

用PC改造CB3450型半自動轉塔車床
格式:pdf
大小:303KB
頁數:2P
人氣 :75
 4.7
4.7
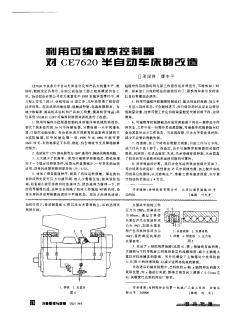
本文介紹了用 CF40—MR 改造CB3450 型半自動轉塔車床的電控設計,并給出了有關的梯形框圖。



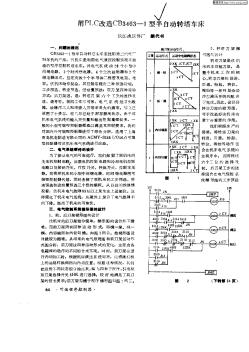
用PC改造CB3463-1型半自動轉塔車床
格式:pdf
大小:117KB
頁數:1P
cb3463-1型半自動轉塔車床是沈陽第三機床廠70年代產品,其電氣系統動作復雜頻繁,經常出故障。我們選用上海香島機電制造有限公司的acmy-s256pc對該機床電氣系統進行了改造。在機床控制系統的硬件設計中,保留了該機床的主電機、油泵電機和冷卻電機控制電路以及控制按鈕、行程開關、轉換開關等硬件,而將該機床中的小型中間繼電器和時間繼電器用pc代替,同時去掉了該機床的工步預選、轉速預選和進給量預選3個矩陣式插座。在轉塔刀架梯形圖的設計中,根據生產需要,將轉塔刀架的動作設計為1個主程序,而將轉塔刀架的16個工位選擇設計為輔助程序,以便今后能隨時根據
編輯推薦下載
可編程控制器改造CB3463—1型半自動轉塔車床
格式:pdf
大小:140KB
頁數:2P
4.7
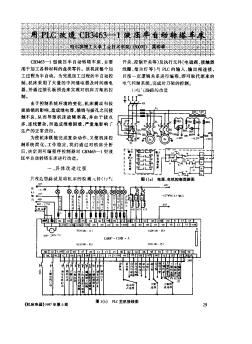
一 l ‘ 可編程控制器改造cb3463一l型半自動轉塔車床 一 、阿題的提出 長江液壓件廠設備動力處i董書 cb3463—1型半自動轉塔車床是利用電氣液壓 控制實現半自動化性能而設計的程序控制轉塔車床, 其電氣系統有28個小型中間繼電器、2個時間繼電 器、4個交流接觸器和2個繼電器組成,且還有數十 個半導體二極管及部份電阻、電容.有工步預選,轉 速預選稆進給量預選等程序控制因其動作復雜頻 繁,加之使用了十幾年以上,工作不可靠,經常出故 障,.給操者和維修人員帶來很大的困難.巳處于封 存報廢狀態。為了改變這種狀況,我們經過對圈內外 可編程控制器進行綜合分析,選用了上海香島機電制 造有限公司的acmy—s2_56可編程控制器對該機床 電氣系統進行改造,l取得經驗,逐步在我廠的舊設 備改造中進行推廣。 二、控制暴統的硬
PC改造CB3450型半自動轉塔車床熱門文檔
用PLC改造CB3463—1型半自動轉塔車床
格式:pdf
大小:86KB
頁數:2P
4.8
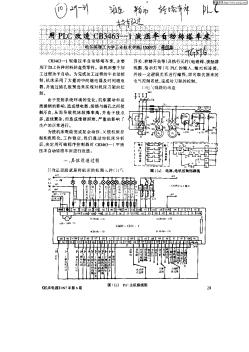
長江液壓件廠簟代書 { 一 、向量的撮出 cb3463-i型半自動轉塔車床系就陽第三機睞廠 70年代的產品,謗機床是利用電氣液壓控制實現半自 動的程序控制轉塔車床。其電氣系統由18個小型中 間繼電器、2/卜時間繼電器、4個交流接觸器和2個 繼電器蛆威,且還有數十個半導體二極管及電阻、電 容。謗機庠動作復雜,其控制系統有三種預選功能。 工步預選、轉速預選、進給量預選}前刀架四種運動 方式j后刀架進、退i轉塔刀架六個工擅的選擇及 進、退等等。因而工作不可靠.電氣系統經常出故 障.給操作工人和維修人員帶來很大的困難。加之已 使用了十多年,近幾年已處于封存報虛狀態。由于該 機床電氣系統的輸入開關量和輸出控村量都較多,一 般的小型可編程控制器都難以滿足其控制要求。我們 對國內外可編程控制器進行了綜臺分析,選用了.f-_海
用PLC改造CB3463-1液壓半自動轉塔車床
格式:pdf
大小:271KB
頁數:3P
4.7
