





閥門裝配工藝規范1
格式:pdf
大小:7KB
頁數:3P
閥門裝配過程規范 1、目的 本規范對閥門裝配工作程序和試壓標準規范作出了規定,以確保裝配和試壓的閥門 達到質量標準的要求;保證閥門裝配質量達到圖紙、標準和有關規程的要求。 2、適用范圍 適用于本公司生產的所有閥門的裝配和測試過程。 3、職責 3.1裝配車間主任對閥門的裝配 質量負責。應安排責任心強、業務熟練的工人擔任閥門的裝配和試壓工作;應教育 職工在本職工作中自始至終貫徹本公司的質量方針,不斷提高產品質量。 3.2承擔裝配和試壓的鉗工要認真工作,確保所裝的閥門達到質量標準的要求。 3.3檢驗員要細致工作,敢于負責,確保經檢驗的閥門達到質量標準的要求。 3.4技術部門要做好日常生產的技術服務,不斷完善閥門圖樣及有關技術文件,使 產品質量的提高有更可靠的保證。 4、工作程序 4.1零部件的領取 4.1.1按裝配工序流程卡規定的閥門總圖的明細表領取全部零部件。
編輯推薦下載
LED燈裝配工藝
格式:pdf
大小:59KB
頁數:3P
 4.7
4.7
led燈裝配工藝 振達科技有限公司led燈裝配工藝指導規程編號 dcg81系列led隔爆型防爆燈裝配工藝規程 1、適用范圍 本工藝規程適用于led防爆燈(壓鑄鋁外殼)組裝與檢驗。 2、材料與零部件 3、設備與工具 3.1220v60w電烙鐵、φ0.8mm焊錫絲。 3.2專用周轉箱 3.3鑷子 3.4電子鉗、剝線鉗 3.5十字螺絲刀 4、操作工藝過程 4.1檢查 (1)組裝工作開始前先檢查工具是否準備齊全。 (2)檢查所需要的材料和零部件是否齊全。 (3)裝配前先對材料和零部件檢查是否損壞、瑕疵。 (4)led驅動先檢測是否合格。 4.2裝配 (1)先把外殼清洗干凈,干燥后,置于安裝平臺上。 (2)將驅動腔和光源腔用4顆m6內六角螺栓緊固,膠封4個螺栓孔。 (3)將led (4)在led背面涂滿薄薄一層導熱硅脂,將led輕輕按在固定位置,左
PFF65-70手動平板閥結構設計與裝配工藝論文熱門文檔
固定球閥裝配工藝
格式:pdf
大小:6KB
頁數:2P
4.6
固定球閥裝配工藝 1適用于6”~56”支撐板結構固定球閥 2準備工作 2.1必須保證場地干凈,整潔,清除所有灰塵,鐵屑和雜質,防止污染產品 2.2清洗所有零部件,裝配前用清潔軟布擦凈零件表面,確保待裝零件無毛刺,油污,銹蝕 2.3壓蓋,閥體,連接盤的定位銷孔加工后必須拆開,去毛刺,吹鐵屑,清洗待裝,且此項 工作不能在待裝現場進行 2.4仔細檢查球體表面的粗糙度和鍍層表面的粗糙度,發現不符合要求返回返工 2.5將一對閥座在待裝的球體上研磨,保證密封面環帶接觸痕跡均勻 2.6整個裝配過程應保證o形圈不會切邊 3裝配程序 3.1在閥體通徑端擰上螺栓,用試裝或計算的方法確定螺栓高出螺母1~3牙,確保螺栓材料 標記朝上,同一法蘭面上露出高度小于1.5牙,吊板處螺栓露出部分也應符合1~3 牙的規定 3.2閥座裝配。將壓縮彈簧和已組合的閥座(支撐圈和密封圈

蝶閥裝配工藝及試壓過程
格式:pdf
大小:24KB
頁數:2P
4.3
蝶閥裝配工藝及試壓過程 一.碟閥裝配工藝 1.按裝配任務要求領取裝配所需的零件、標準件、輔助工具及輔助材料; 2.清洗閥體、蝶板內外表面以及其腔體內金屬裝配件; 3.裝配過程: 3.1..將密封圈和壓板圈裝配到蝶板上,對正密封圈和壓板的位置,擰緊后松開。; 3.2.將蝶板組件裝配入閥體,微幅轉動蝶板組件(使密封圈密封面與閥體密封面充分 配合)對正位置后壓緊;; 3.3.將閥桿依次穿過閥體、蝶板、閥體的閥桿孔后擰緊蝶板組件上的螺釘并鉆銷孔打 入銷釘固定密封圈;; 3.4.裝配對開圓環、下端蓋墊片和下端蓋; 3.5.在校正好閥桿鍵槽位置后,配鉆閥桿和蝶板連接銷軸孔并上好銷軸(緊配); 3.6.裝入填料、填料壓蓋,上好填料壓蓋處的螺栓、螺母,并擰緊螺母; 3.7.裝配支架、蝸輪或其他驅動裝置; 4.檢驗合格后進入壓力試壓過程。 二.碟閥壓力試驗過程 注:強度試驗、密封試驗的項目、壓力、保持試驗
