

PCCPL臥式纏絲機螺距控制裝置的改造
格式:pdf
大小:133KB
頁數:3P
人氣 :94
 4.5
4.5
介紹了PCCPL臥式纏絲機螺距控制裝置改造前的工作原理、不足之處以及改造優化后的工作原理和優勢。通過改造,降低了復雜設備系數,進而使設備的整體造價和維修費用明顯減少。



 特殊螺距絲桿及螺母的加工 特殊螺距絲桿及螺母的加工
特殊螺距絲桿及螺母的加工 特殊螺距絲桿及螺母的加工 特殊螺距絲桿及螺母的加工
格式:pdf
大小:127KB
頁數:2P
絲桿、螺母結構是機械制造行業常用的傳動、鎖緊機構,而細長軸結構的絲桿、螺紋超長的螺母的加工,就成為機械行業單件小批量生產加工中的重點和難點。我公司為鞍鋼生產1780軋機上的壓下螺母、絲桿正是典型的此類部件,該部件尺寸、形狀及位置精度要求較
編輯推薦下載
螺距大全___普通螺紋直徑與螺距系列
格式:pdf
大小:99KB
頁數:3P
4.4
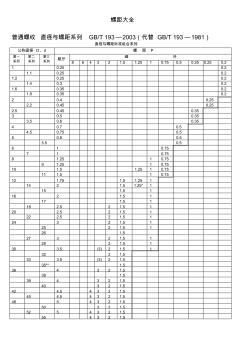
螺距大全 普通螺紋直徑與螺距系列gb/t193—2003(代替gb/t193—1981) 直徑與螺距標準組合系列 公稱直徑d、d螺距p 第一 系列 第二 系列 第三 系列 粗牙 細牙 864321.51.2510.750.50.350.250.2 10.250.2 1.10.250.2 1.20.250.2 1.40.30.2 1.60.350.2 1.80.350.2 20.40.25 2.20.450.25 2.50.450.35 30.50.35 3.50.60.35 40.70.5 4.50.750.5 50.80.5 5.50.5 610.75 710.75 81.2510.75 91.2510.75 101.51
預應力鋼筋纏絲機張拉安全技術交底
格式:pdf
大小:7KB
頁數:2P
4.6
2.18.2預應力鋼筋纏絲機張拉安全技術交底 1.作業中嚴禁用尖硬或重物撞擊已纏繞的鋼筋。 2.壁板留有孔洞的部位,孔洞兩側應加設鋼筋錨固點。 3.纏絲過程中,機械出現故障必須停機、斷電后,方可進行處理。 4.施工前應向作業人員進行安全技術交底,使其掌握操作中的安全要求。 5.纏絲應按照設計規定的程序進行,并嚴格控制預應力筋排列間距和張拉應力。 6.施工前應嚴格檢查鋼筋,確認鋼筋無銹蝕劃痕現象,材質及其力學性能符合設計要求。 7.纏絲機啟動、運行、保養,應遵守纏絲機生產企業的技術文件和施工組織設計的規定。 8.纏絲機張拉應由主管施工技術人員主持;張拉作業應設作業組長統一指揮,作業人員應協調一致。 9.纏絲過程中,應設專人按照設計或施工組織設計的規定設置測點,量測預應力鋼筋張拉應力,發 現問題應及時采取安全技術措施。 10.纏絲過程中,應隨時對纏絲機中心柱、回轉臂、回轉
PCCPL臥式纏絲機螺距控制裝置的改造熱門文檔
預應力鋼筋纏絲機張拉安全技術交底
格式:pdf
大小:7KB
頁數:4P
4.8
預應力鋼筋纏絲機張拉安全技術交底 1.作業中嚴禁用尖硬或重物撞擊已纏繞的鋼筋。 2.壁板留有孔洞的部位,孔洞兩側應加設鋼筋錨固點。 3.纏絲過程中,機械出現故障必須停機、斷電后,方可進行處理。 4.施工前應向作業人員進行安全技術交底,使其掌握操作中的安全要求。 5.纏絲應按照設計規定的程序進行,并嚴格控制預應力筋排列間距和張拉 應力。 6.施工前應嚴格檢查鋼筋,確認鋼筋無銹蝕劃痕現象,材質及其力學性能 符合設計要求。 7.纏絲機啟動、運行、保養,應遵守纏絲機生產企業的技術文件和施工組 織設計的規定。 8.纏絲機張拉應由主管施工技術人員主持;張拉作業應設作業組長統一指 揮,作業人員應協調一致。 9.纏絲過程中,應設專人按照設計或施工組織設計的規定設置測點,量測 預應力鋼筋張拉應力,發現問題應及時采取安全技術措施。 10.纏絲過程中,應隨時對纏絲機中心柱、回轉臂、回轉吊臂、
標準螺紋螺距
格式:pdf
大小:85KB
頁數:15P
4.4
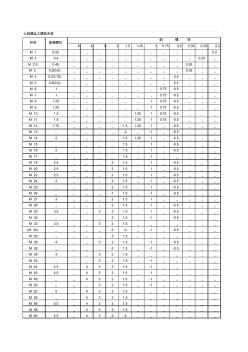
演講稿工作總結調研報告講話稿事跡材料心得體會策劃方案 精心收集精心編輯精致閱讀如需請下載! 標準螺紋螺距 螺紋、螺距、標準默認分類 公制標準牙的牙距: m1.6*0.35 m2*0.4 m2.5*0.45 m3*0.5 m4*0.4 m5*0.8 m6*1.0 m8*1.25 m10*1.5 m12*1.75 m14*2.0 m16*2.0 m18*2.5 m20*2.5 m22*2.5 m24*3.0 m27*3.0 演講稿工作總結調研報告講話稿事跡材料心得體會策劃方案 精心收集精心編輯精致閱讀如需請下載! m30*3.5 m33*3.5 m36*4.0 車螺紋簡介 將工件表面車削成螺紋的方法稱為車螺紋。螺紋按牙型分有三角螺紋、 梯形螺紋、方牙螺紋等(圖1)。其中普通公制三角螺紋應用最廣。 圖1螺紋的種類