落 , 巨亙落 , 甲落汗即巨 豪瓣瑯局威鑫寫卯閱乒絕汗犯謬健〕醚月歲冬 落落分萬分萬落圈圈圈閱蔥 絨哆狂?落陣落汗曰倒倒周藺 落汪萬卿落湯芬職閱回回蔥 參場一型液壓半自動轉塔車床 , 主要 用于加工各種材料的盤類零件 。 該機床整個加 工過程為半自動 。 為完成加工過程的半自動控 制 , 機床采用了大量的中間繼電器及時間繼電 器 , 并通過插孔板預選來實現對機床刀架的控 制 。 由于控制系統環境的變化 , 機床震動和拔 插插銷的影響 , 造成繼電器 、 插銷與插孔之間接 觸不良 , 從而導致機床故障率高 , 并由于接點 多 , 連線繁雜 , 而造成維修困難 , 嚴重地影響 生產的正常進行 。 為使機床既能完成復雜動作 , 又使機床控 制系統簡化 , 工作穩定 , 我們通過對機床分析 后 , 決定用可編程序控制器對夕場一型液 壓半自動轉塔車床進行改造
用PLC改造CB3463—1液壓半自動轉塔車床
格式:pdf
大小:111KB
頁數:3P
4.3
cb3463-1型液壓半自動轉塔車床,主要 用于加工各種材料的盤類零件。該機床整個加 工過程為半自動。為完成加工過程的半自動控 制,機床采用大量的中間繼電器及時問繼電 器,并通過插l板預選來實現對機床刀架的控 制。 由于控制系統環境的變化,機床震動和拔 插插銷的影響,造成繼電器、插銷與插孔之間接 觸不良,從而導致機床故障率高,并由于接點 多,連線繁雜,而造成維修困難,嚴重地影響r 生產的正常進行。 為使機床既能完成復雜動作,又使機床控 制系統簡化,工作穩定,我們通過對機床分析 后,決定用可縮程序控制器對cb3463-]液 壓半自動轉塔車床進行改造。 一 、具體改造過程 』c改過思路就是將機床的檢測l件(ft{。l k? 轄 開關、控制開關等)及執行元件(電磁閥、接觸器 線圈、指示燈等)與plc的輸入、輸出相連接, 并按一定邏輯
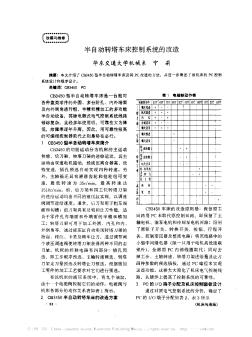
半自動轉塔車床控制系統的改造
格式:pdf
大小:457KB
頁數:3P
4.8
本文介紹了cb3450型半自動轉塔車床及其pc改造的方法,并進一步闡述了該機床的pc控制系統設計和程序設計。
PC改造CB3450型半自動轉塔車床精華文檔
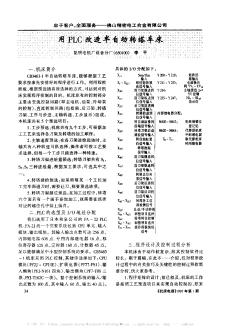
用PLC改造半自動轉塔車床
格式:pdf
大小:453KB
頁數:3P
4.6
忠于客戶 , 全面服務—佛 山精密電工合金有限公司 獲魷八蘭代六八 ’介件井戈燕介此飛任共笠份幾魷六教川八八片蘭二獷蘭三 一 竺井飛八硯八任八 百籠華代蒼八 拍 一 套耽 一 改套豐喻 一 城磚留車家一 ?幾 一 幾飛?飛 昆明電機廠設備分廠李平 分配如下 嫩撇﹃︺﹄閥主 一機床簡介 一 半自動轉塔車床 , 能夠根據工藝 要求按事先安排好的程序進行工作 。 利用程控 面板 , 根據預選插肖所選擇的方式 , 可達到對機 床實現程序控制的目的 。 機床原有的控制部分 主要由交流控制回路即主電機 、 油泵 、 冷卻泵 的控制 、 直流控制回路包括前 、 后刀架 、 轉塔 刀架 、 工序與步進 、 主軸轉速 、 工步顯示組成 。 本機床共有個預選項目 工步預選機床共有九個工步 ,

采用可編程序控制器改造C7632半自動多刀車床
格式:pdf
大小:307KB
頁數:2P
4.8
序言c7632液壓半自動多刀車床是機械行業擁有量較多的一種半自動機床.它采用二極管矩陣順控裝置及繼電器邏輯控制系統,液壓驅動上下刀架作縱橫兩個方向的運動,具有液壓卡盤.其加工自動化程度及生產效率較高,適用于較大批量工件的車削加工.