裝配工藝指導書
格式:pdf
大小:542KB
頁數:6P
4.6
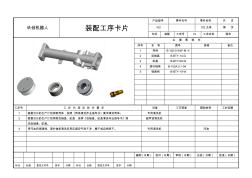
華創機器人裝配工序卡片 產品型號零件代號零件名稱共頁 102102主體第頁 車間裝配工序號10工序名稱清洗 主要零部件 序號名稱圖號規格備注 1殼體b-102-01aw-ⅱ-4 2齒軸蓋b-bty-14-g 3缸蓋b-bty-09-w 4滾針軸承b-102a.0.1-04 5調速閥b-bty-10-w 工步號工步內容及技術要求設備工藝裝備輔助材料工時定額 1根據當日的生產計劃領取殼體,按照《殼體清洗作業指導書》要求清洗殼體。專用清洗機 2根據當日的生產計劃領取齒軸蓋、缸蓋,按照《齒軸蓋、缸蓋清洗作業指導書》清超聲波清洗機 洗齒軸蓋、缸蓋。 3用汽油將調速閥、滾針軸承清洗后用壓縮空氣軟干凈,擦干或自然晾干。專用清洗機汽油 編制(日期)校對(日期)審核(日期)會簽(日期)
 塔式起重機結構制造的裝配工藝研究
塔式起重機結構制造的裝配工藝研究 塔式起重機結構制造的裝配工藝研究
格式:pdf
大小:57KB
頁數:2P
4.7
針對塔式起重機運行過程中經常出現的問題,進行合理分析,并簡要介紹了提升塔式起重機結構制造裝配水平的重要性、塔式起重機設計制造安全性要求,如鋼材要求較高、鋼結構焊接要精準、附著裝置要求高等,提出塔機制造裝配工藝操作要點,希望能夠為有關技術人員提供一定的幫助。
PFF65-70手動平板閥結構設計與裝配工藝論文精華文檔

機油泵拆卸修理與裝配工藝
格式:pdf
大小:68KB
頁數:1P
4.6
機油泵是潤滑系中的一個很重要的部分,經過長期使用,主、從動齒輪及轉子式內外轉子的表面,主動軸與軸孔,從動齒輪與軸之間的磨損都會影響齒輪的正常嚙合,使間隙增大,減少供油量和供油壓力。另外,斜齒輪在嚙合運動時會產生軸向壓力,使齒輪端面與泵蓋發生磨損,也會降低供油壓力。
機油泵拆卸檢驗修理與裝配工藝
格式:pdf
大小:78KB
頁數:1P
4.5
機油泵是潤滑系中的一個很重要的部分,經過長期使用,主、從動齒輪及轉子式內外轉子的表面,主動軸與軸孔、從動齒輪與軸之間的磨損都會降低機油泵的性能。現將機油泵修理與裝配工藝介紹如下,供讀者參考。一、拆卸1.從發動機體上拆下機油泵總成。2.轉子式機油泵用卡簧鉗取出卡簧,卸下齒輪、半圓鍵,
5母線加工與裝配工藝守則
格式:pdf
大小:251KB
頁數:10P
4.5
盛隆電氣有限公司 一次硬母線加工與裝配工藝守則sl/qz/xm/7.5-02 高低壓成套開關設備 版本/修改次b/0 共11頁第1頁 本守則參照國家標準gbj149-1990《電氣裝置安裝工程母線裝置施工及驗收規范》等制定。 1、適應范圍: 適應于本公司各種成套開關設備中的硬母線加工和裝配。 2、定義: 母線:一種可與幾條電路分別連接的低阻抗導體。本守則特指各種矩形標稱截面的硬銅鋁 母線,硬銅母線代號為tmy,硬鋁母線代號為lmy。 3、設備及工具: 壓花模、剪切機、平彎機、側彎機、沖孔機(器)、沖孔模具、電鉆(鉆頭、絲攻)銼刀、 鉛筆、木(或塑料)錘、木(或塑料)平臺、鋼卷尺、角尺、直尺、塞尺、線錘、樣沖、扳 手(包括扭矩扳手)、起子。 4、材料: 各種標稱截面的銅排、鋁排及其配套使用的各種規格的母線伸縮節,緊固件和電力復合脂。 5、母線截面及形狀的
