

PA66聚合釜底閥電氣控制系統的改進
格式:pdf
大小:306KB
頁數:2P
人氣 :76
 4.6
4.6
詳細介紹了尼龍(PA)66聚合釜底閥的液壓及電氣控制原理,分析了國產PA66聚合釜底閥電氣控制部分存在的問題,并在現有電氣控制圖的基礎上進行了改進,達到了預期效果。



編輯推薦下載


PLC在轉爐電氣控制系統中的應用及改進
格式:pdf
大小:477KB
頁數:4P
4.6
介紹安鋼100t轉爐自動控制系統的設計及控制系統的配置和功能,對于系統運行中出現的不能滿足生產和工藝要求的問題,提出了改進和優化措施。
PA66聚合釜底閥電氣控制系統改進熱門文檔

用PLC改進斗輪機電氣控制系統
格式:pdf
大小:105KB
頁數:1P
4.4
本文主要根據某公司斗輪機出現了的實際故障問題進行了分析,得出造成斗輪機出現故障問題的主要方法,并提出了相應的改進方法,合理的應用plc對斗輪機電氣控制系統進行改進,就能夠有效的保障斗輪機電氣控制系統的應用效果。希望通過本文的探究,能夠為相關的人員提供一定的參考和借鑒。

PLC在轉爐電氣控制系統中的應用及改進
格式:pdf
大小:1.4MB
頁數:1P
4.7
plc應用于許多復雜的工程中,實現了其他電子電器難以實現的目標控制,整體自控系統優化,且plc技術改良了很多機械的運轉模式,使現代工業經過了一次技術革命。本文主要從plc在轉爐電氣控制中的應用為基礎,通過探討plc在這個領域的改進,最終提高生產效率,且簡單說明plc的未來走向。
自動包布機電氣控制系統的改進設計
格式:pdf
大小:478KB
頁數:2P
4.6
針對v帶包布機控制系統存在的問題,采用plc技術和變頻調速技術對其電氣控制系統進行改進,實現v帶包布成型過程的自動控制,提高了設備運行的穩定性和可靠性,保證了包布成型精度與產品質量,有效降低了生產成本。
關于磨煤機電氣控制系統的技術改進分析
格式:pdf
大小:132KB
頁數:2P
4.6
某電廠#5機為dtm350/600筒式鋼球磨煤機,磨煤機配備有三套潤滑裝置:高、低壓潤滑油站、減速機潤滑油站和干油噴射潤滑油站。原電氣控制系統用于磨煤機的主軸承靜壓力啟動、低壓潤滑、減速機潤滑等控制。由于電氣控制系統設計本身的缺陷,在調試過程中即發現油泵電氣聯鎖方面的問題,在以后的運行過程中,又出現了潤滑油超溫的事故,經過認真分析,決定對磨煤機潤滑油電控系統進行改進。對該電廠300mw機組鋼球筒式磨煤機潤滑油電氣控制系統存在的諸多缺陷進行了分析,并進行了具體合理的技術改造,經運行實踐檢驗,改造效果令人滿意,杜絕了事故隱患。
 關于磨煤機電氣控制系統的技術改進分析
關于磨煤機電氣控制系統的技術改進分析 關于磨煤機電氣控制系統的技術改進分析
格式:pdf
大小:109KB
頁數:2P
4.6
某電廠#5機為dtm350/600筒式鋼球磨煤機,磨煤機配備有三套潤滑裝置:高、低壓潤滑油站、減速機潤滑油站和干油噴射潤滑油站。原電氣控制系統用于磨煤機的主軸承靜壓力啟動、低壓潤滑、減速機潤滑等控制。由于電氣控制系統設計本身的缺陷,在調試過程中即發現油泵電氣聯鎖方面的問題,在以后的運行過程中,又出現了潤滑油超溫的事故,經過認真分析,決定對磨煤機潤滑油電控系統進行改進。對該電廠300mw機組鋼球筒式磨煤機潤滑油電氣控制系統存在的諸多缺陷進行了分析,并進行了具體合理的技術改造,經運行實踐檢驗,改造效果令人滿意,杜絕了事故隱患。
PA66聚合釜底閥電氣控制系統改進精華文檔
倒棱機鋼管托架電氣控制系統的改進 倒棱機鋼管托架電氣控制系統的改進
格式:pdf
大小:203KB
頁數:2P
4.7
渤海石油裝備制造有限公司巨龍鋼管有限公司原有的倒棱機鋼管托架在升降過程中容易造成鋼管升降不平衡,且無法精確控制不同規格鋼管升起的最終位置,嚴重影響了倒棱機的工作效率。采用將其電氣控制系統的電磁閥換成比例閥,并在plc從站中新增2個高速計數模塊(fm)和1個模擬量輸出模塊(ao)的方法,應用觸摸屏(siemensmp377)等先進的控制技術,使問題得到了有效的解決。
水泥輥壓機電氣控制系統的改進設計 水泥輥壓機電氣控制系統的改進設計
格式:pdf
大小:2.6MB
頁數:3P
4.7
