

基于PLC控制的CPE產品流水線的設計與實現
格式:pdf
大小:3.6MB
頁數:4P
人氣 :86
 4.8
4.8
結合獨山子某車間工程概況,分析了CPE產品流水線的工作原理,并采用西門子PLC和以太網技術對該流水線進行設計和實現。目前新方案已經投入使用,自動化程度較高,且能夠滿足系統可靠性、高效性的要求。



 基于PLC無線控制的噴涂流水線設計
基于PLC無線控制的噴涂流水線設計 基于PLC無線控制的噴涂流水線設計
格式:pdf
大小:829KB
頁數:5P
依據機械元件表面處理工藝,進行機械元件打磨、噴涂、烘干流水線系統總體方案設計,包括無線控制系統工作流程設計、plc選型分析及i/o點分配、無線通信配置、人機界面程序設計等,并完成整體軟件開發,實現基于plc的機械元件噴涂流水線系統。系統運行穩定、高效。
電子產品流水線自動送板機設計 電子產品流水線自動送板機設計
格式:pdf
大小:639KB
頁數:3P
本文給出了電子產品流水線上使用的自動送板機設計方案。描述了硬件系統和軟件系統,通過測試表明,該系統能夠完成對電子產品流水線上自動貼片機/插裝機的自動送板。可有效提高生產效率,降低工人勞動強度。
編輯推薦下載
PLC控制下的流水線自動控制系統設計 PLC控制下的流水線自動控制系統設計
格式:pdf
大小:93KB
頁數:1P
4.7
隨著科學技術的不斷發展,在plc控制的基礎上,研發出了新的流水線自動控制系統,與原來的相比,具有很多優勢,筆者通過對該系統的研究,提出了新的系統設計方案,并分析了流水線自動控制系統的實現,主要包括兩方面:系統的層次分析;plc系統的實現,希望能夠為相關的研究人員提供一定的啟發。
小龍蝦自動分級流水線PLC系統設計 小龍蝦自動分級流水線PLC系統設計
格式:pdf
大小:1.8MB
頁數:2P
4.7
針對小龍蝦自動分級系統的需求,提出計算機作為上位機plc作為下位機的主從式結構。設計plc系統,選擇fx2n-16ex型plc作為plc系統核心控制器,給出i/o分配方案,編制梯形圖程序。實驗驗證表明,系統方案合理,能夠達到設計要求。
PLC控制的CPE產品流水線的設計與實現熱門文檔
基于PLC的飲料灌裝生產流水線控制系統的設計論文
格式:pdf
大小:536KB
頁數:29P
4.7
河北化工醫藥職業技術學院畢業論文 1 基于plc的飲料灌裝生產流水線控制系統的 設計 摘要 plc隨著計算機和網絡通訊技術的發展,企業對生產過程的自動控制和信 息通訊提出了更高的要求。飲料生產線比較復雜,生產環節也很多。其中飲料的 灌裝就是飲料生產線上重要的生產環節。 控制系統主要由一臺plc、交流異步電機、液罐、多個灌裝狀態檢測傳感器、 故障報警蜂鳴器、產量統計顯示器等組成。其中電機用來控制運送飲料瓶的傳送 帶部分。 本控制系統有兩個特點:一是輸入、輸出設備比較多;二是所需實現的控制 是順序邏輯控制、模塊控制以及計算統計功能。 西門子s7-300系列plc在模塊控制、高速計數和計算方面的功能較強,實 現比較方便。因此本系統選用了s7-300型號的plc進行控制,既滿足了控制系 統所需的i/o點數,又滿足了被控對象的控制要求。 采用plc控制飲料灌裝
基于PLC的電鍍流水線自動控制系統設計 基于PLC的電鍍流水線自動控制系統設計
格式:pdf
大小:210KB
頁數:4P
4.6
采用plc作為控制器實現電鍍流水線的自動控制.首先,提出了電鍍流水線的總體設計方案,并分析了電鍍自動循環過程.然后,提出了電鍍流水線關鍵結構方案.最后,根據電鍍流水線的控制對象及控制要求,確定輸入/輸出電器,進行plc選型和繪制電鍍流水線plc控制系統的電氣原理圖,并采用模塊化設計思想和順序功能圖設計法設計plc控制系統.