PFF65-70手動平板閥結構設計與裝配工藝論文最新文檔
塑料小夾子注射模加工與裝配工藝 塑料小夾子注射模加工與裝配工藝
格式:pdf
大小:218KB
頁數:未知
4.3
在2013全國職業院校技能大賽中,中職組模具制造技術的比賽題目是"小夾子塑料注塑模"的制造,題目要求參賽選手按照圖樣要求在規定的時間內加工并完成模具的裝配。從圖樣可以看出模具比較小,要求生產量在3,000件以內,模具的結構是典型的兩板模并不復雜,由于時間比較短加工的零件比較多,主要考核選手的加工能力和模具鉗工的裝配水平;同時也考核零件加工的工藝編排以及裝配順序的合理性。
非晶合金變壓器器身裝配工藝與改進 非晶合金變壓器器身裝配工藝與改進
格式:pdf
大小:299KB
頁數:未知
4.6
非晶合金變壓器的規格已多樣化,本文對油浸式非晶合金變壓器基于三相五柱式結構鐵心的器身裝配工藝進行介紹。在詳細敘述一般裝配工藝的基礎上,提出存在的問題與工藝改進措施。
機械裝配工藝過程設計
格式:pdf
大小:186KB
頁數:2P
4.6
按照設計的技術要求,把機械的零部件連接起來,抑或是把機械的零件或部件組合成機器,這就是機械裝配。機械裝配是制造機器和維修機器的重要的環節,裝配工作的好壞影響機器的效能、修理的工期和機器的成本等。而在機械裝配過程中,重型機械是機械工業中一個重要的行業,重型機械為國家基礎建設服務,維系國家經濟命脈。因此,文章主要分析重型機械的裝配工藝、設計流程、設計方法等,在此基礎上進而分析機械裝配工藝過程設計。
裝配式結構設計的應用與優化 裝配式結構設計的應用與優化
格式:pdf
大小:1.0MB
頁數:2P
4.3
隨著社會經濟的不斷發展,我國人們生活水平也在不斷提高,對于居住環境的要求也在不斷提升,為了能夠滿足人們對建筑結構的要求,裝配式結構建筑的發展勢在必行。裝配式結構是一種全新的施工技術方法,不僅能夠有效代替傳統土建施工,還能夠降低工程施工成本投入,對于保證施工工期等具有非常重要的作用。因此,為了提高裝配式建筑結構的設計水平,本文針對裝配式建筑結構的發展情況進行分析,對設計要點等進行明確,從而希望能夠在實際應用過程中不斷的優化裝配式結構設計,為我國建筑行業的穩定發展提供保證。

裝配工藝設計過程卡和工藝設計流程圖
格式:pdf
大小:452KB
頁數:13P
4.7
工藝文件 第1冊 共1冊 共7頁 文件類別:應用電子技術專業工藝文件 文件名稱:led顯示屏 產品名稱:led顯示屏 產品圖號:aaa 本冊內容:產品工藝文件 指導:趙書安 制作:33項宏紅34魏纖 2013-10-29 工藝文件目錄 產品名稱計劃生產件數 led顯示屏 序號工藝文件名稱頁號備注 1封面1 2目錄2 3電纜加工工藝流程圖3 4led顯示屏電裝裝配工藝過程卡 片 4 5裝配工藝過程卡片中的元器件5 6led顯示屏封裝裝配工藝過程卡 片 6 7led顯示屏組裝工藝流程圖7 8 9 10 11 12 13 14 15 舊底圖 總號 更改 標記 數 量 更改 單號 簽名日期簽名日期第2頁 項宏紅2013.10擬 制 共7頁 底圖
一套完整的換熱器裝配工藝
格式:pdf
大小:638KB
頁數:36P
4.6