針對在實際生產中因輥壓機耗能多、故障率高以及自動化程度低而嚴重威脅水泥產量和質量的問題;在分析輥壓機系統組成及電氣控制系統控制需求的基礎上;完成了電氣控制系統硬件設計中plc及監測元器件的選型;以及軟件設計中對主電機啟停、液壓系統卸荷、進料閥及出料閥等控制的程序流程圖;為提升水泥生產的質量及產量奠定了扎實的基礎;
內燃機車電氣控制系統的研究及改進設計 內燃機車電氣控制系統的研究及改進設計
格式:pdf
大小:72KB
頁數:3P
4.6
針對目前內燃機車常用的微機系統、plc控制系統在實際應用中存在機車能源損耗大等問題,以canbus技術作為基礎,以ttc60控制器作為核心,提出一種內燃機車電氣控制系統的改進設計方法,以期能夠有效彌補微機系統及plc控制系統的不足,提高電氣控制系統的有效性。
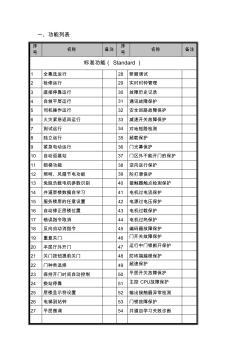
電梯功能表--電氣控制系統實現功能
格式:pdf
大小:52KB
頁數:7P
4.6
一、功能列表 序 號 名稱備注 序 號 名稱備注 標準功能(standard) 1全集選運行28轎廂調試 2檢修運行29實時時鐘管理 3直接停靠運行30故障歷史記錄 4自救平層運行31通訊故障保護 5司機操作運行32安全回路故障保護 6火災緊急返回運行33減速開關故障保護 7測試運行34對地短路檢測 8獨立運行35超載保護 9緊急電動運行36門光幕保護 10自動返基站37門區外不能開門的保護 11鎖梯功能38逆向運行保護 12照明、風扇節電功能39防打滑保護 13免脫負載電機參數識別40接觸器觸點檢測保護 14井道層樓數據自學習41電機過電流保護 15服務樓層的任意設置42電源過電壓保護 16自動修正層樓位置43電機過載保護 17錯誤指令取消44電機過熱保護 18反向自動消指令4
迅達電梯的電氣控制系統簡介
格式:pdf
大小:12KB
頁數:2P
4.6
玄界之門最新章節:http://www.***.***/68320/玄界之門最新章節0仐辷鐵 www.***.*** 迅達電梯的電氣控制系統簡介 一,迅達電梯的維修人員,電梯初學者應掌握的知識。因為現在迅達電梯電控比過去復 雜多了,你也沒有精力和時間把每一種電梯搞清楚,所以每個人應根據你自己的工作內容和 基礎制定學習內容。下面幾個基本方面我們應該掌握: 必須熟悉迅達電梯的整個外圍線路:首先熟練的看懂迅達電梯的電氣隨機線路圖及每部 分內容如安全回路、廳門鎖電路、門機電機、輸入輸出電路、主回路、迅達電梯的電氣控制 系統的供電電路、電源分類、以及以上幾部電路之間的邏輯關系。 必須對迅達電梯的電氣控制系統框圖有良好的了解:看懂迅達電梯的電氣控制系統的電 氣隨機資料,對整個迅達電梯的電氣控制系統要有框圖概念,即可以分成哪些塊,塊與塊的 連接,信號的類型。了解各類信號的流向
PA66聚合釜底閥電氣控制系統改進最新文檔
VVVF電梯電氣控制系統簡介
格式:pdf
大小:8KB
頁數:3P
4.3
vvvf電梯電氣控制系統簡介 一,電梯技術發展和演變20多年前我們接觸的電梯主要是交流雙速梯,部分較高檔場所用的是 帶直流發電機組的直流電梯,機房有點像小型發電廠,后來又出現了交流調速電梯,簡稱acv v,但由于器件和技術原因,真正成功的交流調速梯也不多。想想現在一快板子加一個變頻器加 幾個接觸器,一臺相當不錯的電梯電控系統就誕生了。大公司能生產優異的電梯,小公司也可利 用相當成熟的技術生產不錯的電梯,過去一臺電梯二個星期沒有故障記錄已經是相當不錯了,現 在一臺電梯一年不出故障也是很平常,當然除電控方面的進步以外,機械方面也有了很大的改進, 特別是門系統,現在的門系統基本上是專門廠家生產,門系統故障大大減少。過去的維保和現在 維保內容實際上也有很大的改變,過去維保除一般保養外,很大部分花在電梯的修理上,現在保 養電梯,因為電梯故障率很低(當然不包括
配合飼料生產線電氣控制系統的改造
格式:pdf
大小:241KB
頁數:3P
4.7
介紹了將配合飼料生產線的有觸點控制改造成plc可編程邏輯控制系統的原理、工藝流程;闡述了plc可編程邏輯控制系統在飼料生產中的作用與優勢,并說明了在實際應用中應注意的問題;分析了影響其產品質量的因素;確定了其初始參數。