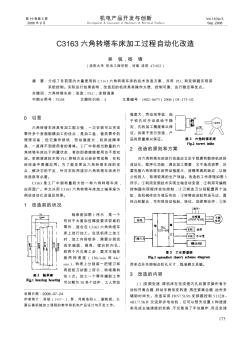
C3163六角轉塔車床加工過程自動化改造
格式:pdf
大小:69KB
頁數:2P
4.8
介紹了目前國內大量使用的c3163六角轉塔車床的技術改造方案,并用plc和變頻器實現其系統控制。實際運行結果表明,改造后的機床具有操作方便、控制可靠、運行穩定等優點。
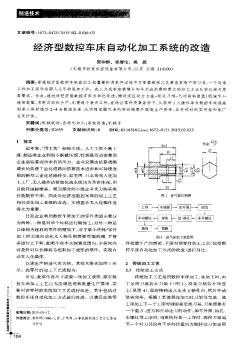
經濟型數控車床自動化加工系統的改造
格式:pdf
大小:326KB
頁數:5P
4.4
普通經濟型數控車床在加工批量棒料類零件過程中刀架需根據工藝要求更換不同刀具,一個改造工件加工完畢后需人工手動裝夾工件。在人力成本空前增長的今天這類費時費力的加工方法已難以滿足發展需求。為此,通過對經濟型數控車床自動化改造,增設液壓動力卡盤-組合刀排-氣動取料裝置(機械手)-連鎖裝置,實現自動化生產,無需逐個裝夾工件,在保證零件質量條件下,從原來1人操作單臺數控車床提高到單人同時操作2~4臺數控車床,從而降低操作者的勞動強度并提高生產效率,具有很好的實用性和推廣應用價值。
半自動車床安全操作規程
格式:pdf
大小:7KB
頁數:3P
4.4
液壓半自動車床安全操作規程 1、使用前必須認真閱讀本機使用說明書;熟悉機床的主要技 術參數,液壓系統工作原理,機床結構及其作用。熟練掌握機床 的操作與調整。 2、作業前要正確佩戴好勞動防護用品,工作服應扎好袖口, 不準戴圍巾,戴手套。 3、機床開動前,要檢查設備上的防護、保險、液壓系統,是 否正常。電氣部分要有可靠的防護裝置,液壓油是否充足。否則 不準開動機床。 4、開動機床時需按正確的步驟接通電源,電源指示燈亮、按 下油泵啟動按鈕,待油泵電機運轉穩定,系統壓力上升到設定值 時,查看系統壓力表和夾緊壓力表指針是否穩定。壓力表指針穩 定時,壓力繼電器自動閉合,機床正常開啟,準備工作就緒;反 之機床不正常需立即停車,請有關人員檢查。 5、首件試切前須先調整卡爪。按照正確的步驟、先將卡爪按 序號及齒數對正,然后調整到與工件夾緊面的尺寸,留2-3mm的
PC改造CB3450型半自動轉塔車床最新文檔
利用可編程序控制器對CE7620半自動車床的改造
格式:pdf
大小:123KB
頁數:1P
4.6
ce7620卡盤多刀半自動車床適合定型產品大批量生產,使用時,能按設定的程序,分別完成各加工面上較高精度的各工序。揚動股份有限公司在大批量生產s195主軸承蓋零件中,兩刀架上安裝7把刀,分別完成11道工序,幾年來取得了較好的經濟效果。但該機采用繼電器,接觸器控制,電器故障較多。為減少故障率、提高機床運轉和產品加工質量、提高經濟效益,我們采用sysmacc28p可編程控制器對該機進行了改造。
 普通車床尾座自動進給改造
普通車床尾座自動進給改造 普通車床尾座自動進給改造
格式:pdf
大小:386KB
頁數:2P
4.5
