

P64A型車輛車頂鋼結構制造工藝
格式:pdf
大小:130KB
頁數:4P
人氣 :94
 4.3
4.3
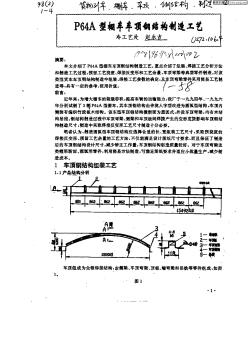
分析了P64A棚車圓弧形車頂的結構與組焊工藝,介紹了采用反變形、設置工藝尺寸及夾具定位等方法來抵消焊接變形的車頂鋼結構制造工藝以及車頂彎梁等典型零件的制造方法。



P64A型棚車車頂鋼結構制造工藝
格式:pdf
大小:106KB
頁數:4P
本文介紹了p64a型棚車車頂鋼結構制造工藝。重點介紹了組裝、焊接工藝分析方法和制造工藝過程,預留工藝撓度、焊接反變形和工藝余量,車頂彎梁等典型零件制造。對該類型貨車車頂鋼結構制造中組裝、焊接工藝參數的確定,及車頂彎梁零件采用簡易工藝制造等,具有一定的參考、使用價值。

B型不銹鋼車車頂鋼結構制造工藝
格式:pdf
大小:94KB
頁數:2P
介紹了b型不銹鋼車車頂的結構、制造工藝過程及工裝和設備,選擇典型部件進行工藝過程分析,從而掌握不銹鋼車頂鋼結構的制造工藝難點。
編輯推薦下載
鋼結構制造工藝
格式:pdf
大小:10KB
頁數:5P
4.3
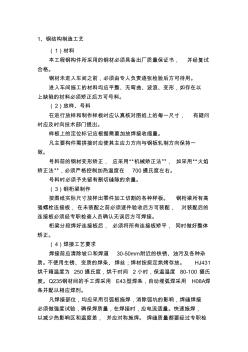
1、鋼結構制造工藝 (1)材料 本工程鋼構件所采用的鋼材必須具備出廠質量保證書,并經復試 合格。 鋼材未進入車間之前,必須由專人負責逐張檢驗后方可待用。 進入車間施工的材料均應平整、無彎曲、波浪、變形,如存在以 上缺陷的材料必須矯正后方可號料。 (2)放樣、號料 在進行放樣和制作樣板時應認真核對圖紙上的每一尺寸,有疑問 時應及時向技術部門提出。 樣板上的定位標記應根據需要加放焊接收縮量。 凡主要構件需拼接時應使其主應力方向與鋼板軋制方向保持一 致。 號料前的鋼材變形矯正,應采用“機械矯正法”,如采用“火焰 矯正法”,必須嚴格控制加熱溫度在700攝氏度左右。 號料時必須予先留有割切縫隙的余量。 (3)鋼桁梁制作 按圖紙實際尺寸放樣出零件加工切割的各種樣板。鋼桁梁所有高 強螺栓連接板,在未裝配之前必須逐件驗收后方可裝配,對裝配后的 連接板必須經專職檢查人員確認無誤后方可焊接。
P64A型車輛車頂鋼結構制造工藝熱門文檔
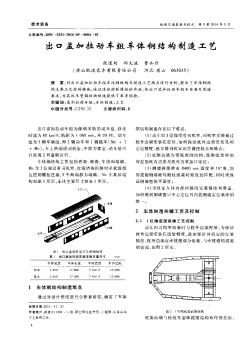
出口孟加拉動車組車體鋼結構制造工藝
格式:pdf
大小:178KB
頁數:3P
4.6
對出口孟加拉動車組車體鋼結構及制造工藝難點進行分析,提出了車體鋼結構主要工藝控制措施,通過這些控制措施的實施,使出口孟加拉動車組車體滿足制造要求,為其他車型鋼結構制造提供了參考經驗。
 450t落下孔車鋼結構制造工藝
450t落下孔車鋼結構制造工藝 450t落下孔車鋼結構制造工藝
格式:pdf
大小:637KB
頁數:3P
4.7
載重450t落下孔車的鋼結構采用德國dillimax690t、日本wel-ten780a和國產hg785e高強度鋼,側承梁,導向梁,大、中、小底架均為全鋼焊接結構。本文介紹了為保證鋼結構的制造質量所采取的工藝方法。
工廠鋼結構制造工藝設計
格式:pdf
大小:68KB
頁數:17P
4.4
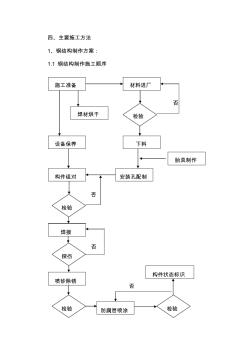
四、主要施工方法 1、鋼結構制作方案: 1.1鋼結構制作施工順序 否 否 否 否 施工準備材料進廠 焊材烘干 設備保養 檢驗 下料 構件狀態標識 胎具制作 安裝孔配制構件組對 檢驗 焊接 探傷 噴砂除銹 檢驗防腐層噴涂檢驗 1.2材料 1.2.1制作輕鋼結構廠房的鋼材應符合下列規定: q235b應符合gb700規定 1.2.2所用的材料必須符合圖紙設計要求,并需有質量證明書。 1.2.3鋼材表面:邊緣和斷面不應有氣孔、結疤、重皮、夾渣、 表面銹蝕;麻點和刻痕的深度不得超過鋼板厚度負偏差的一半。 1.2.4材料代用時必須在設計部門審批同意后,方可代用。 1.3制造程序: 1.3.1由于工程量大,工期(制安工期)短。因此,在制造開始 前須做好以下工作: ①中標后按網絡圖要求,備好原材料。 ②剛柱、斜梁等構件及c型鋼檁條、柱間支撐制作好后集總進行 噴砂除銹處理。經驗

