

3PE防腐鋼管生產(chǎn)線作業(yè)指導書
格式:pdf
大小:67KB
頁數(shù):5P
人氣 :75
 4.5
4.5
簽名 &日期 3PE生產(chǎn)線作業(yè)指導書 文件編號 起草 版本 審核 發(fā)行 / 生效日期 批準 分頁 /總頁 1 / 5 操作步驟: 一. 準備工序 1. 根據(jù)生產(chǎn)任務單中的鋼管規(guī)格, 調(diào)整好所有傳動線兩側(cè)傳動輪的距離和角 度。除銹生產(chǎn)線管底離地高度 540 mm; 3PE防腐生產(chǎn)線管底離地 630mm。 2. 調(diào)整好膠粘劑和 PE擠出機的前后位置。 3. 調(diào)整硅膠輪的位置和角度。 4. 調(diào)整噴粉槍的位置在鋼管徑向并指向鋼管軸心, 放電針針尖到鋼管表面的 距離 120-150mm。 5. 大小擠出機在計劃開工前 3小時開始加熱。 6. 計劃開工前 1小時進行 PE原料預熱烘干,干燥溫度不高于 80℃。 7.檢查設備運行情況,給各傳動部位加注潤滑油;緊固傳動軸的聯(lián)結(jié)螺絲, 給十字軸和伸縮節(jié)加足油;檢查升降機構(gòu)的位置及限位器的可靠性。 二. 裸管上管 1. 根據(jù)生產(chǎn)任務單將鋼管轉(zhuǎn)運到上管平臺。



3PE防腐安全生產(chǎn)作業(yè)指導書
格式:pdf
大小:69KB
頁數(shù):9P
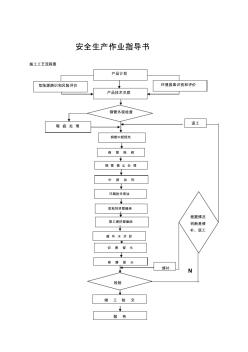
安全生產(chǎn)作業(yè)指導書 施工工藝流程圖 n 根據(jù)情況 判斷是修 補、返工 鋼管除銹 中頻加熱 聚乙烯擠塑纏繞 膠粘劑擠塑纏繞 環(huán)氧粉末噴涂 鋼管微塵處理 瑕疵處理 返工 鋼管外觀檢查 產(chǎn)品計劃 產(chǎn)品技術交底 環(huán)境因素識別和評價 修補 竣工驗交 服務 修磨留頭 切割留頭 循環(huán)水冷卻 鋼管中頻預熱 檢驗 危險源辨識和風險評價 上管平臺崗安全技術操作規(guī)程 1鋼管進入生產(chǎn)線前,操作人員預先檢查鋼管整體彎曲度,表面存在的缺陷、如凹槽、摔坑、 劃傷及其它機械損傷或沖擊損傷; 2管端有保護器應去除,鋼管表面或內(nèi)部有泥土及其它雜質(zhì)須清理; 3檢查鋼管號,如內(nèi)壁沒有的,必須做以標記; 4鋼管進入拋丸傳動線,兩端塞上泡沫和橡膠塞; 5在拋丸除銹線上,用中頻預熱裝置將鋼管預熱到40°c—60°c; 6上管平臺人員應當對當班生產(chǎn)的鋼管管號按順序作
編輯推薦下載
PE防腐鋼管規(guī)范
格式:pdf
大小:15KB
頁數(shù):2P
4.7
. 精選范本 3pe防腐鋼管規(guī)范 3pe防腐鋼管是管道(鋼管)在不同的工作環(huán)境中使用,為減緩或防止管道 在外介質(zhì)的化學、電化學作用下或由微生物的代謝活動而被侵蝕和變質(zhì)在其外壁上涂2 層或3層聚乙烯(3pe)以達到管道防腐,3pe防腐管使用壽命延長3-5倍。 3pe防腐鋼管聚乙烯三層結(jié)構(gòu)防護層又稱三層pe(3pe),是近幾年從國外引進的 先進的防腐技術。它的全稱為熔結(jié)環(huán)氧/擠塑聚乙烯結(jié)構(gòu)防護層,結(jié)構(gòu)由以下三層組成: 底層為熔結(jié)環(huán)氧(≥80μm);中間層為膠粘劑(170—250μm);面層為擠塑聚乙烯(約2mm)。 防護層總厚度約1.8-3.7mm。在三層結(jié)構(gòu)中,熔結(jié)環(huán)氧粉末涂層的主要作用是:形成連續(xù) 的涂膜,與鋼管表面直接粘結(jié),具有很好的耐化學腐蝕性和抗陰極剝離性能;與中間層膠 粘劑的活性基團反應形成化學粘結(jié),保證整體防腐層在較高溫度下具有良好的粘結(jié)性。