公制螺紋螺距
格式:pdf
大小:348KB
頁數:14P
4.7
公制螺紋螺距 粗牙223 公稱尺寸d螺距p全長l刃長i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 m56*5.5;m64*6;m72*6;m80*6;m90
基于MATLAB的大螺距螺旋槽絲錐優化設計 基于MATLAB的大螺距螺旋槽絲錐優化設計
格式:pdf
大小:175KB
頁數:3P
4.5
大螺距螺旋槽絲錐在工業生產中應用越來越廣泛,由于大尺寸、大螺距絲錐無法直接查找參數,因此需要自行設計。以絲錐攻絲最小扭矩為設計目標,根據設計的要求確定了目標函數和約束函數,建立數學模型利用matlab優化工具箱進行優化求解,得到最優參數。從而縮短研發時間,節省了試驗過程中帶來的大量人力和財力。
標準螺距尺寸
格式:pdf
大小:36KB
頁數:1P
4.4
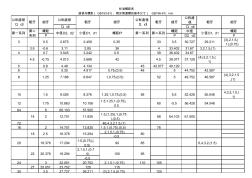
公稱直徑 公稱直 徑 d、dd、d 螺距螺距中徑螺距 ppd2、d2p 30.52.6752.4590.35333.530.72729.211(3),2,1.5,(1),(0.75) 3.5-0.63.112.8536433.40231.673,2,1.5,(1) 40.73.5453.2420.53936.40234.67 4.5-0.754.0133.688424.539.07737.129(4),3,2,1.5,(1) 50.84.484.1344542.07740.129 615.354.9170.75,(0.5)48544.75242.587 81.257.1886.6471,0.75,(0.5)52548.75246.587(4),3,2,1.5,(1)
PCCPL臥式纏絲機螺距控制裝置的改造精華文檔
螺距標準表
格式:pdf
大小:15KB
頁數:2P
4.4
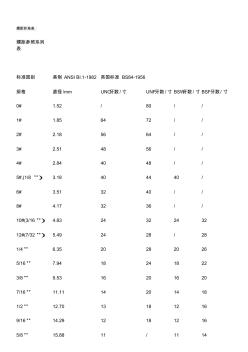
螺距標準表 螺距參照系列 表 標準國別美制ansibi.1-1982英國標準bs84-1956 規格直徑/mmunc牙數/寸unf牙數/寸bsw牙數/寸bsf牙數/寸 0#1.52/80// 1#1.856472// 2#2.185664// 3#2.514856// 4#2.844048// 5#,(1/8”)3.18404440/ 6#3.513240// 8#4.173236// 10#(3/16”)4.8324322432 12#(7/32”)5.492428/28 1/4”6.3520282026 5/16”7.9418241822 3/8”9.531620162

公制螺紋螺距表
格式:pdf
大小:61KB
頁數:3P
4.4
公制螺紋螺距 粗牙223 公稱尺寸d螺距p全長l刃長i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 細牙224 公稱尺寸d螺距p全長l刃長i m4*0

普通螺紋直徑與螺距
格式:pdf
大小:27KB
頁數:1P
4.7
直徑與螺距(gb193-81)、粗牙普通螺紋基本尺寸(gb196-81)mm 公稱直 徑d、d 粗牙細牙 公稱直徑 d、d 粗牙細牙 第 一 系 列 第 二 系 列 螺距 p 中徑 d2、d2 小徑d1、 d1 螺距p第一系列第二系列 螺距 p 中徑 d2、d2 小徑 d1、d1 螺距 p 30.52.6752.459 0.35 333.530.72729.211(3),2,1.5,(1),(0.75) 3.5(0.6)3.1102.85036 4 33.40231.670 3,2,1.5,(1) 40.73.5453.242 0.5 3936.40234.670 4.5(0.75)4.0133.68842 4.5 39.07737.129 (4),3,2,1.5,(1)50.84.4804.1344542.077