流水線課程設計
格式:pdf
大小:1.0MB
頁數:17P
4.5
目錄 1.序言?????????????????????????????? 2.現有機電系統分析???????????????????????? 2.1現有機電系統全面介紹???????????????????? 3.改進方案???????????????????????????? 3.1m06裝配單元現有問題分析???????????????????? 3.2m06裝配單元改進方案分析???????????????????? 4.機械系統設計??????????????????????????? 4.1傳動系統的設計?????????????????????? 4.2通用零部件的選擇??????????????????????? 4.3關鍵零部件有限元分析??????????????????? 5.控制系統設計?????????????????????????
LRM開發熱塑性復合成型產品流水線工藝 LRM開發熱塑性復合成型產品流水線工藝
格式:pdf
大小:73KB
頁數:1P
4.3
lrm工業公司宣布推出一條由lrm公司在2007年發明的新型創新產品流水線被設計用于獨特的專利保護stfthermoforming技術。
基于FPGA的流水線微處理器設計 基于FPGA的流水線微處理器設計
格式:pdf
大小:243KB
頁數:3P
4.6
提高指令級并行度是微處理器體系結構發展的重要方向,也是開發基于fpga的高性能微處理器的重要內容之一。本文論述了一個基于fpga的流水線微處理器的指令流水線結構和系統設計,針對在指令流水執行過程中出現的相關問題,提出了相應的檢查算法及解決方法。通過一個典型程序對流水線微處理器功能進行仿真,其運行結果表明此微處理器的最大吞吐率為一個時鐘周期解釋完一條指令,證實了流水線微處理器設計的正確性和高性能。該微處理器的設計在開發未來具有微處理功能的專用集成電路設計方面具有較高的實用價值。
PLC控制的CPE產品流水線的設計與實現精華文檔
L32嵌入式處理器動態流水線的設計與實現 L32嵌入式處理器動態流水線的設計與實現
格式:pdf
大小:131KB
頁數:未知
4.5
l32嵌入式處理器是自主研發的一種cisc32位處理器,面向控制領域,能進行32位、16位、8位和1位算數邏輯運算,其三級流水線結構已通過veriloghdl實現和驗證.以此為基礎,設計并實現了一種六級動態流水線方案,把原需要兩個時鐘周期的加法器拆分為兩級,提高了8位數的運算速度;把原執行級按最慢指令執行周期分為4級,但每條指令無需都經過這4級,既實現了需要多時鐘周期執行指令的并行執行,又能使原只需要一個時鐘周期執行的指令一個時鐘周期后就能執行完畢.通過nc-verilog綜合驗證和debbusy波形分析,結果顯示所設計的六級動態流水線方案有較高的吞吐率.