空分集團有 限公司 壓力容器(零部件制作、裝配) 過程記錄卡 產品代號2458a.000出廠編號材證編號 產品名稱換熱器零件代號2458a.005代用憑證6-1 容器類別i零件名稱殼體規格 工 序 工種工作內容時間操作者檢驗數據結論檢驗員 監察 見證 1未噴砂除銹的零件組裝前手工除銹 2冷/焊1.組裝序4接管與序3法蘭,找正,點焊定位 2.組裝序7接管與序6法蘭,找正,點焊定位。 焊成c1、c2、c3、c4焊縫,規范見焊接綜合工藝表 去焊渣、飛濺 上述焊縫按圖技術要求進行探傷檢查合格。 3冷/焊組裝序2筒體與序1法蘭、序5填料函法蘭,找正點焊定位。 注意:1.螺孔跨中布置 4焊焊成c5、c6焊縫。規范見焊接綜合工藝表 去焊渣、飛濺 上述焊縫按圖技術要求進行探傷檢查合格 5冷/焊1.組裝序4接管(
大功率投光燈裝配工藝卡
格式:pdf
大小:133KB
頁數:10P
4.4
宇泉科技裝配工藝卡 產品型號led燈具部件圖號共7頁 產品名稱大功率投光系列部件名稱第1頁 工序名稱備料工序編號01車間裝配車間設備 作業步驟輔助材料使用工具工時定額 1.生產部按《產品bom表》開出領料通知單,交倉庫備料,倉庫備料后通知生產部領料。 電子稱 2.生產部核對物料的數量,并檢查所領之物料型號規格是否與樣板一致。 3.依照樣板進行首件制作,核對是否符合要求。 質量要求注意事項 1.關鍵元器件和材料必須與型式試驗合格產品一致。 2.制作的首件必須與工程部提供的樣板相符合。 3.質檢員巡檢內容: a.尺寸——是滿足要求 b.材料——是否使用正確 c.操作——是否規范 1.庫倉管理員和領料人員必須配戴無繩防靜電手環。 2.led燈珠:嚴格按照生產通知單所注明的發放,原則 上不同廠家的燈珠不能用于同一訂單的相同產品。 3.透鏡
手扶裝配工藝流程圖
格式:pdf
大小:65KB
頁數:1P
4.7
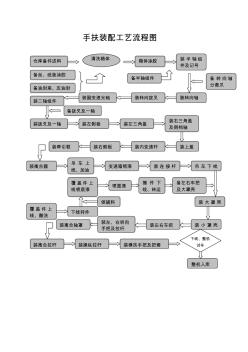
手扶裝配工藝流程圖 倉庫備件送料箱體涂膠 備絲、紙墊涂膠 備油封座、壓油封 裝半軸組 件及記號 備半軸組件 裝轉向軸裝轉向撥叉 備轉向軸 分離爪 裝副變速光軸 裝二軸組件 裝撥叉及一軸 備撥叉及一軸 裝左側板裝左三角蓋 裝右三角蓋 及倒檔軸 裝內變速桿裝上蓋裝右側板裝牽引框 裝離合器 吊車上 線、加油 變速箱噴漆裝連接桿吊車下線 覆蓋件上 線、酸洗 下線轉件 覆蓋件上 線噴底漆 噴面漆 摘件下 線、轉運 領輔料裝大罩殼 裝小罩殼裝左右車把 裝左、右轉向 手把及拉桿 裝離合軸罩 裝離合拉桿裝操縱拉桿裝橫扶手把及把套 整機入庫 備左右車把 及大罩殼 下線、整機 試車 清洗箱體

母線槽裝配工藝
格式:pdf
大小:102KB
頁數:10P
4.6
母線槽裝配工藝 zq/gy-08-2010 貴州中泉電氣集團有限公司 二零一零年六月 貴州中泉電氣 集團有限公司 工藝文件zq/gy-08-2010 母線槽裝配工藝 共4頁第1頁 1依據和適用范圍 本工藝適用于母線槽的成品組裝制作。 2設備及工具 剪線鉗、壓線鉗、尖嘴鉗、扳手、電工刀、十字螺絲刀、銅排機、手電鉆、風槍、拉鉚槍、緊 壓設備等。 3母線槽裝配前工藝 3.1母線裝配前仔細檢查母線絕緣層有無破損,絕緣層包扎是否符合設計要求,與母線緊貼的外 殼應無任何形式的毛刺。 3.2用風槍和抹布將母線外殼和母線導體清理干凈,不得有任何形式的毛刺、金屬顆粒和塵埃。 4母線槽裝配 4.1啟動緊壓設備,根據母槽的長度啟動油缸數量。 4.2油缸升起高度平齊合理。 4.3根據母線槽大小選擇合適的下壓塊放置在油缸平臺上,要求
PFF65-70手動平板閥結構設計與裝配工藝論文相關
文輯推薦
知識推薦
百科推薦


職位:消防工程項目經理
擅長專業:土建 安裝 裝飾 市政 園林


