

MOCVD噴淋頭的焊接工藝研究
格式:pdf
大小:132KB
頁數:3P
人氣 :55
 4.3
4.3
噴淋頭是MOCVD反應器中的關鍵部件,其設計和加工難度大。采用特殊的結構設計和合理工藝方法,配合加工工裝和焊接夾具,選擇合理的基準面和焊接參數,降低了加工難度。



 一種多噴淋頭式MOCVD反應器的設計與數值模擬
一種多噴淋頭式MOCVD反應器的設計與數值模擬 一種多噴淋頭式MOCVD反應器的設計與數值模擬
格式:pdf
大小:694KB
頁數:7P
提出了一種多噴淋頭式mocvd反應器。針對新型反應器,對gan生長的mocvd過程進行了數值模擬,模擬考慮了熱輻射和化學反應,計算了反應器內流場、溫場和濃度場,導流筒壁面的寄生沉積以及gan生長速率,并分析了反應室幾何因素對生長均勻性的影響。模擬結果顯示,襯底表面大部分區域具有均勻的溫場和良好的滯止流。通過對濃度場和gan生長速率的分析,得出mmga是薄膜生長的主要反應前體。通過對反應器高度h、導流筒與托盤間距h、導流筒半徑r等參數的優化,給出了提高薄膜生長速率和均勻性的條件。

常見的焊接工藝及鋼結構焊接工藝
格式:pdf
大小:37KB
頁數:14P
目前常用的焊接工藝有: →電弧焊(氬弧焊、手弧焊、埋弧焊、鎢極氣體保護電弧焊、等離子弧焊、氣體 保護焊) →電阻焊 →高能束焊(電子束焊、激光焊) →釬焊 →以電阻熱為能源:電渣焊、高頻焊; →以化學能為焊接能源:氣焊、氣壓焊、爆炸焊; →以機械能為焊接能源:摩擦焊、冷壓焊、超聲波焊、擴散焊 焊接工藝精度變形熱影響焊縫質量焊料使用條件 激光焊精密小很小好無 釬焊精糙一般一般一般需要整體加熱 電阻焊精糙大大一般無需要電極 氬弧焊一般大大一般需要需要電極 等離子焊較好一般一般一般需要需要電極 電子束焊精密小小好無需要真空 1.電弧焊 電弧焊是目前應用最廣泛的焊接方法。它包括有:手弧焊、埋弧焊、鎢極氣體保 護電弧焊、等離子弧焊、熔化極氣體保護焊等。絕大部分電弧焊是以電極與工 件之間燃燒的電弧作熱源。在形成接頭時,可以采用
編輯推薦下載

焊接工藝和焊接工藝評定的對話
格式:pdf
大小:29KB
頁數:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte
DZL29型鍋爐鍋筒的焊接工藝.doc
格式:pdf
大小:44KB
頁數:33P
4.7
dzl29型鍋爐鍋筒的焊接工藝 摘要 焊接工藝作為鍋爐設備制造的關鍵工藝,其受壓元件的性能和可靠性 在很大程度上決定了鍋爐的安全性能和可靠性。只有按照國家標準制定確 定了最佳的焊接工藝參數,才能確保鍋爐設備的焊接質量、焊接接頭符合 產品技術性能和相應的條件下的使用要求。在考慮鍋爐設備制造的經濟性 時,通過對鍋爐材料的選用,以及對鍋爐受壓元件進行焊接工藝的評定和 實驗,確定切實可行的焊接方法、參數等,最后進行焊接工藝規程編制。 使dzl29-1.6/130/70-aⅱ型鍋爐主要受壓元件鍋筒的焊接質量達到設計及 相關法規、標準的要求,以保證產品的安全性。 關鍵詞:鍋爐;焊接質量;鍋筒;焊接工藝 abstract weldingprocessasthekeypartofboilerequipmentmanufacturing process,itsperform
MOCVD噴淋頭的焊接工藝研究熱門文檔