自動流水線輸送系統設計
格式:pdf
大小:1.1MB
頁數:49P
4.6
1 第一章引言 1.1課題提出背景 制造業歷來是國民經濟的重要組成部分為了提高制造業的技 術水平,制造業在其發展歷程中一直在進行著不同水平、不同類型 的自動化。進人8十年代后,隨著微電子技術和通信技術的吃速發 展,制造業自動化進人到一個新的姍代一基于計算機的集成制造時 代,并且正在向基于人工智能,人—機協調,人—自然協調的生態 工廠時代邁進。促使制造業自動化發展的3個技術因素是:自動化 單元技術:自動化的方法學或哲理;與制造業自動化有關的基礎技 術。 工業自動化技術是一種運用控制理論、儀器儀表、計算機和其 他信息技術,對工業生產過程實現檢測、控制、優化、調度、管理 和決策,達到增加產量、提高質量、降低消耗、確保安全等目的綜 合性高技術,包括工業自動化軟件、硬件和系統三大部分。 工業自動化技術作為20世紀現代制造領域中最重要的技術之一, 主要解決生產效率與一致性問題。無
自動化拆裝箱流水線設計 自動化拆裝箱流水線設計
格式:pdf
大小:175KB
頁數:2P
4.6
本文首先介紹了自動化拆裝箱流水生產線的基本特征與組織流水線的必要條件。其次明確了生產節拍、生產效率的定義,分析了生產節拍與生產效率的關系,得出了生產效率與線平衡率呈線性關系的結論。本文使用流水線負荷平衡技術,作業節點法等全面提升生產效率,并提出了基于生產效率最高生產節拍選擇的方法與步驟。在基于制造成本最低最佳生產節拍的選擇與基于利潤最大化最佳生產節拍選擇方法上,本文給出了計算相關制造成本的模型,并分別提出了選擇生產節拍的方法步驟。面對市場的實際需求狀況,且在前面研究分析的基礎之上,本文提出了裝配線設計階段最佳生產節拍的選擇方法,以及面對市場波動時改線方案的選擇方法及其最佳生產節拍確定的方法與步驟。
 PLC在平板玻璃鋼化流水線改造中的應用
PLC在平板玻璃鋼化流水線改造中的應用 PLC在平板玻璃鋼化流水線改造中的應用
格式:pdf
大小:460KB
頁數:3P
4.7
使用西門子s7-226cpu可編程控制器配置富士觸摸屏(pod)、溫度采集模塊及光柵編碼器等新型工控器件對平板玻璃鋼化流水線進行改造,以提高其可靠性、可操作性、產量和質量。介紹了流水線生產工藝、改造方案及編程控制思想。
PLC控制的CPE產品流水線的設計與實現最新文檔
“LongtiumC2”微處理器流水線設計 “LongtiumC2”微處理器流水線設計
格式:pdf
大小:724KB
頁數:4P
4.3
介紹一款32位cisc結構微處理器"longtiumc2"的流水線設計。針對cisc結構微處理器流水線設計的難點,采用微指令流水執行等技術,設計了"longtiumc2"的7級流水線結構,以及與流水線相關的處理機制和精確中斷的實現機制,實現了一個具有較高性能的cisc微處理器的流水線。仿真和綜合結果表明,該流水線設計能夠滿足"longtiumc2"微處理器的功能和性能要求。
鋼材預處理流水線電氣控制的改進
格式:pdf
大小:597KB
頁數:4P
4.7
引進c200h大容量可編程控制器,采用新型國產檢測元件改造傳統電氣控制。應用特殊控制方法和材料降低中頻預熱器的空載損耗及線圈發熱。重點介紹噴漆自動控制的新設想。
小型飼料加工流水線的電氣控制
格式:pdf
大小:146KB
頁數:4P
4.5
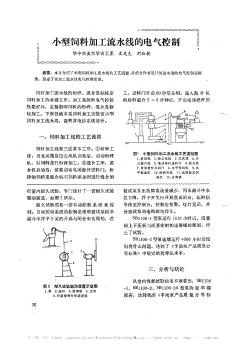
小型飼料加工流水線的電氣控制 華中農業大學農工系文友先劉儉英 摘要t術文介紹了小型飼}加1二漣咄線的:藝流程,jr舟作者設訃的浣柬線的電氣拄原瑚 i剖.敘述了該加1=浣水線電氣掩n。 飼料加工流水線的磬}碎、混合及制粒是 飼料加_[的關鍵工序。加工系統的電氣控制 性能好壞,直接影響飼料的粉碎、混合及制 粒加工。下面僅就本系飼料加工實驗室小型 飼料加:r流水線,說明其電控系統設計。 一 、飼料加工線的工藝流程 飼料加工線有三道基本工序。④粉碎工 序:當關風器及塵風機啟動后,啟動粉碎 機,對飼料進行粉碎加工。②混合工序混 合機啟動后,接著啟動電動推桿進料門,粉 碎的飼料送混臺機與飼料添加劑進行混合加 ?『:。進料門殲啟60砂后關閉。送人混合機 的粉料混合5~j分鐘后,開稿瞧動推桿出 目1小型飼料加工流水線工藝流程圖
小型飼料加工流水線的電氣控制
格式:pdf
大小:604KB
頁數:4P
4.4
本文介紹了小型飼料加工流水線的工藝流程,并結合作者設計的流水線的電氣控制原理圖,敘述了該加工流水線電氣控制原理。
基于并行完備檢測的高速異步流水線設計.