PE防腐鋼管規(guī)范 (2)
格式:pdf
大小:22KB
頁數(shù):4P
4.3
3pe防腐鋼管 3pe防腐鋼管是管道(鋼管)在不同的工作環(huán)境中使用,為減緩或防止管道 在外介質(zhì)的化學、電化學作用下或由微生物的代謝活動而被侵蝕和變質(zhì)在其外壁上涂2 層或3層聚乙烯(3pe)以達到管道防腐,3pe防腐管使用壽命延長3-5倍。 3pe防腐鋼管聚乙烯三層結(jié)構(gòu)防護層又稱三層pe(3pe),是近幾年從國外引進的 先進的防腐技術。它的全稱為熔結(jié)環(huán)氧/擠塑聚乙烯結(jié)構(gòu)防護層,結(jié)構(gòu)由以下三層組成: 底層為熔結(jié)環(huán)氧(≥80μm);中間層為膠粘劑(170—250μm);面層為擠塑聚乙烯(約2mm)。 防護層總厚度約。在三層結(jié)構(gòu)中,熔結(jié)環(huán)氧粉末涂層的主要作用是:形成連續(xù)的涂膜,與 鋼管表面直接粘結(jié),具有很好的耐化學腐蝕性和抗陰極剝離性能;與中間層膠粘劑的活性 基團反應形成化學粘結(jié),保證整體防腐層在較高溫度下具有良好的粘結(jié)性。中間層通常為 共聚物粘結(jié)劑,其主要成
PE防腐鋼管生產(chǎn)線作業(yè)指導書熱門文檔
3PE管道防腐補口、補傷作業(yè)指導書
格式:pdf
大小:873KB
頁數(shù):9P
4.7
一、編制依據(jù) 1、《埋地鋼質(zhì)管道聚乙烯防腐層技術標準》sy/t0413-2002; 2、《輻射交聯(lián)聚乙烯熱收縮帶(套)》sy/t4054-2003; 3、《油氣長輸管道工程施工及驗收規(guī)范》gb50369-2006; 二、補口施工措施 1、補口準備 1)熱收縮帶表面應平整,無氣泡、麻坑、裂紋,無氧化變質(zhì)現(xiàn)象,用測厚儀, 測定其厚度應大于或等于設計規(guī)定的厚度。熱收縮套(帶)膠層應無裂紋,內(nèi)襯護薄 膜應完好。 2)用篩子篩選石英砂,用于噴砂除銹。砂子顆粒均勻,粒徑在2~4mm,無泥土 草棍等雜質(zhì)。 3)空壓機運轉(zhuǎn)良好,壓縮機排量不小于6m3/min。 4)加熱用液化氣火焰加熱器,液化氣鋼瓶輸出壓力應滿足施工要求(p≧ 0.15mpa)。 5)準備好卷尺、紅外線數(shù)字測溫計(量程為:0~300℃)、壓輥、棉紗及木楔等 材料。 2、管道防腐表面的清理 1)將焊口及兩側(cè)涂
鋼結(jié)構(gòu)防腐涂裝作業(yè)指導書
格式:pdf
大小:286KB
頁數(shù):22P
4.4
鋼結(jié)構(gòu)防腐涂裝作業(yè)指導書 一、概述 鋼結(jié)構(gòu)在常溫大氣環(huán)境中使用,鋼材受到大氣中水分、 氧氣和其他污染物的作用而被腐蝕,大氣中水分吸附在鋼材 表面形成水膜,是造成鋼材腐蝕的決定性因素,當大氣中的 相對濕度大于60%時,鋼材的腐蝕速度將會很快。為了防止 鋼結(jié)構(gòu)的腐蝕以及由此造成的經(jīng)濟損失,采用防腐涂料涂裝 是目前我國防止鋼結(jié)構(gòu)腐蝕的重要手段之一,它利用涂料的 涂層使被涂物體與環(huán)境隔離,從而達到防腐蝕的目的,延長 被涂物體的使用壽命。 防腐涂料一般有不揮發(fā)組分和揮發(fā)組分(稀釋劑)兩部 分組成,涂刷在物體表面后,揮發(fā)組分逐漸逸出,留下不揮 發(fā)組分干結(jié)成膜,成膜物質(zhì)可分為主要、次要和輔助成膜物 質(zhì)三種,主要物質(zhì)可以單獨成膜,也可以粘結(jié)顏料物質(zhì)共同 成膜,涂料組成中沒有顏料和質(zhì)體顏料的透明體稱為清漆, 加有顏料和質(zhì)體顏料的不透明體稱為色漆(磁漆、調(diào)和漆或 底漆),加有大量體質(zhì)顏料的稠原漿狀體稱為膩子

