mm)實測(mm) a床身 1 a)縱向: 導軌在垂直平面內的平行度。 最大工件長度 5007001000 0.010.02 任意250長度為 0.00
普通車床尾座自動進給改造 普通車床尾座自動進給改造
格式:pdf
大小:386KB
頁數:2P
4.5
沈陽第一機床廠ca6140型臥式車床尾座進給自動化改造,改造參數:減速機輸出轉速2.4~12r/min,輸出轉矩139n·m,電機功率0.18kw。改造后,對批量零件進行加工時使用自動進給功能,對非批量零件進行加工時使用手動進給(搖動手輪實現)。將尾座進給改為電機加減速機驅動,電機驅動減速機將動力通過離合器傳遞給頂尖進給絲杠實現進給。不需要自動進給時,斷開離合器,操作人員可通過手輪轉動絲杠實現頂尖進給。(1)機械部分(圖1)。摘除原尾座端蓋,更換絲杠軸及加
PLC普通車床電氣控制系統硬件設計相關
文輯推薦
知識推薦
百科推薦


職位:土建項目工程師
擅長專業:土建 安裝 裝飾 市政 園林