鍍鋅鋼管的焊接特點及焊接工藝-焊接工藝的特點
格式:pdf
大小:8KB
頁數:4P
4.7
鍍鋅鋼管的焊接特點及焊接工藝 鍍鋅鋼廣泛運用于各行各業,采用鍍鋅鋼的好處是利用在空氣中能夠形成致密氧 化物保護層的金屬鋅來保護內部的鋼結構。在被焊接、劃傷的情況下,由于zn-fe 原電池的存在,相對活潑的鍍鋅部分可以作為犧牲陽極,延緩鋼鐵的銹蝕,耐腐 蝕性良好。然而由于鍍鋅層的存在,在焊接中容易產生裂紋、氣孔、夾渣,較難 得到良好的焊接質量。 鍍鋅鋼一般是在低碳鋼外鍍一層鋅,鍍鋅層一般在20um厚。鋅的熔點在419°c, 沸點908°c左右。在焊接中,鋅熔化成液體浮在熔池表面或在焊縫根部位臵。 鋅在鐵中具有較大固溶度,鋅液體會沿晶界深入浸蝕焊縫金屬,低熔點鋅形成 “液體金屬脆化”。同時,鋅與鐵可形成金屬間脆性化合物,如fe3zn10、fezn10 等。這些脆性相使焊縫金屬塑性降低,在拉應力作用下而產生裂紋。如果焊接角 焊縫,尤其是t形接頭的角焊縫最容易產生

焊接工藝規范
格式:pdf
大小:79KB
頁數:7P
4.5
編號: 焊接工藝規范 編制: 校對: 審核: 批準: 目錄 1.目的................................................1 2.適用范圍............................................1 3.引用標準............................................1 4.工藝要求............................................1 4.1焊接方法選用原則...................................1 4.2焊接用輔料援用原則................................1 4.3點焊接頭的最小搭邊寬度和焊點的最小點距.......
焊接工藝措施
格式:pdf
大小:9KB
頁數:6P
4.6
焊接工藝措施 焊接工藝措施: 1)對工程中使用較多的或有代表性的接頭形式進行焊接工藝性試驗, 以確定最佳的操作方法和焊接規范,焊接工藝性試驗由焊接試驗室全 權負責。 2)結構裝配定位焊 a.裝配定位焊前,焊接坡口及其內外兩側各20mm范圍內的油污必 須用溶劑揩抹干凈,并用手提砂輪機打磨去除鐵銹、氧化皮等雜質, 使焊件母材表面露出金屬光澤。 b.擔任定位焊施焊工作的焊工必須是持有合格證的焊工。 c.裝配質量達到圖樣技術要求后方可進行定位焊(如該焊縫焊前需 要預熱,則必須預熱至所要求的溫度后才可進行定位焊。),定位焊所 用焊條(須經烘干處理)、焊絲必須與該焊縫正式焊接時所用焊材相 一致,定位焊縫應填滿弧坑。 d.定位焊縫長度一般為20—50mm,間距長為400—600mm,焊腳尺 寸不得大于設計焊腳尺寸的一半,且不應大于8mm,定位焊應距設 計焊縫端部30mm以上。(
焊接工藝規范
格式:pdf
大小:134KB
頁數:14P
4.4
e起弧時要特別防止未焊合及燒穿; f收弧時要填滿弧坑,不要立即移走焊槍; 焊工操作前需根據以上規范確定焊接電流,電弧電壓,氣體流量等參數,工作中需經常 檢查,每兩小時檢查一次,并作好記錄,對板厚大于8mm的對接焊縫,需采用開坡口焊接。 3操作技術 a焊機接成反極性,即工件接負極,焊機接正極; b二氧化碳保護焊可以進行全位置焊接(平焊、立焊、橫焊、仰焊); c焊絲伸出長度:直徑為1.2mm以下的細焊絲伸出長度為10mm; d焊接厚度為2mm以下的工件時,焊槍不作擺動; 8.0~16.0≤0.50.8~1.226~29190~22020~24 6.0~12.
MOCVD噴淋頭的焊接工藝研究精華文檔
國外焊接工藝
格式:pdf
大小:3.7MB
頁數:33P
4.5
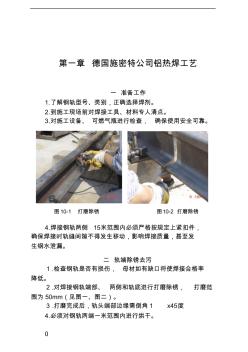
0 第一章德國施密特公司鋁熱焊工藝 一準備工作 1.了解鋼軌型號、類別,正確選擇焊劑。 2.到施工現場前對焊接工具、材料專人清點。 3.對施工設備、可燃氣瓶進行檢查,確保使用安全可靠。 4.焊接鋼軌兩側15米范圍內必須嚴格按規定上緊扣件, 確保焊接時軌縫間隙不得發生移動,影響焊接質量,甚至發 生鋼水泄漏。 二軌端除銹去污 1.檢查鋼軌是否有損傷,母材如有缺口將使焊接合格率 降低。 2.對焊接鋼軌端部、兩側和軌底進行打磨除銹,打磨范 圍為50mm(見圖一、圖二)。 3.打磨完成后,軌頭端部邊緣需倒角1x45度 4.必須對鋼軌兩端一米范圍內進行烘干。 圖10-1打磨除銹圖10-2打磨除銹 1 圖10-4 預熱槍支座 注意:特別要重視軌底的清潔和干燥。 三對軌 1.軌縫調整: 以軌腳邊為基準,控制軌縫寬 度為28±1mm。 2.尖點調整(見圖
焊接工藝 (2)
格式:pdf
大小:737KB
頁數:18P
4.6
不銹鋼復合板槽的焊接工藝 中鋁山東分公司淄博萬成工貿有限公司(255065)徐立媚 【摘要】分析了q235b+321不銹鋼復合板的焊接性,對復合板進行了焊接工藝評定,確 定了q235b+321不銹鋼復合板的焊接工藝。施焊過程中通過嚴格執行工藝規則,既保證了 焊接質量,又提高了焊接效率,滿足設計要求。 不銹鋼復合板是以碳素鋼或合金鋼為基層,不銹鋼為復層,制成的雙金屬復合鋼板。一般由 基層來保證復合板的強度,復層來保證復合板的耐腐蝕性能。它既具有不銹鋼的美觀耐用、 成形性好、耐腐蝕性強等優良性能,又有碳鋼高強度和低成本的優點,因而應用廣泛。為此, 本文分析了不銹鋼復合板的焊接性,通過焊接工藝評定,制定了焊接工藝,并將該工藝成功 應用于槽的制作中,效果良好。 1.焊接性分析 槽母材為q235b+321不銹鋼復合板,基層為q235b,厚度為7mm,