玻璃鋼防腐作業(yè)指導書
格式:pdf
大小:222KB
頁數(shù):7P
4.7
欽州熱電廠臨時供熱工程玻璃鋼防腐作業(yè)指導書 欽州熱電廠臨時供熱工程 玻璃鋼防腐作業(yè)指導書 文件編號:jxhe-msp-049-2012 實施目期: 狀態(tài)識別: 修改狀態(tài):第一次修改 分發(fā)號: 持有部門: 持有人: 江西省水電工程局 目錄 受控狀態(tài) 欽州熱電廠臨時供熱工程玻璃鋼防腐作業(yè)指導書 2 1.工程概況...................................................................1 2.編寫依據(jù)...................................................................1 3.作業(yè)流程.................................................................1 3.1作業(yè)(
管道補口補傷防腐作業(yè)指導書_secret
格式:pdf
大小:119KB
頁數(shù):3P
4.6
**給排水欄目所有資料都免費了!!! 管道補口補傷防腐作業(yè)指導書 1、施工作業(yè)程序 1.1補口作業(yè)程序 1.1.1焊縫及周圍表面有水汽(露水和霜)時,用噴槍進行預熱,預熱溫度為30-40℃, 以清除表面水分。 1.1.2施工前應清除管口防腐部位表面的油污、泥土等雜物。 1.1.3鋼管表面除銹等級應達到gb8923sa2.5級(噴砂除銹),噴砂除銹時應對噴砂區(qū) 域外200mm內(nèi)的管道本體防腐層進行保護,以防止防腐層誤傷,防護采用200mm 寬防護膠皮進行。防腐前應對原防腐層端部做坡口處理,坡角不大于30° 1.1.4除銹完畢,應將焊縫兩側(cè)與補口材料搭接范圍內(nèi)的防腐涂表面做打毛處理,然 后清除灰塵(與補口時間不超過2小時)。 1.1.5將焊口及與補口搭接范圍內(nèi)的防腐涂層,預熱至55-60℃,測量時采用點溫計 進行,至收應測量4個點。 1.1.6將雙組份無溶劑型涂料混
3PE生產(chǎn)作業(yè)指導書
格式:pdf
大小:67KB
頁數(shù):5P
4.4
簽名&日期 3pe生產(chǎn)線作業(yè)指導書 文件編號 起草版本 審核發(fā)行/生效日期 批準分頁/總頁1/5 操作步驟: 一.準備工序 1.根據(jù)生產(chǎn)任務單中的鋼管規(guī)格,調(diào)整好所有傳動線兩側(cè)傳動輪的距離和角 度。除銹生產(chǎn)線管底離地高度540mm;3pe防腐生產(chǎn)線管底離地630mm。 2.調(diào)整好膠粘劑和pe擠出機的前后位置。 3.調(diào)整硅膠輪的位置和角度。 4.調(diào)整噴粉槍的位置在鋼管徑向并指向鋼管軸心,放電針針尖到鋼管表面的 距離120-150mm。 5.大小擠出機在計劃開工前3小時開始加熱。 6.計劃開工前1小時進行pe原料預熱烘干,干燥溫度不高于80℃。 7.檢查設備運行情況,給各傳動部位加注潤滑油;緊固傳動軸的聯(lián)結(jié)螺絲, 給十字軸和伸縮節(jié)加足油;檢查升降機構(gòu)的位置及限位器的可靠性。 二.裸管上管 1.根據(jù)生產(chǎn)任務單將鋼管轉(zhuǎn)運到上管平臺。 2.