格式:pdf
大小:230KB
頁數:5P
4.6
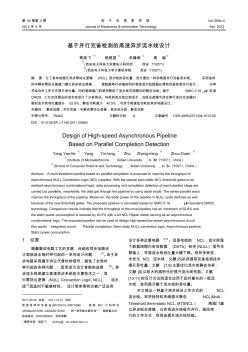
第34卷第4期電子與信息學報vol.34no.4 2012年4月journalofelectronics&informationtechnologyapr.2012 基于并行完備檢測的高速異步流水線設計 楊延飛 *① 楊銀堂 ① 朱樟明 ① 周端 ② ① (西安電子科技大學微電子研究所西安710071) ② (西安電子科技大學計算機學院西安710071) 摘要:為了有效地提升異步零協議邏輯(ncl)流水線的吞吐量,該文提出一種多閾值并行完備流水線。采用獨特 的半靜態零協議閾值門建立異步組合邏輯,使數據串行傳輸的同時每級流水線數據處理和完備檢測并行進行,以串 并結合的工作方式提升吞吐量。同時新閾值門的使用降低了流水線空周期時的靜態功耗。基于smic0.18μm標準 cmos工藝對所提出的流水線進行了分析
機電自動化專業畢業設計__飲料罐裝生產流水線的PLC控制(優秀畢業設計論文)范文
格式:pdf
大小:3.0MB
頁數:46P
4.5
飲料罐裝生產流水線的plc控制 i 飲料罐裝生產流水線的plc控制 摘要 隨著計算機和網絡通訊技術的發展,企業對生產過程的自動控制和信息通訊提出 了更高的要求。飲料生產線比較復雜,生產環節也很多。其中飲料的灌裝就是飲料生 產線上重要的生產環節。 控制系統主要由一臺plc、交流異步電機、液罐、多個灌裝狀態檢測傳感器、故 障報警蜂鳴器、產量統計顯示器等組成。其中電機用來控制運送飲料瓶的傳送帶部分。 本控制系統有兩個特點:一是輸入、輸出設備比較多;二是所需實現的控制是順 序邏輯控制、模塊控制以及計算統計功能。 西門子s7-300系列plc在模塊控制、高速計數和計算方面的功能較強,實現比 較方便。因此本系統選用了s7-300型號的plc進行控制,既滿足了控制系統所需的 i/o點數,又滿足了被控對象的控制要求。 采用plc控制飲料灌裝生產線,實現了飲料生產線的自動化、
基于Verilog HDL的微處理器ALU運算流水線設計 基于Verilog HDL的微處理器ALU運算流水線設計
格式:pdf
大小:87KB
頁數:未知
4.4
本文使用硬件描述語言veriloghdl設計了一個alu運算流水線,包括接口、fifo模塊、alu模塊和測試環境等,有助于提高微處理器的運算效率,為通過先進的描述手段設計微處理器打下良好的基礎。
流水線處理器中Cache模塊的設計 流水線處理器中Cache模塊的設計
格式:pdf
大小:1.2MB
頁數:6P
4.4
流水線結構能大幅提高指令執行速度,但是由于主存讀取速度過慢,系統性能的提升仍然受到限制。現實現的cache設計,是流水線與主存間的高速緩沖器,它能有效地解決訪存的瓶頸問題,使流水線功能得到充分發揮。文章首先分析流水線的結構特點,確定cache的結構功能,在此基礎上提出一個組相聯映射cache的設計。分析cache實現讀寫操作的具體控制過程,并給出lru(leastrecentlyused)替換算法的實現。最后通過介紹猝發取指操作著重討論了cache與流水線間的配合機制。
PLC控制的CPE產品流水線的設計與實現相關
文輯推薦
知識推薦
百科推薦


職位:安裝預算員
擅長專業:土建 安裝 裝飾 市政 園林