沈陽第一機床廠ca6140型臥式車床尾座進給自動化改造,改造參數:減速機輸出轉速2.4~12r/min,輸出轉矩139n·m,電機功率0.18kw。改造后,對批量零件進行加工時使用自動進給功能,對非批量零件進行加工時使用手動進給(搖動手輪實現)。將尾座進給改為電機加減速機驅動,電機驅動減速機將動力通過離合器傳遞給頂尖進給絲杠實現進給。不需要自動進給時,斷開離合器,操作人員可通過手輪轉動絲杠實現頂尖進給。(1)機械部分(圖1)。摘除原尾座端蓋,更換絲杠軸及加
C_(3116)型轉塔式六角車床改造
格式:pdf
大小:679KB
頁數:1P
4.5
c3116型轉塔式六角車床主要用于加工直徑16mm以下的棒料,能裝置多種刀具進行外圓車削、端面車削、鉆孔、擴孔、鏜孔、鉸孔、攻內螺紋、鉸外螺紋、滾花、割槽以及切斷等工序,是一種通用性很強的車床,儀器儀表、無線電、電信、油泵油嘴、縫紉機、紡織、汽車等行業常在批量生產中采用。但在大批量生產中,該類型車床則顯效率低,勞動強度大。我公司汽油泵車間的六臺c3116型車床便存在上述問題。我們進行了針對性改造。一、存在的問題現以棒料切斷工序為例說
自動轉換開關CB級與PC級的區別
格式:pdf
大小:10KB
頁數:1P
4.3
自動轉換開關cb級與pc級的區別 cb級與pc級atse兩者有以下區別 1、兩者機械設計理念不同 cb級是由斷路器組成,而斷路器是以分斷電弧為已任,要求它的機械應快速脫扣。因而斷路器的機構 存在滑扣、再扣問題;而pc級由隔離開關組成不存在該方面問題。pc級產品的可靠性遠高于cb級產品。 2、兩者觸頭理念不同 cb級斷路器不承載短路耐受電流,觸頭壓力小,供電電路發生短路時,當觸頭被斥開產生限流作用,從 而分斷短路電流;而pc級atse應承受20ie及以上過載電流,觸頭壓力大不易被斥開,因而觸頭不易被熔 焊,這一特性對消防供電系統尤為重要。 3、兩路電源在轉換過程中存在電源疊加問題 pc級atse充分考慮了這一因素。pc級atse的電氣間隙、爬電距離的180%、150%(標準要求)。因而 pc級atse安全性更好。 4、觸頭材料的選擇角度不同 斷路器常

車床數控化改造設計
格式:pdf
大小:308KB
頁數:25P
4.4
-1- 2604130359 目錄 第一章設計方案的確定...........................................................................-6- 一、總體設計方案的確定........................................................................-6- 二、機械部分的改造設計與計算............................................................-6- (一)縱向進給系統的設計選型........................................................-6- (二)橫向進給系統的設計與計算............