PE防腐鋼管生產(chǎn)線作業(yè)指導書精華文檔
鋼管外壁防腐3PE生產(chǎn)線-說明
格式:pdf
大小:140KB
頁數(shù):18P
4.4
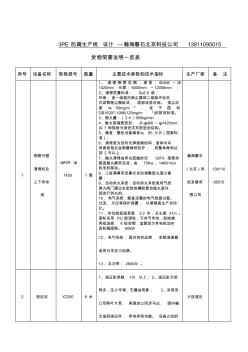
3pe防腐生產(chǎn)線設計–瀚海磐石北京科技公司13811095015 貨物簡要說明一覽表 序號設備名稱規(guī)格型號數(shù)量主要技術參數(shù)和技術指標生產(chǎn)廠家備注 1 鋼管外壁 清理機及 上下傳動 線 φ426-φ 14201套 1、清理鋼管范圍:直徑:φ406~φ 1420mm長度:6000mm~12000mm; 2、清理質(zhì)量標準:sa2.5級; 環(huán)保:由一級旋風除塵器和二級脈沖反吹 式濾筒除塵器組成,底部設排灰閥。排塵濃 度≤50mg/m3,優(yōu)于國標 gb16297-1996(120mg/m3)的排放標準。 3、拋丸量:(2×)900kg/min 4、拋丸室端面密封:從φ406~φ1420mm 共7種規(guī)格為漸進式雙層密封結(jié)構(gòu)。 5、噪音:整機設備噪音≤85分貝(國家標 準); 6、清理室為封閉式焊接

儲罐防腐作業(yè)指導書匯總
格式:pdf
大小:250KB
頁數(shù):19P
4.5
洛陽煉化工程有限責任公司qhse管理體系文件 儲罐防腐作業(yè)指導書 版本號:c 文件編號:lhgc/wj-7.5-04 受控狀態(tài):受控 分發(fā)號: 編制: 審核: 批準: 2013年8月1日發(fā)布2013年1月1日實施 洛陽煉化工程有限責任公司發(fā)布 第1頁共18頁 洛陽煉化工程有限責任公司qhse作業(yè)文件 文件名儲罐防腐作業(yè)指導書頁次 文件編號lhgc/wj-7.5-04版本/修訂號c/0 1目的 有效控制并保證儲罐內(nèi)防腐施工質(zhì)量,達到國家及行業(yè)標準、規(guī)范的規(guī)定。 2適用范圍 公司所有儲罐內(nèi)防腐工程的施工。 3職責 3.1施工員負責作業(yè)過程的施工協(xié)調(diào)、資源安排及進度控制及參與圖紙會審。 3.2技術員負責技術文件的宣貫、圖紙會審、施工組織設計的編制及審批辦理、預防措 施的制定、施工過程中技術參數(shù)(含新技術、新工藝)的確定

防腐保溫作業(yè)指導書
格式:pdf
大小:51KB
頁數(shù):8P
4.5
管道及管件的防腐施工作業(yè)指導書 1、目的 用于指導鋼管道及管件的防腐施工,確保質(zhì)量符合設計及城市供熱管網(wǎng)工程施工 及驗收規(guī)范(cjj28-2004)相關規(guī)定。 2、腐蝕的分類 所謂腐蝕,是指金屬管道在所處環(huán)境因化學或電化學反應,引起金屬管道表面耗 損現(xiàn)象的總稱,腐蝕可分為干蝕和濕蝕兩種,干蝕是氣體所產(chǎn)生的化學反應,濕 蝕是在水存在的條件下金屬發(fā)生離子化的現(xiàn)象。從腐蝕的表面現(xiàn)象來看,腐蝕又 可分為全面腐蝕與局部腐蝕,局部腐蝕又有點蝕、孔蝕、間隙腐蝕、晶間腐蝕、 應力腐蝕等。 3、防腐施工的目的 降腐施工就是將含有有機高分子膠體的混合涂料,通過一定的施工方法,將涂料在 管道表面,經(jīng)過固化而形成薄涂層,從而保護管道免受介質(zhì)、空氣中的水分、氧 氣、腐蝕性氣體以及酸堿等液體的腐蝕。 4、管道防腐施工質(zhì)量控制點 檢查項目 管道交接檢查材料交接檢查 基層表面檢查配料比檢查 防腐底漆檢查防