螺紋螺距對照表
格式:pdf
大小:14KB
頁數:6P
4.5
螺紋螺距對照表 來源:機電商情網日期:2011-12-10點擊:303 緊固件螺紋直徑與螺距對照表 螺紋規m2m3m4m5m6m8m10m12m14m16m18m20m22m24m27m30m33m36m39m42m45m48m52m56m60m64 粗牙螺距0.40.50.70.81.01.251.51.752.02.02.52.52.53.03.03.53.54.04.04.54.55.0 5.05.55.56.0 細牙螺距----1.01.0-1.251.5-1.251.51.51.52.0-1.52.02.02.02.02.03.03.03.03.03.04.0 4.04.04

公制螺紋螺距 (2)
格式:pdf
大小:350KB
頁數:14P
4.5
公制螺紋螺距 粗牙223 公稱尺寸d螺距p全長l刃長i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 細牙224 公稱尺寸d螺距p全長l刃長i m4
PCCPL臥式纏絲機螺距控制裝置的改造最新文檔

普通螺紋直徑和螺距系列
格式:pdf
大小:42KB
頁數:4P
4.7
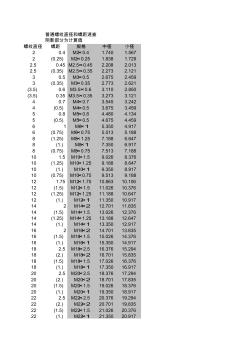
普通螺紋直徑和螺距速查 陰影部分為計算值 螺紋直徑螺距規格中徑小徑 20.4m2×0.41.7401.567 2(0.25)m2×0.251.8381.729 2.50.45m2.5×0.452.2082.013 2.5(0.35)m2.5×0.352.2732.121 30.5m3×0.52.6752.459 3(0.35)m3×0.352.7732.621 (3.5)0.6m3.5×0.63.1102.850 (3.5)0.35m3.5×0.353.2733.121 40.7m4×0.73.5453.242 4(0.5)m4×0.53.6753.459 50.8m5×0.84.4804.134 5(0.5)m5×0.54.6754.459 61m6×15.3504.917 6
螺旋輸送機螺距優化設計 螺旋輸送機螺距優化設計
格式:pdf
大小:160KB
頁數:2P
4.4
針對現有螺旋輸送機設計存在的不足,從速度分析入手,應用數學方法,推導出生產效率最高的螺距計算公式,為螺旋輸送機的優化設計提供理論依據。
拉絲機調速控制系統的設計改造
格式:pdf
大小:341KB
頁數:2P
4.6
目前,我國金屬加工行業的拉絲機傳動系統有發電機—電動機組直流傳動系統,有交流多速電機傳動系統,有交流電磁調速電機傳動系統及少數晶閘管控制的交流調速系統等。但總體來說,仍以發電機—電動機組的直流系統為主。以直流電動機為主傳動電機的調速系統,都面臨著維護困難的問題。由于鋼絲生產環境十分惡劣,拉拔潤滑粉及在拉攏過程中產生的金屬粉塵均可能落在電動機的整流子表面,使其磨損嚴重。并且金屬粉塵在直流磁場的作用下吸附在磁極周
滑輪拉絲機控制系統的PLC改造設計 滑輪拉絲機控制系統的PLC改造設計
格式:pdf
大小:500KB
頁數:未知
4.4
文章介紹了lw-5/600滑輪拉絲機控制系統plc改造設計,闡述了plc、觸摸屏、變頻器控制系統的設計方法和思路,對硬件選型、傳動方式和modbus通訊做了詳細的介紹,給出了變頻器參數值的設置方法。實踐證明,拉絲機控制系統改造達到較好效果,已在各子公司廣泛運用。
加工深螺孔大螺距工件的特種拉削絲錐的設計與應用 加工深螺孔大螺距工件的特種拉削絲錐的設計與應用
格式:pdf
大小:446KB
頁數:未知
4.3
加工大而深的梯形螺孔一般采用車床加工。由于在加工中車刀的剛性差、易磨損等原因致使產品精度、光潔度和生產效率較低。本文就以此為重點介紹一種能分次加工結構的大型拉削絲錐,較理想地彌補了車床加工中的不足,并能廣泛地應用于要求精度高的大徑深孔粗齒內螺紋的加工。
大螺距梯形內螺紋的加工 大螺距梯形內螺紋的加工
格式:pdf
大小:494KB
頁數:2P
4.6
在數控車床上加工螺紋并不是非常困難的事情,對于每一個專業技工來說都可以把此項加工做的很好,但是大螺距梯形內螺紋的加工就很困難,原因主要是工藝上的難以把握。在原來的方法基礎上做部分的改進,使得大螺距梯形內螺紋的加工從理論上降低難度。
大螺距圓弧螺紋的擬合法加工 大螺距圓弧螺紋的擬合法加工
格式:pdf
大小:160KB
頁數:未知
4.5
介紹了大螺距圓弧螺紋擬合加工原理,建立了擬合加工中圓弧刀具中心的數學模型,提出了大螺距圓弧螺紋擬合加工宏程序的編制方法,對大螺距圓弧螺紋的高效加工具有指導意義。
PCCPL臥式纏絲機螺距控制裝置的改造相關
文輯推薦
知識推薦
百科推薦


職位:建筑行業結構工程師
擅長專業:土建 安裝 裝飾 市政 園林