多刀半自動液壓車床液壓系統改進設計 多刀半自動液壓車床液壓系統改進設計
格式:pdf
大小:63KB
頁數:未知
4.6
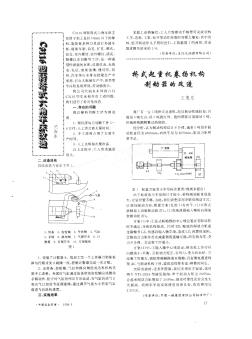
分析某軸套類零件加工中存在的問題,找出液壓機床的影響因素,提出用雙聯葉片泵代替限壓變量葉片泵的方案,解決了加工中存在的問題,保證了加工質量。
![數控車床自動回轉刀架結構與控制設計[1]](https://files.zjtcn.com/group1/M00/4B/BF/CgoBZ2Af-OSAERB8AABBZ5PKETY030.jpg)
數控車床自動回轉刀架結構與控制設計[1]
格式:pdf
大小:294KB
頁數:20P
4.6
機電一體化課程設計計算說明書 1 第1節自動回轉刀架總體設計 1.1概述 數控車床的刀架是機床的重要組成部分。刀架用于夾持切削用的刀具,因此 其結構直接影響機床的切削性能和切削效率。在一定程度上,刀架的結構和性能 體現了機床的設計和制造技術水平。隨著數控車床的不斷發展,刀架結構形式也 在不斷翻新。其中按換刀方式的不同,數控車床的刀架系統主要有回轉刀架、排 式刀架和帶刀庫的自動換刀裝置等多種形式。自1958年首次研制成功數控加工 中心自動換刀裝置以來,自動換刀裝置的機械結構和控制方式不斷得到改進和完 善。自動換刀裝置是加工中心的重要執行機構,它的形式多種多樣,目前常見的 有:回轉刀架換刀,更換主軸頭換刀以及帶刀庫的自動換刀系統。 初步了解了設計題目(電動刀架)及發展概況,設計背景,對刀架有了一些 印象,對整理設計思路安排設計時間有很好的輔助作用。對一
數控車床自動回轉刀架結構設計
格式:pdf
大小:218KB
頁數:7P
4.7
設計任務 題目:數控車床自動回轉刀架結構設計 任務:設計一臺四工位立式回轉刀架,適用于c616或c6132經濟型數空 車床。要求繪制自動回轉刀架的機械結構圖。推薦刀架所用電動機的額定功率為 90w,額定轉速1480r/min,換刀時要求刀架轉動的速度為40r/min,減速裝置的 傳動比為i=37。 總體結構設計 1、減速傳動機構的設計 普通的三項異步電動機因轉速太快,不能直接驅動刀架進行換刀,必須經過 適當的減速。根據立式轉位刀架的結構特點,采用蝸桿副減速時最佳選擇。蝸桿 副傳動可以改變運動的方向,獲得較大的傳動比,保證傳動精度和平穩性,并且 具有自鎖功能,還可以實現整個裝置的小型化。 2、上刀體鎖緊與精定位機構的設計 由于刀具直接安裝在上刀體上,所以上刀體要承受全部的切削力,其鎖緊與 定位的精度將直接影響工件的加工精度。本設計上刀體的鎖進玉定位機構選用端 面齒
CA6140型臥式車床進給箱畢業設計
格式:pdf
大小:1.8MB
頁數:65P
4.3
本科畢業設計(論文)任務書 題目:ca6140車床進給箱設計 專題題目:離合器m3所連接軸上的一雙聯滑移齒輪設計與 校核 原始依據(包括設計(論文)的工作基礎、研究條件、應用環 境、工作目的等): ca6140型車床是我國自行設計制造的一種臥式車床,具 有以下特點:機床剛性好,抗振性能好,可進行高速強力切 削和重載荷切削;機床操縱手柄集中,安排合理,溜板箱有 快速移動機構,進給操縱較直觀,操作方便,可減輕勞動強 度;機床具有高速細進給量,加工精度高,表面粗糙度小(公 差等級能達到it6一it7,表面粗糙度可達ral.25):機床 溜板刻度盤有照明裝置,尾座有夾緊機構,操作方便等等。 c6140車床是我國設計制造的典型的臥式車床,在我國 機械制造類工廠中使用極為廣泛。近年來又在機床結構上進 行改革,并在此機床的基礎上,開發出來新的先進的系列產
Q350管螺紋車床的數控改造 Q350管螺紋車床的數控改造
格式:pdf
大小:104KB
頁數:1P
4.5
通過對加工地熱井套管用的大型管螺紋車床的數控改造,降低了地熱井套管的加工成本。論述了管螺紋機床改造的功能要求,總體改造方案,改造后機床性能的提高及試生產情況。
PC改造CB3450型半自動轉塔車床相關
文輯推薦
知識推薦
百科推薦


職位:工藝工程師
擅長專業:土建 安裝 裝飾 市政 園林