儲罐防腐作業(yè)指導書
格式:pdf
大小:250KB
頁數(shù):19P
4.8
洛陽煉化工程有限責任公司qhse管理體系文件 儲罐防腐作業(yè)指導書 版本號:c 文件編號:lhgc/wj-7.5-04 受控狀態(tài):受控 分發(fā)號: 編制: 審核: 批準: 2013年8月1日發(fā)布2013年1月1日實施 洛陽煉化工程有限責任公司發(fā)布 第1頁共1頁 洛陽煉化工程有限責任公司qhse作業(yè)文件 文件名儲罐防腐作業(yè)指導書頁次 文件編號lhgc/wj-7.5-04版本/修訂號c/0 1目的 有效控制并保證儲罐內(nèi)防腐施工質(zhì)量,達到國家及行業(yè)標準、規(guī)范的規(guī)定。 2適用范圍 公司所有儲罐內(nèi)防腐工程的施工。 3職責 3.1施工員負責作業(yè)過程的施工協(xié)調(diào)、資源安排及進度控制及參與圖紙會審。 3.2技術員負責技術文件的宣貫、圖紙會審、施工組織設計的編制及審批辦理、預防措 施的制定、施工過程中技術參數(shù)(含新技術、新工藝)的確定、
PE防腐鋼管生產(chǎn)線作業(yè)指導書最新文檔

PE管材作業(yè)指導書
格式:pdf
大小:6.4MB
頁數(shù):23P
4.4
聚乙烯(pe)管道安裝 作業(yè)指導書 一、概述 pe管材料屬聚乙烯類高分子化合物,其分子由碳、氫元素組成,無有害元 素,衛(wèi)生可靠。在加工、使用及廢棄過程中,不會對人體及環(huán)境造成不利影響, 是綠色建材。pe管材不僅韌性、撓性好,而且連接性能極佳,管道連接過程中 效果可靠,造價低;同時具有良好的氣密性、耐腐蝕性和良好的抵抗裂紋快速傳 遞能力,因而廣泛用于市政、石油、化工、燃氣等建設領域。 二、特點 1、長久的使用壽命:在正常條件下,最少壽命達50年。 2、衛(wèi)生性好:pe管無毒,不含重金屬添加劑,不結(jié)垢,不滋生細菌,很好 的解決了飲用水二次污染的問題。符合gb/t17219安全性評價標準規(guī)定以及國家 衛(wèi)生部相關的衛(wèi)生安全評價規(guī)定。 3、可耐多種化學介質(zhì)的腐蝕:無電化學腐蝕。 4、內(nèi)壁光滑,摩擦系數(shù)極低,介質(zhì)的通過能力相應提高并具有優(yōu)異的耐磨 性能。 5、柔韌性好,抗沖擊強

澄清池玻璃鋼防腐作業(yè)指導書
格式:pdf
大小:164KB
頁數(shù):10P
4.8
目錄 1工程概況與工程量.............................................................1 1.1工程概況...................................................................1 1.2工程量和工期..............................................................1 2編制依據(jù).....................................................................1 3作業(yè)前的條件和準備...........................................................1 3.1技術準備..