機床電氣控制系統論文
格式:pdf
大小:8KB
頁數:1P
4.8
淺談機床電氣控制系統 【摘要】數控機床的電氣控制系統是機床應用中非常重要的一 部分。本文闡述了機床電氣控制系統的概況,詳細介紹了電氣控制 系統的原理,針對應用中常出現的故障情況講解了如何維修,最后 展望了機床電氣控制系統的技術發展方向。 【關鍵詞】數控機床;電氣控制系統;現場維修;技術發展 1.我國從2003年開始就成了全球最大的機床消費國,也成了世 界上最大的數控機床進口國 目前正在提高機械加工設備的數控化率,1999年,我們國家機 械加工設備數控化率是5-8%,目前預計是15~20%之間。 因此,隨著電子技術和自動化技術的發展,數控技術的應用越 來越廣泛。以微處理器為基礎,以大規模集成電路為標志的數控設 備,已在我國批量生產、大量引進和推廣應用,它們給機械制造業 的發展創造了條件,并帶來很大的效益。 “九五”期間,為促進我國數控機床的發展,機床工具行業針 對我國數控機床產量低
聚合釜GDF—B型電動底閥的改造 聚合釜GDF—B型電動底閥的改造
格式:pdf
大小:141KB
頁數:未知
4.7
介紹了聚合釜電動底閥的結構和特點,分析了電動底閥存在的問題,并進行了改造,降低了設備的故障率,節約了維護成本,提高了產品產量。
板框壓濾機電氣控制系統的改進 板框壓濾機電氣控制系統的改進
格式:pdf
大小:124KB
頁數:未知
4.5
根據板框壓濾機在pvc生產中的實際應用情況,進行了一系列改進:采用遙控無線手柄,將壓濾機電控柜與現場水汽隔絕,取消冗余輸入信號.改造后壓濾機運行平穩,消除了安全隱患,降低了勞動強度.
電梯的電氣控制系統探討 電梯的電氣控制系統探討
格式:pdf
大小:199KB
頁數:未知
4.5
電氣控制系統是整個電梯工作的核心環節和指揮中樞,所以它存在的安全性和可靠性會直接關系導致整個電梯系統的程序,同時直接關系著電梯乘客的生命安全。特別是微電子技術的加入,讓電梯的電氣控制系統不管是在結構方面還是在功能方面都可以呈現出日益多元化的趨勢。
自動門電氣控制系統設計
格式:pdf
大小:151KB
頁數:11P
4.4
東北林業大學 機電設備控制技術 課程設計說明書 設計題目:自動門電氣控制系統設計 學生: 指導教師:副教授 學院:機電工程學院 專業:機械電子2009級3班 2012年7月13日 2 《機電設備控制技術》課程設計任務書 題目名稱:自動門電氣控制系統設計 概述: 自動門控制裝置由門內光電探測開關k1、門外光電探測開關k2、開門到位限位開關k3、關門到限 位開關k4、開門執行機構km1(使直流電動機正轉)、關門執行機構km2(使直流電動機反轉)等部件 組成。 控制要求: 1)當有人由內到外或由外到內通過光電檢測開關k1或k2時,開門執行機構km1動作,電動機正 轉,到達開門限位開關k3位置時,電機停止運行。 2)自動門在開門位置停留8秒后,自動進入關門過程,關門執行機構km2被起動,電動機反轉,當 門移動到關門限位開關k4位置
車床電氣控制系統畢業論文
格式:pdf
大小:16KB
頁數:3P
4.7
摘要 車床是機械加工中使用最廣泛的機床,它可以用于切削各種工件 的外圓、內孔、端面及螺紋等。現代生產機械多采用機械、電氣、液 壓、氣動相結合的控制技術。電氣控制技術起聯接中樞作用,應用最 為廣泛。用普通機床加工出來的產品普遍存在質量差、品種少、檔次 低、成本高、供貨期長,從而在國際、國內市場上缺乏競爭力,直接 影響一個企業的產品、市場、效益,影響企業的生存和發展,所以必 須大力提高機床的數控化率。本設計主要任務是將ca6140型普通車 床改造為數控車床。 關鍵詞:車床、數控,plc,機床改造,電氣控制系統。 目錄 第1章前言...............................................................3 第2章電氣控制系統........................................錯誤
PA66聚合釜底閥電氣控制系統改進相關
文輯推薦
知識推薦
百科推薦


職位:BIM開發工程師
擅長專業:土建 安裝 裝飾 市政 園林