焊接工藝
格式:pdf
大小:377KB
頁數:13P
4.7
鋼筋焊接施工方案 一、編制依據 1、合同文件; 2、鋼筋焊接及驗收規程(jgj18-2003); 3、鋼筋焊接接頭試驗方法標準(jgjt27-2001) 4、業主及監理要求; 二、鋼筋閃光焊 (一)施工準備 1、機械設備 un1-150閃光對焊機。 2、材料 各種規格鋼筋級別必須有出廠合格證,進場后經物理性能檢驗,符合要求后方能使用。 3、作業條件 (1)設備在操作前檢修完好,保證正常運轉,并符合安全規定,操作人員必須要持證上崗。 (2)鋼筋焊口要平口、清潔、無油污雜質等。 (3)對焊機容量、電壓要符合要求。 (二)操作工藝 1、對焊工藝 根據鋼筋品種、直徑和所用焊機功率大小選用連續閃光焊、預熱閃光焊、閃光—預熱— 閃光焊。對于可焊性差的鋼筋,對焊后宜采用通電熱處理措施,以改善接頭塑性。 鋼筋焊接工藝選用見表1。 鋼筋級別直徑(mm) 閃光留量 (mm) 頂鍛留量
焊接工藝類
格式:pdf
大小:82KB
頁數:2P
4.4
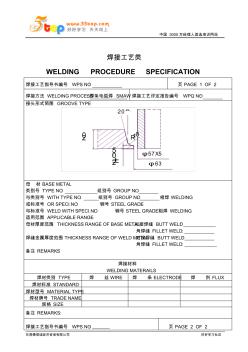
中國3000萬經理人首選培訓網站 東莞德信誠經濟咨詢有限公司好好學習社區 焊接工藝類 weldingprocedurespecification 焊接工藝指導書編號wpsno:頁page1of2 焊接方法weldingprocess:焊條電弧焊smaw焊接工藝評定報告編號wpqno: 接頭形式簡圖groovetype 20° 2± 0. 5 20r10 φ57x5 φ63 母材basemetal: 類別號typeno:組別號groupno: 與類別號withtypeno:組別號groupno:相焊welding 或標準號orspeci.no:鋼號steelgrade: 與標準號weldwithspeci.no:鋼號steelgrade:相焊welding 適用范圍app
焊接工藝檢驗
格式:pdf
大小:11KB
頁數:3P
4.4
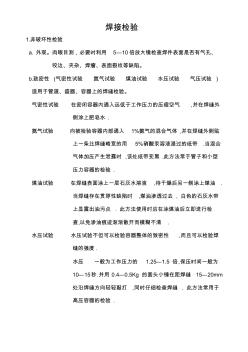
焊接檢驗 1.非破壞性檢驗 a.外觀。肉眼目測,必要時利用5—10倍放大鏡檢查焊件表面是否有氣孔、 咬邊、夾雜、焊瘤、表面裂紋等缺陷。 b.致密性(氣密性試驗氮氣試驗煤油試驗水壓試驗氣壓試驗) 適用于管道、盛器、容器上的焊縫檢驗。 氣密性試驗在密閉容器內通入遠低于工作壓力的壓縮空氣,并在焊縫外 側涂上肥皂水. 氮氣試驗向被檢驗容器內部通入1%氨氣的混合氣體,并在焊縫外側貼 上一條比焊縫略寬的用5%硝酸汞溶液浸過的紙帶.當混合 氣體加壓產生泄露時,該處紙帶變黑.此方法常于管子和小型 壓力容器的檢驗. 煤油試驗在焊縫表面涂上一層石灰水溶液,待干燥后另一側涂上煤油. 當焊縫存在貫穿性缺陷時,煤油滲透過去,白色的石灰水帶 上顯露出油污點.此方法使用時應在涂煤油后立即進行檢 查,以免滲油痕跡漸漸散開而模糊不清. 水壓試驗水壓試驗不但
MOCVD噴淋頭的焊接工藝研究最新文檔