鋼結(jié)構(gòu)防腐涂裝施工作業(yè)指導書
格式:pdf
大小:30KB
頁數(shù):5P
4.8
鋼結(jié)構(gòu)防腐涂裝施工作業(yè)指導書 隨著涂料工業(yè)和涂裝技術的發(fā)展,新的涂裝施工方法和 施工機具的不斷出現(xiàn),每一種方法和機具均有各自的特點和 適用范圍,所以正確選擇施工方法是涂裝管理工作的主要組 成部分。合理的施工方法,對保證涂裝質(zhì)量、施工進度、節(jié) 約材料和降低成本有很大的作用,鋼結(jié)構(gòu)施工現(xiàn)場常用的涂 裝方法有以下幾種,現(xiàn)場項目部可根據(jù)自身的工具設施及現(xiàn) 場施工的實際條件合理的選擇施工方法,也可以采用多種方 法有機組合施工。 1、刷涂法 刷涂法是一種古老的施工方法,它具有工具簡單、施工 方便、易于掌握、適應性強、節(jié)省涂料和溶劑等優(yōu)點,但也 存在勞動強度大、生產(chǎn)效率低、施工質(zhì)量取決于操作者的技 能等缺點。 刷涂操應注意以下基本要點:(1)、使用漆刷時,一般采 用直握法,用腕力操作;(2)、涂刷時應蘸少量涂料,刷毛浸 入漆的部分應為毛長的1/3到1/2;(3)、對干燥較慢的涂料, 應按涂敷
升壓站鋼構(gòu)件防腐作業(yè)指導書
格式:pdf
大小:880KB
頁數(shù):4P
4.5
標準化作業(yè)指導書 升壓站鋼構(gòu)件防腐 作業(yè)指導書 編制: 審核: 批準: 標準化作業(yè)指導書 目錄 1.作業(yè)條件......................................1 2.工器具及材料...................................1 3.作業(yè)人員......................................1 4.作業(yè)步驟.....................................1 5.安全注意事項.................................2 6.危險點控制....................................2 7.質(zhì)量標準.........................
車體鋼結(jié)構(gòu)防腐處理作業(yè)指導書
格式:pdf
大小:436KB
頁數(shù):8P
4.4
作業(yè)指導書車體鋼結(jié)構(gòu)防腐處理 車體鋼結(jié)構(gòu)防腐處理作業(yè)崗位作業(yè)要領 安全風險提示 1.車頂作業(yè)時須穿戴安全帶;鉆出車底時仔細觀察,小心高空墜物; 2.車下作業(yè)防止磕碰、摔傷。 目次 1.開工準備..................................................................................................1 2.防腐作業(yè)..................................................................................................1 3.完工.......................................................................................