淺析新型M11敝車車體鋼結構制造工藝
格式:pdf
大小:73KB
頁數:2P
4.5
本文介紹了新型m11敝車車體主要結構,闡述了車體鋼結構制造工藝過程及車體制造工藝問題采取相應的工藝措施。
200t專用平車底架鋼結構制造工藝 200t專用平車底架鋼結構制造工藝
格式:pdf
大小:142KB
頁數:3P
4.5
分析了200t專用平車的底架鋼結構及其中、側梁的結構與組焊工藝,介紹了通過采用合理的工藝措施及使用必要的工藝裝備來保證底架鋼結構質量的制造工藝方法。
P64A型車輛車頂鋼結構制造工藝精華文檔

C80B型不銹鋼運煤專用敞車鋼結構制造工藝分析
格式:pdf
大小:94KB
頁數:2P
4.8
闡述了c80b型不銹鋼運煤專用敞車鋼結構的特點及制造工藝,分析了該型車制造工藝過程和工藝實現的重點、難點,并針對制造工藝難點提出相應的解決措施。
 鐵道車輛車軸軸端螺栓制造工藝及模具結構改進
鐵道車輛車軸軸端螺栓制造工藝及模具結構改進 鐵道車輛車軸軸端螺栓制造工藝及模具結構改進
格式:pdf
大小:343KB
頁數:2P
4.5
通過對鐵道車輛車軸軸端螺栓現有制造工藝的分析,制定了工藝改進方案,同時提出了新的鐓擠模具結構。
C80型鋁合金運煤敞車底架鋼結構制造工藝 C80型鋁合金運煤敞車底架鋼結構制造工藝
格式:pdf
大小:424KB
頁數:3P
4.4
分析了c80型鋁合金運煤敞車底架及其中梁的結構與組焊工藝,介紹了通過采用合理的工藝措施及使用必要的工藝裝備來保證底架鋼結構質量的制造方法。
P64A型車輛車頂鋼結構制造工藝最新文檔
新型澳大利亞煤漏斗車底架鋼結構制造工藝 新型澳大利亞煤漏斗車底架鋼結構制造工藝
格式:pdf
大小:649KB
頁數:3P
4.4
介紹了新型澳大利亞煤漏斗車底架、牽中梁組成、側梁與漏斗側板的結構特點,制訂了鋼結構的組焊工藝,通過合理的工藝措施及必要的工藝裝備保證了底架鋼結構的制造質量。

大型變壓器鋼結構制造工藝措施
格式:pdf
大小:1.6MB
頁數:5P
4.4
大型變壓器鋼結構制造工藝措施 作者:譚志楹 作者單位:正泰集團變壓器公司 刊名:電氣制造 英文刊名:electricalmanufacturing 年,卷(期):2008,""(3) 被引用次數:0次 本文鏈接:http://d.wanfangdata.com.cn/periodical_dqzz200803018.aspx 授權使用:東南大學圖書館(wfdndx),授權號:db3746cc-fd65-489c-9842-9e4700c87392 下載時間:2010年12月9日

鍋爐鋼結構制造工藝的應用分析
格式:pdf
大小:196KB
頁數:2P
4.5
在對電站的建設和改造工程中的核心組成部分都是鍋爐鋼結構的制造。因為鍋爐鋼結構是鍋爐的受力部件,結構受力復雜,桿件和節點形式眾多,所以其質量直接影響鍋爐整體的使用性能和使用壽命。目前雖然鋼結構技術在不斷進步,但是在制造和運用過程中,仍然存在很多影響了電站鍋爐電力生產的可持續性原則的問題。為了使鋼結構性能正常發揮,提高鍋爐的使用壽命。本文簡單闡述了鍋爐鋼結構制造工藝的技術應用問題。
C_(64)型敞車鋼結構制造中的幾個工藝問題 C_(64)型敞車鋼結構制造中的幾個工藝問題
格式:pdf
大小:114KB
頁數:未知
4.5
我國鐵路車輛廠以前大部分生產制造c_(62a)和c_(62b)型敞車,但近年來已陸續轉產新的主型車輛c_(62b)型敞車。盡管兩種車型的結構變化不大,但制造中還是有不少工藝質量問題需解決。1底架部分底架部分結構較之c_(62)型敞車主要變化在端梁部分和底架附屬件,
80t不銹鋼運煤敞車底架鋼結構制造工藝 80t不銹鋼運煤敞車底架鋼結構制造工藝
格式:pdf
大小:775KB
頁數:3P
4.7
分析了80t不銹鋼運煤敞車底架鋼結構的組裝工藝,介紹了通過采用合理的工藝措施和使用必要的工藝裝備來保證底架鋼結構的質量。
軌道車輛車體鋼結構專用架臺車構思與設計 軌道車輛車體鋼結構專用架臺車構思與設計
格式:pdf
大小:1.4MB
頁數:2P
4.6
本文介紹了軌道車輛車體鋼結構專用架臺車的設計過程,總結以往架臺車出現的問題并分析原因,策劃了車體鋼結構架臺車設計方案。新設計的架臺車運行平穩性,使用安全可靠、效果顯著。
P64A型車輛車頂鋼結構制造工藝相關
文輯推薦
知識推薦
百科推薦


職位:房建工程材料員
擅長專業:土建 安裝 裝飾 市政 園林