焊接工藝報告
格式:pdf
大小:60KB
頁數:6P
4.4
12東南-pd-2005-949 序號報告名稱報告編號頁數 1 建筑鋼結構焊接工藝評定報告 (鋼板橫對接/氣保焊 q235bδ=20mm) 東南-pd-2009-3710 2建筑鋼結構焊接工藝評定報告 (角接接頭對接/q235bδ=20mm) 東南-pd-2009-389 3建筑鋼結構焊接工藝評定報告 (鋼板對接/氣保焊q235bδ=20mm) 東南-pd-2009-3910 4 建筑鋼結構焊接工藝評定報告 (鋼板對接/氣保焊q235b+q345b δ=25mm) 東南-pd-2009-4010 5 建筑鋼結構焊接工藝評定報告 (t形對接與角接組合焊q235b δ=20mm) 東南-pd-2009-4110 6 建筑鋼結構焊接工藝評定報告 (t形對接與角接組合焊/氣保焊 q235b δ=20mm+q345bδ=50mm) 東南-pd-
焊接工藝評定報告1.doc22
格式:pdf
大小:21KB
頁數:1P
4.5
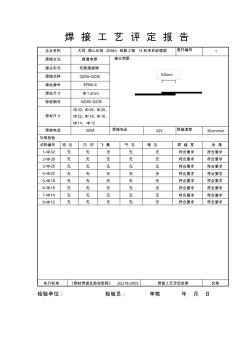
焊接工藝評定報告 企業名稱大同-房山ⅲ回500kv線路工程14標項目經理部委托編號1 焊接方法普通電焊接頭簡圖: 接頭形式雙面搭接焊 焊接式樣q235-q235 焊絲牌號er50-6 焊絲尺寸φ1.2mm 母材鋼號q235/q235 母材尺寸 φ32、φ28、φ25、 φ22、φ18、φ16、 φ14、φ12 焊接電流320a焊接電壓32v焊接速度30cm/min 外觀檢驗: 試樣編號咬邊內凹飛濺氣孔錯邊焊縫寬余高 1-φ32無無無無無符合要求符合要求 2-φ28無無無無無符合要求符合要求 3-φ25無無無無無符合要求符合要求 4-φ22無無無無無符合要求符合要求 5-φ18無無無無無符合要求符合要求 6-φ16無無無
銅的焊接工藝
格式:pdf
大小:18KB
頁數:5P
4.6
銅的焊接工藝規程.doc 銅及銅合金的焊接工藝 銅具有優良的導電性、導熱性、耐腐蝕性、延展性及一定的強度等特性。在電氣、電 子、化工、食品、動力、交通及航空航天工業中得到廣泛應用。在純銅(紫銅)中添加10 余種合金元素,形成固溶體的各類銅合金,如加鋅為黃銅;加鎳為白銅;加硅為硅青銅; 加鋁為鋁青銅等等。 銅及銅合金可用釬焊、電阻焊等工藝方法實現連接,在工業發達的今天、熔焊已占據 主導地位。用焊條電弧焊、tig焊、mig焊等工藝方法容易實現銅及銅合金的焊接。 影響銅及銅合金焊接性的工藝難點主要有四項元素:一是高導熱率的影響。銅的熱導 熱率比碳鋼大7~11倍,當采用的工藝參數與焊接同厚度碳鋼差不多時,則銅材很難熔化, 填充金屬和母材也不能很好地熔合。二是焊接接頭的熱裂傾向大。焊接時,熔池內銅與其 中的雜質形成低熔點共晶物,使銅及銅合金具有明顯的熱脆性,產生熱裂紋。三是產生氣 孔的缺