 3pe防腐鋼管防腐工藝
3pe防腐鋼管防腐工藝 3pe防腐鋼管防腐工藝
格式:doc
大小:34KB
頁數(shù):4P
4.5
本文將詳細介紹3pe防腐鋼管的防腐工藝,包括其原理、施工步驟和應用范圍等內(nèi)容。通過了解3pe防腐鋼管的相關知識,可以為建設工程領域的防腐工作提供參考和指導。
3pe防腐鋼管防腐厚度標準 
埋地管道防腐保溫作業(yè)指導書
格式:pdf
大小:50KB
頁數(shù):7P
4.7
accordingtoofficepartyofmasslineeducationpracticeactivitiesledgroupofunifiedarrangements,unitsmainledtoforcadresworkersshangatimespartylecture,duetohimselflevellimited,onlyputthisstageconcentratedlearningofexperiencetodayandeveryonecommonwithlearningexchange,purposeisletwefurtherdeepunderstandingmasslineofconnotation,ins

不保溫設備管道防腐作業(yè)指導書
格式:pdf
大小:32KB
頁數(shù):5P
4.6
1 不保溫設備管道防腐作業(yè)指導書 1、施工工藝: 設備部位面積㎡表面處理防腐施工工藝 管道管外電動除銹刷氯化橡膠底漆二底,氯化橡膠中間漆二面,氯化橡 膠面漆二面(顏色業(yè)主定) 管托電動除銹刷氯化橡膠底漆二底,氯化橡膠中間漆二面,氯化橡 膠面漆二面(顏色業(yè)主定) 管道支架及附 件 電動除銹刷氯化橡膠底漆二底,氯化橡膠中間漆二面,氯化橡 膠面漆二面(顏色業(yè)主定) 儀表橋架電動除銹刷氯化橡膠底漆二底,氯化橡膠中間漆二面,氯化橡 膠面漆二面(顏色業(yè)主定) 管橋架電動除銹刷氯化橡膠底漆二底,氯化橡膠中間漆二面,氯化橡 膠面漆二面(顏色業(yè)主定) 設備外電動除銹刷氯化橡膠底漆二底,氯化橡膠中間漆二面,氯化橡 膠面漆二面(顏色業(yè)主定) 設備樓梯電動除銹刷氯化橡膠底漆二底,氯化橡膠中間漆二面,氯化橡 膠面漆二面(顏色業(yè)主定) 設備外壁鋼構(gòu) 及附件 電動除
生產(chǎn)作業(yè)指導書
格式:pdf
大小:16KB
頁數(shù):6P
4.6
篇一:車間生產(chǎn)作業(yè)指導書 焊接質(zhì)量控制作業(yè)指導書 箱體焊接; 1;保證箱體的外框和箱體的尺寸符合工藝要求,(見圖紙)焊接時應采取必要的措施以防 止變形,對于變形的產(chǎn)品要進行校正。2焊材的要求:要求焊絲與焊接件必須是同等材質(zhì)。 3坡口的要求:2.5mm以上的板材必須打坡口,可打單面坡口,角度為45度,深度為板厚的 1/3,8mm以上的需打雙面破口深度各為板厚的1/3。4焊道均勻,不得有咬邊,氣孔,擊 穿,等焊接缺陷。附件焊接; 1安裝支件焊接:按照圖紙要求,保證安裝尺寸并且測量對角線不超過2mm,保證與箱體垂 直不許傾斜。 2指示燈套和開關套的焊接,面板與燈套的凸臺不允許有間隙,從里面焊接焊道不宜過大,不 能傷及螺紋,不允許有擊穿和變形等焊接缺陷。3接地螺栓的焊接:箱蓋的接地要用焊釘機 點焊,不允許傷及表面,箱
PE防腐鋼管生產(chǎn)線作業(yè)指導書相關
文輯推薦
知識推薦
百科推薦


職位:造價審核崗
擅長專業(yè):土建 安裝 裝飾 市政 園林