常用材質的焊接工藝
格式:pdf
大小:248KB
頁數:12P
4.3
常用材質的焊接工藝 河北省鹽山縣電力管件有限公司 二零零八年五月一日 產品名稱a335p91焊接工藝卡 焊接方法 氬弧焊 焊接設備 逆變焊機 適用范圍車間專用編號yd2008-hj01手弧焊ws-400 坡 口 型 式 焊接工藝規程 序號工序內容 1焊前預熱 預熱溫度:gtaw150℃~200℃,smaw200℃~250℃,遠紅外加熱 器,硅酸鋁保溫。 2定位用氬弧焊進行點固焊,工藝同正式施焊要求一致。 3打底焊氬弧焊進行打底,厚度≥3mm。內部充氬保護。 4 填 充 焊 層間溫度200-250℃ 焊 前 準 備 1、將管件內外坡口兩側10-15mm范圍內油、漆、垢、銹、氧化物等清理干凈直至露出金 屬光澤 2、嚴格按焊條包裝說明對焊條進行烘烤,放入100-120℃恒溫箱內備用,禁止重復烘干。 層間施焊 焊接時管內充氬保護至前三層完成。按要
焊接結構的裝配與焊接工藝
格式:pdf
大小:13KB
頁數:5P
4.6
1 第五章焊接結構的裝配與焊接工藝 裝配與焊接是焊接結構生產過程中的核心,直接關系到焊接結構的質量和生產效率。 同一種焊接結構,由于其生產批量、生產條件不同,或由于結構形式不同,可有不同的裝配 方式、不同的焊接工藝、不同的裝配—焊接順序,也就會有不同的工藝過程。本章重點介紹 裝配與焊接工藝方法。 第一節焊接結構的裝配 裝配是將焊前加工好的零、部件,采用適當的工藝方法,按生產圖樣和技術要求連接成 部件或整個產品的工藝過程。 一、裝配方式的分類 裝配方式可按結構類型及生產批量、工藝過程、工藝方法及工作地點來分類。 (一)按結構類型及生產批量的大小分類 1.單件小批量生產 單件小批量生產的結構經常采用劃線定位的裝配方法。該方法所用的工具、設備比較簡單, 一般是在裝配臺上進行。劃線法裝配工作比較繁重,要獲得較高的裝配精度,要求裝配工人 必須具有熟練的操作技術。 2.成批生
箱形柱的焊接工藝及焊接變形控制 箱形柱的焊接工藝及焊接變形控制
格式:pdf
大小:168KB
頁數:3P
4.4
結合萊鋼信息能源管控中心工程實例,對箱形柱的制作工藝過程進行了分析和探討。從配料、組裝、焊接等工序制訂了合理有效的防止焊接變形的控制措施,取得了很好的效果。

埋弧焊焊接工藝
格式:pdf
大小:3.5MB
頁數:33P
4.5
1.3埋弧焊工藝參數及焊接技術 影響焊縫形狀、性能的因素 弧焊主要適用于平焊位置焊接,如果采用一定工裝輔具也可以實現角焊和橫焊位置的焊接。埋弧焊時影響焊 和性能的因素主要是焊接工藝參數、工藝條件等。本節主要討論平焊位置的情況。 焊接工藝參數的影響影響埋弧焊焊縫形狀和尺寸的焊接工藝參數有焊接電流、電弧電壓、焊接速度和焊 等。 )焊接電流當其他條件不變時,增加焊接電流對焊縫熔深的影響(如圖1所示),無論是y形坡口還是i形 正常焊接條件下,熔深與焊接電流變化成正比,即狀的影響,如圖2所示。電流小,熔深淺,余高和寬度不 流過大,熔深大,余高過大,易產生高溫裂紋。 圖1焊接電流與熔深的關系(φ4.8mm) 圖2焊接電流對焊縫斷面形狀的影響 a)i形接頭b)y形接頭 )電弧電壓電弧電壓和電弧長度成正比,在相同的電弧電壓和焊接電流時,如果選用的焊劑不



MOCVD噴淋頭的焊接工藝研究相關
文輯推薦
知識推薦
百科推薦


職位:電氣工程師
擅長專業:土建 安裝 裝飾 市政 園林


